一种精准限位压装工装的制作方法
[0001]
本实用新型涉及一种精准限位压装工装。
背景技术:
[0002]
现有的限位压装工装主要靠限位感应装置进行限位,其主要缺陷在于:1.使用一段时间后,由于电气元件损坏后,压装的位置精度存在较大的偏差。2.压装过程中,由于压头的运行惯性,也会导致压装位置不一致,位置变化在
±
1mm之间,图纸要求
±
0.5mm,精度达不到图纸要求。
技术实现要素:
[0003]
本实用新型针对现有技术存在的缺点,提供一种精准限位压装工装,保证装配强度的前提下,更能精准的保证压装的位置精度。
[0004]
为此,本实用新型采取如下的技术方案:一种精准限位压装工装,其特征在于包括底座,底座的中心设置角向定位套筒,所述底座上部通过竖杆连接安装平台,所述的安装平台上设置一个限位机构,所述的限位机构包括一个固定在安装平台中部的半圆形固定件,还包括另一个能够水平旋转并与所述半圆形固定件形成闭合的活动式半圆形固定件,所述的两个半圆形固定件的顶部设置半圆形槽,所述半圆形槽的外端形成台阶面。
[0005]
所述的定位套筒包括顶部的内凹平面,所述的内凹平面中心设置定位孔。
[0006]
所述安装平台包括左平台、连接部和右平台,左平台和右平台之间设置u形槽。
[0007]
所述的活动式半圆形固定件通过转轴连接在安装平台上。
[0008]
所述限位机构的后部设置一个后靠座体。
[0009]
本实用新型工装结构限位的方式,保证每次装配的位置一致性;将工装的限位机构设置为台阶形状,采用台阶进行限位,可保证每次压装的尺寸一致性。这种结构也能增大压装接触面积,保证长时间使用过后,工装的工作面形状不会有大的变形。底座上还设置一个定位套筒,应用于角向的限位。
附图说明
[0010]
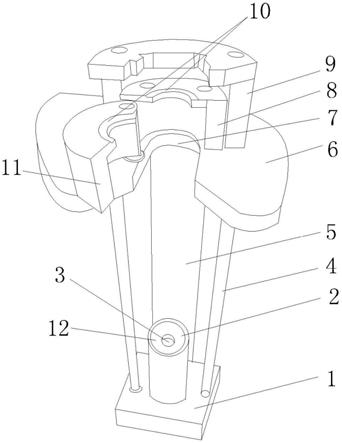
图1为本实用新型的结构示意图。
具体实施方式
[0011]
下面结合附图对本实用新型作进一步详细描述。
[0012]
如图1所示的一种精准限位压装工装,包括底座1,底座的中心设置角向定位套筒2,所述底座上部通过竖杆4和支撑块5连接安装平台6,所述的安装平台上设置一个限位机构,所述的限位机构包括一个固定在安装平台中部的半圆形固定件8,还包括另一个能够水平旋转并与所述半圆形固定件形成闭合的活动式半圆形固定件11,所述的两个半圆形固定件的顶部设置半圆形槽,所述半圆形槽的外端形成台阶面10。所述的定位套筒包括顶部的
内凹平面12,所述的内凹平面中心设置定位孔3。所述安装平台包括左平台、连接部和右平台,左平台和右平台之间设置u形槽7。所述的活动式半圆形固定件通过转轴连接在安装平台上。所述限位机构的后部设置一个后靠座体9。
[0013]
本实用新型应用于凸轮轴的上下压装定位,上端通过限位机构进行定位,下端通过角向定位套筒进行定位,限位机构设置为台阶形状,采用台阶进行限位,可保证每次压装的尺寸一致性。这种结构也能增大压装接触面积,保证长时间使用过后,工装的工作面形状不会有大的变形。
[0014]
上述内容仅为本实用新型的较佳实施举例,并不用于限制本实用新型。凡在本实用新型精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1