大型十字薄板零件的柔性装夹装置的制作方法
[0001]
本实用新型涉及精密机械制造生产过程中的装夹装置,具体为一种大型十字薄板零件的柔性装夹装置。
背景技术:
[0002]
大型十字薄板零件(如图1所示)是铣削成型的一体型构件,其中心开有安装通孔。目前,大型十字薄板零件加工过程中缺乏合适的装夹装置,尤其在精加工阶段,零件无论从轴向压紧,还是径向压紧,都存在定位精度差,加工刚性弱,工件易变形等问题,同时加工时容易出现让刀现象,无法满足形位公差严格的精密零件加工要求。
技术实现要素:
[0003]
本实用新型解决大型十字薄板零件精加工过程中缺乏合适的装夹装置的问题,提供一种大型十字薄板零件的柔性装夹装置。
[0004]
本实用新型是采用如下技术方案实现的:大型十字薄板零件的柔性装夹装置,包括底座、定位双头螺柱、十字压板、与十字薄板零件的四个边棱分别对应的四个防侧摆支撑组件、至少一个防移支撑组件;
[0005]
定位双头螺柱穿过十字薄板零件的安装通孔且一端垂直拧于底座上,十字压板的中心开有定位双头螺柱穿过的孔,并通过拧于定位双头螺柱另一端上的螺母被压于十字薄板零件的上端面;
[0006]
底座上设有防侧摆支撑安装孔,防侧摆支撑组件包括防侧摆双头螺柱和多个开有中心孔的防侧摆支撑轴节,多个防侧摆支撑轴节的高度之和至少与十字薄板零件等高,每个防侧摆支撑轴节的中心孔为腰形孔,每个防侧摆支撑轴节的轴面上开有轴向的v形槽,每个防侧摆支撑轴节的腰形中心孔的宽度对称面与v形槽的竖直对称面重合,防侧摆双头螺柱穿过多个防侧摆支撑轴节的腰形中心孔(多个防侧摆支撑轴节穿于防侧摆双头螺柱上)且一端垂直拧入底座上的防侧摆支撑安装孔、另一端拧有螺母,多个防侧摆支撑轴节上的v形槽上下对齐,十字薄板零件的边棱卡于v形槽内;
[0007]
底座上设有防移支撑安装孔,防移支撑组件包括防移双头螺柱和多个开有中心孔的防移支撑轴节,多个防移支撑轴节的高度之和至少与十字薄板零件等高,每个防移支撑轴节的中心孔为腰形孔,防移双头螺柱穿过多个防移支撑轴节的腰形中心孔且一端垂直拧入底座上的防移支撑安装孔、另一端拧有螺母,使各防移支撑轴节顶住十字薄板零件的一个面且使防移支撑轴节的腰形中心孔的宽度对称面垂直于该面,该被顶住的面的背面作为被加工面。
[0008]
柔性装夹装置装夹工件步骤为:十字薄板零件置于底座上,使用防侧摆支撑组件的v形槽固紧十字薄板零件的边棱,实现十字薄板零件的径向定位并保证垂直度;使用十字压板及定位双头螺柱将十字薄板零件轴向压紧固定,实现工件轴向固定;防移支撑组件配合无痕双面胶对十字薄板零件的被加工面进行辅助支撑,减小工件自重带来的变形影响,
降低工件挠度。选用镗刀以镗代铣加工十字零件平面,切削锋利性好,工件变形小,四块薄板位置变形小,垂直度易保证。
[0009]
本实用新型所述的柔性装夹装置采用端面十字压板压紧结合防侧摆支撑组件辅助防偏柱,解决了十字薄板零件装夹及刚性差难题。轴节式可调v型结构使柔性装夹装置适应十字薄板零件外侧弧面(边棱)的垂直性差异,做到柔性定心,保证加工中的十字薄板零件的稳定,降低加工时的让刀现象。防移支撑组件配合无痕双面胶固定工件,保证加工被加工面时,减小加工过程中薄板偏向刀具侧的工件热变形。无痕双面胶具有清除方便、环保无异味、持粘性强、不留残胶的特点,配合防移支撑组件,增加了十字薄板零件加工刚性,解决十字薄板零件颤动带来的粗糙度差问题及十字薄板局部超差问题。轴节式的防移支撑组件适应十字薄板零件被顶住面的垂直性差异。
附图说明
[0010]
图1为大型薄板零件的端面视图;
[0011]
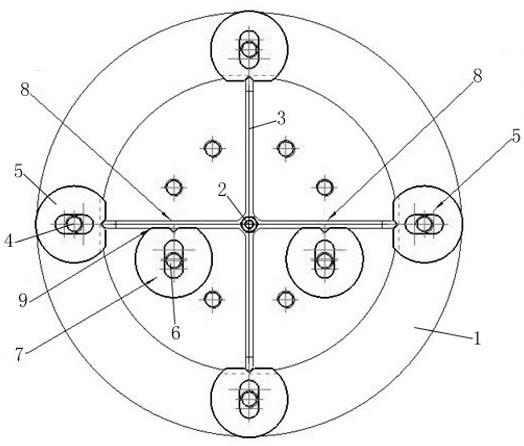
图2为本实用新型的结构示意图;
[0012]
图3为图1的俯视图;
[0013]
图4为防侧摆支撑轴节的结构示意图;
[0014]
图5为图3的仰视图;
[0015]
图6为防移支撑轴节的结构示意图;
[0016]
图7为图6的俯视图。
[0017]
图中:1-底座,2-定位双头螺柱,3-十字压板,4-防侧摆双头螺柱,5-防侧摆支撑轴节,6-防移双头螺柱,7-防移支撑轴节,8-被加工面,9-无痕双面胶。
具体实施方式
[0018]
大型十字薄板零件的柔性装夹装置,包括底座1、定位双头螺柱2、十字压板3、与十字薄板零件的四个边棱分别对应的四个防侧摆支撑组件、至少一个防移支撑组件;
[0019]
定位双头螺柱2穿过十字薄板零件的安装通孔且一端垂直拧于底座1上,十字压板2的中心开有定位双头螺柱2穿过的孔,并通过拧于定位双头螺柱2另一端上的螺母被压于十字薄板零件的上端面;
[0020]
底座1上设有防侧摆支撑安装孔,防侧摆支撑组件包括防侧摆双头螺柱4和多个开有中心孔的防侧摆支撑轴节5,多个防侧摆支撑轴节5的高度之和至少与十字薄板零件等高,每个防侧摆支撑轴节5的中心孔为腰形孔,每个防侧摆支撑轴节5的轴面上开有轴向的v形槽,每个防侧摆支撑轴节5的腰形中心孔的宽度对称面与v形槽的竖直对称面重合,防侧摆双头螺柱4穿过多个防侧摆支撑轴节5的腰形中心孔(多个防侧摆支撑轴节穿于防侧摆双头螺柱上)且一端垂直拧入底座上的防侧摆支撑安装孔、另一端拧有螺母,多个防侧摆支撑轴节5上的v形槽上下对齐,十字薄板零件的边棱卡于v形槽内;
[0021]
底座1上设有防移支撑安装孔,防移支撑组件包括防移双头螺柱6和多个开有中心孔的防移支撑轴节7,多个防移支撑轴节7的高度之和至少与十字薄板零件等高,每个防移支撑轴节7的中心孔为腰形孔,防移双头螺柱6穿过多个防移支撑轴节7的腰形中心孔且一端垂直拧入底座1上的防移支撑安装孔、另一端拧有螺母,使各防移支撑轴节7顶住十字薄
板零件的一个面且使防移支撑轴节7的腰形中心孔的宽度对称面垂直于该面,该被顶住的面的背面作为被加工面8。
[0022]
具体实施时,防移支撑轴节7与十字薄板零件的接触面为平面,即防移支撑轴节7的轴面上加工有与其轴线平行的轴向平面,作为与十字薄板零件的接触面,以顶住十字薄板零件的一个面,以更好地实现被加工面的支撑。
[0023]
防侧摆支撑轴节5的轴面上加工有一个与其轴线平行的平面,v形槽开在该平面上。进一步,防侧摆支撑轴节5的轴面上的与其轴线平行的平面被加工成阶梯面,v形槽开在阶梯面的凸出平面上。阶梯面的凸出平面位于防侧摆支撑轴节5的上部,且阶梯面的凸出平面高度低于凹回平面的高度,这样,减少了v形槽的高度,进而减少了防侧摆支撑轴节5与十字薄板零件边棱的接触范围,进一步适应十字薄板零件边棱的垂直性差异,做到柔性定心,进一步实现柔性装夹。
[0024]
底座1为圆形,底座1中部有一个圆形凸台,防侧摆支撑安装孔开在圆形凸台下,防移支撑安装孔开在圆形凸台上。圆形凸台的设置能更好地实现十字薄板零件的夹装。
[0025]
底座1上的防移支撑安装孔为多个,环绕定位双头螺柱2均布,以适应多个防移支撑组件的固定,实现不同被加工面的支撑。
[0026]
防移支撑轴节7与十字薄板零件之间贴覆无痕双面胶9。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1