一种钣金件翻转定位装置的制作方法
[0001]
本发明涉及钣金件加工设备技术领域,尤其是一种钣金件翻转定位装置。
背景技术:
[0002]
钣金件在加工时,不同的钣金件需要不同的加工方式,例如翻转,固定等,现有的钣金件在涉及翻转时,需要将钣金件从固定装置上拆卸下来,并通过人工翻转,并再次通过固定装置固定,因此导致耗时较长,延长了钣金件的生产周期。
技术实现要素:
[0003]
为了克服现有的钣金件加工翻转过程困难且费时费力的不足,本发明提供了一种钣金件翻转定位装置,将钣金件本体穿插固定于两个夹持件上进行加工,待需要翻转加工时,控制电动气缸将其钣金件抬起,同时松动两端套筒上的限位螺栓,进而在夹持件的旋转动下实现钣金件的旋转翻转,进而使其操作人员能够快速的进行钣金件另一面的快速加工。
[0004]
本发明解决其技术问题所采用的技术方案是:一种钣金件翻转定位装置,包括工作台,所述工作台下方通过固定板支撑连接有电动气缸,所述电动气缸上端活塞杆顶端固定连接有支撑板,所述支撑板上端垂直固定有两根支撑杆,且两根支撑杆上端分别固定有左套筒和右套筒,所述左套筒端部套设有左夹持件,所述右套筒端部设有右夹持件,所述左夹持件和右夹持件之间夹持定位有钣金件本体。
[0005]
进一步的,包括支撑板上的两根支撑杆穿过工作台,其支撑杆顶端位于工作台台面上方。
[0006]
进一步的,包括左套筒上开设有用于左夹持件穿插的插槽,且左套筒上插设有用于限位左夹持件转动的限位螺栓。
[0007]
进一步的,包括右套筒上开设有用于右夹持件穿插的插槽,且右套筒上插设有用于限位右夹持件转动的限位螺栓。
[0008]
进一步的,包括左夹持件和右夹持件结构相同,且均由穿插连接杆、夹紧块和锁紧螺栓构成,所述夹紧块上开设有用于穿插限位钣金件本体的夹槽,所述穿插连接杆端部开设有上螺孔和下螺孔。
[0009]
本发明的有益效果是,本发明的一种钣金件翻转定位装置,将钣金件本体穿插固定于两个夹持件上进行加工,待需要翻转加工时,控制电动气缸将其钣金件抬起,同时松动两端套筒上的限位螺栓,进而在夹持件的旋转动下实现钣金件的旋转翻转,进而使其操作人员能够快速的进行钣金件另一面的快速加工,提高了工作效率。
附图说明
[0010]
下面结合附图和实施例对本发明进一步说明。
[0011]
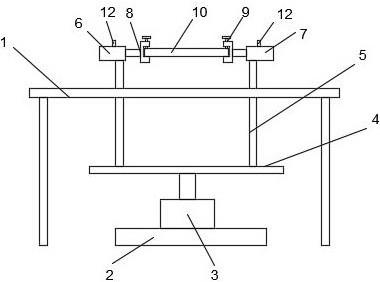
图1是本发明的结构示意图;
图2是图1中左套筒和左夹持件的内部连接结构示意图。
[0012]
图中1.工作台,2.固定板,3.电动气缸,4.支撑板,5.支撑杆,6.左套筒,7.右套筒,8.左夹持件,9.右夹持件,10.钣金件本体,11.插槽,12.限位螺栓,13.穿插连接杆,14.夹紧块,15.锁紧螺栓,16.夹槽,17.上螺孔,18.下螺孔。
具体实施方式
[0013]
如图1是本发明的结构示意图,一种钣金件翻转定位装置,包括工作台1,所述工作台1下方通过固定板2支撑连接有电动气缸3,所述电动气缸3上端活塞杆顶端固定连接有支撑板4,所述支撑板4上端垂直固定有两根支撑杆5,且两根支撑杆5上端分别固定有左套筒6和右套筒7,所述左套筒6端部套设有左夹持件8,所述右套筒7端部设有右夹持件9,所述左夹持件8和右夹持件9之间夹持定位有钣金件本体10。
[0014]
如图1所示,支撑板4上的两根支撑杆5穿过工作台1,其支撑杆5顶端位于工作台1台面上方。
[0015]
结合图1和图2所示,左套筒6上开设有用于左夹持件8穿插的插槽11,且左套筒6上插设有用于限位左夹持件8转动的限位螺栓12。
[0016]
结合图1和图2所示,右套筒7上开设有用于右夹持件9穿插的插槽11,且右套筒7上插设有用于限位右夹持件9转动的限位螺栓12。
[0017]
结合图1和图2所示,左夹持件8和右夹持件9结构相同,且均由穿插连接杆13、夹紧块14和锁紧螺栓15构成,所述夹紧块14上开设有用于穿插限位钣金件本体10的夹槽16,所述穿插连接杆13端部开设有上螺孔17和下螺孔18。
[0018]
使用时,将钣金件本体10穿插固定于左夹持件8和右夹持件9上进行加工,待需要翻转加工时,控制电动气缸3将其钣金件本体10抬起,同时松动两端的左套筒6和右套筒7上的限位螺栓12,进而在左夹持件8和右夹持件9的旋转动下实现钣金件的旋转翻转,进而使其操作人员能够快速的进行钣金件另一面的快速加工,提高了工作效率。
[0019]
以上说明对本发明而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1