一种钻头的制作方法
1.本实用新型应用于加工印制线路板的技术领域,特别是一种钻头。
背景技术:
2.pcb(printed circuit board),又称印刷线路板或印制电路板,是应用广泛的重要电子部件,是电子元器件的支撑体,同样也是电子元器件电气连接的载体。pcb广泛地应用于各种电子产品中。目前,随着电子产品功能的集成化,pcb的结构朝着更高密度的方向进行发展,其通孔结构也朝着更高厚径比的方向进行发展。
3.目前,针对pcb高厚径比通孔进行钻削/背钻时,需要细长化的钻头才能钻削出高厚径比的通孔,而细长化的钻头本身的刚性较低。且细长化的钻头在钻削过程中容易因pcb本身为复合材料这一因素导致钻头径向受力不均匀,产生弯曲变形和使孔中心线发生扭曲的现象,从而影响到孔型及孔位精度;同时排屑长度的增加也使钻削环境恶化,影响孔壁质量。
4.虽有目前行业中有采用预钻或分步钻等方法来减少单次切削量,以减小部分切削力并减轻排屑压力。但随着高厚径比要求的不断提升,钻头前端发生受力不均现象越发难以避免且更容易发生弯曲变形的现象;且预钻及分步钻由于对位问题也无法持续增多,孔壁质量问题逐渐凸显。上述问题成为pcb高密度发展道路上的主要限制之一。
技术实现要素:
5.本实用新型提供一种钻头,以解决现有技术中存在细长化钻头容易弯曲变形以及孔壁质量难以保证的问题。
6.为解决上述技术问题,本实用新型提供了一种钻头,包括:柄部;钻杆,与柄部连接,钻杆上形成有第一副切削刃以及第二副切削刃,第一副切削刃靠近钻尖设置,第二副切削刃靠近柄部设置,第一副切削刃的钝化尺寸大于第二副切削刃的钝化尺寸;钻尖,设置于钻杆远离柄部的一端,用于对板件进行切削。
7.其中,第一副切削刃的长度不小于20微米。
8.其中,第一副切削刃的刃口的钝化类型为圆弧型刃口,且第一副切削刃的钝化尺寸范围为2-15微米。
9.其中,钻尖是由钻杆远离柄部的一端刃磨成形的。
10.其中,第二副切削刃的钝化尺寸为零。
11.其中,钻尖包括两个主切削刃和多个后刀面,
12.两个主切削刃相对设置,两个主切削刃靠近彼此的一侧分别设置有两个第一后刀面,两个第一后刀面的另一侧分别设置有两个第二后刀面。
13.其中,主切削刃为锋利刃口,第一后刀面与第二后刀面为光滑平面。
14.其中,两个第二后刀面的另一侧还分别设置有两个排屑槽,两个排屑槽为螺旋槽,呈螺旋状贴合设置于钻杆外侧,两个排屑槽之间间隔设置。
15.其中,两个排屑槽的槽壁是光滑的。
16.其中,钻尖还包括两个冷却孔,冷却孔设置于第二后刀面上,并贯穿钻尖与钻杆。
17.本实用新型的有益效果是:区别于现有技术的情况,本实用新型的钻头包括柄部,用于固定钻头;钻杆,设置于柄部与钻尖之间,钻杆上贴合设置有至少两个副切削刃;钻尖,用于对板件进行切削;其中,副切削刃包括靠近钻尖的第一副切削刃与靠近柄部的第二副切削刃,第一副切削刃的钝化尺寸大于第二副切削刃的钝化尺寸。本实用新型通过钝化尺寸较大的第一副切削刃来增加钻头的径向切削力,从而增加钻头抵抗弯曲变形的能力;同时通过第二副切削刃对孔壁进行修整,保证孔心线垂直度的同时不损害孔壁质量,提高了高厚径比通孔的品质。
附图说明
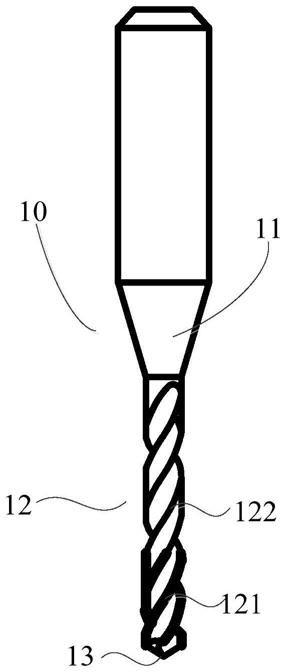
18.图1是本实用新型提供的钻头一实施例的结构示意图;
19.图2是本实用新型提供的钻头一实施例的局部结构示意图;
20.图3是本实施例提供的钻尖一实施例的结构示意图;
21.图4是本实施例提供的钻尖另一实施例的结构示意图。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.本实用新型的钻头一般应用于pcb板件。当需要在pcb板件上钻出高厚径比的孔时,由于pcb板件本身为复合材料,容易使得细长化的钻头在钻削过程中因复合材料的缘故受力不均,使得钻头的钻杆发生变形扭曲的问题。
24.请参阅图1-3,图1是本实用新型提供的钻头一实施例的结构示意图。下面将结合图1-图3对本实施例的钻头结构进行说明。
25.本实施例的钻头10包括柄部11、钻杆12以及钻尖13。钻杆12与柄部11连接,钻尖13设置于钻杆12远离柄部11的一端,且钻尖13是钻杆12远离柄部11的一端通过刃磨而成形的。其中,钻杆12上形成有第一副切削刃121与第二副切削刃122,第一副切削刃121设置在钻杆12靠近钻尖13的一端,第二副切削刃122设置在钻杆12靠近柄部11的一端。本实施例的钻头10在对板件进行钻削时,可通过机械设备或人工对柄部11进行夹持固定,使钻头10朝向板件进行旋转钻削。
26.第一副切削刃121的钝化尺寸大于第二副切削刃122的钝化尺寸,且第一副切削刃121的长度不小于20微米,以通过足够的长度在钻头10进行钻削时提供一定的径向切削力,起到抵抗钻头10径向弯曲变形的作用。其中,第一副切削刃121的刃口的钝化类型为圆弧型刃口,但并不限于圆弧型刃口,亦可采用斜面型刃口或瀑布型刃口等,但当第一副切削刃121的刃口的钝化类型为圆弧型刃口时,钻头10切削出来的孔洞的孔壁品质更好。第一副切削刃121的钝化尺寸范围为2-15微米,其中,第一副切削刃121的钝化尺寸的可根据实应用中第一副切削刃121的刃口的钝化类型的不同进行调整选择。例如:当第一副切削刃121的
刃口的钝化类型为斜面型刃口时,其钝化尺寸要大于第一副切削刃121的刃口的钝化类型为圆弧型刃口时的钝化尺寸。
27.第二副切削刃122的钝化尺寸小于第一副切削刃121的钝化尺寸,其中,第二副切削刃122的钝化尺寸可以为零,也就是第二副切削刃122可以不进行钝化。例如:当第一副切削刃121的钝化尺寸为3微米时,第二副切削刃122的钝化尺寸范围可以在0-2微米之间。同时,第一副切削刃121与第二副切削刃122之间的钝化尺寸可以是逐渐变化的,在整个副切削刃(图中未标注)上距离钻尖13越近的位置钝化尺寸越大,距离钻尖13越远的位置钝化尺寸越小,整个副切削刃上的钝化尺寸随着与钻尖13之间的距离变化而变化。副切削刃与钻尖13之间的距离越远,钝化尺寸越小。
28.第二副切削刃122通过较小的钝化尺寸,也就是较为锋利的刃口在钻头10进行钻孔时对孔壁起到修孔作用,以保证孔心线垂直度的同时不损害孔壁质量,提高孔壁的光滑度。
29.在一个具体的实施方式中,若整个副切削刃的长度为40微米,则可以设置第一副切削刃的长度为25微米,第二副切削刃的长度为15微米。若整个副切削刃的刃口的钝化类型为圆弧型刃口,则第一副切削刃的钝化尺寸可以为5微米,而第二副切削刃、钻尖以及柄部的钝化尺寸为零。也就是本实施方式中,整个钻头仅第一副切削刃进行钝化,以使钝化后的第一副切削刃具备一定的径向切削力,减少钻头容易发生弯曲变形的现象发生。而没有钝化且处于锋利状态的第二副切削刃可以对经过钝化的第一副切削刃切削后的孔壁进行修饰,以保证孔心线垂直度的同时不损害孔壁质量。
30.在另一个具体的实施方式中,若整个副切削刃的长度为50微米,则可以设置第一副切削刃的长度为30微米,第二副切削刃的长度为120微米。若整个副切削刃的刃口的钝化类型为圆弧型刃口时,第一副切削刃的钝化尺寸可以为6微米,而第二副切削刃的钝化尺寸可以为2微米,钻尖以及柄部的钝化尺寸为零。其中,不进行钝化的钻尖在一定程度上保证切钻头削时的锋利性,保证孔位精度及孔壁质量。轻尺寸钝化的第二副切削刃也可以在提供一定的径向切削力的同时直接修饰孔壁。
31.本实施例的钝化工艺可选择磨料电解钝化工艺、搅拌式钝化工艺或毛刷式钝化工艺等。
32.通过上述结构,本实用新型的钻头通过采用靠近钻尖设置的钝化程度较大第一副切削刃与靠近柄部设置的钝化程度较小的第二副切削刃进行切削,以在增加钻头径向切削力,从而增加钻头抵抗弯曲变形的能力的同时,通过钝化尺寸较小的第二副切削刃对孔壁进行修整,保证孔心线垂直度的同时不损害孔壁质量,提高孔壁的光滑度,在一定程度上保证了高厚径比通孔的品质。
33.请参阅图2,图2是本实用新型提供的钻头一实施例的局部结构示意图。本实施例的副切削刃为两道,在应用中可根据实际情况进行调整。
34.钻杆12上形成有两道第一副切削刃121与两道第二副切削刃122,每道第一副切削刃121和与该第一副切削刃121连接的第二副切削刃122构成单道副切削刃(图中未标注),两道副切削刃呈螺旋状,且两道副切削刃之间间隔设置。两道副切削刃之间的间隔位置设置有螺旋状的排屑槽123,排屑槽123贴合设置在钻杆12的外侧,用于在钻头10进行钻削时,将钻尖13钻削时产生的废屑沿着排屑槽123排出,其中,本实施例的排屑槽123的槽壁为光
滑槽壁以使废屑能够快速排出。排屑槽123连通钻尖13至柄部11,以将废屑进行排出。
35.钻尖13包括两道主切削刃131,主切削刃131为倾斜的直型锋利刃口,以快速地对板件进行钻削。两道主切削刃131相对设置。
36.本实施例的副切削刃是通过侧磨工艺将棒料进行打磨形成的。在侧磨工艺中,副切削刃得以受力成形并在成型后再经侧磨工艺打磨,去除副切削刃上的毛刺,提高钻头的品质。
37.请参阅图3,图3是本实施例提供的钻尖一实施例的结构示意图。
38.钻尖13包括:两个主切削刃131、两个第一后刀面132以及两个第二后刀面133。两个主切削刃131相对设置,其中,各主切削刃131在靠近彼此的一侧分别贴合设置有第一后刀面132,两个第一后刀面132的另一侧分别贴合设置有第二后刀面133。其中,主切削刃131、第一后刀面132以及第二后刀面133与钻头10轴向之间的夹角不同。具体的,主切削刃131与钻头10轴向之间的夹角角度大于第一后刀面132与钻头10轴向之间的夹角角度,第一后刀面132与钻头10轴向之间的夹角角度大于第二后刀面133与钻头10轴向之间的夹角角度。其中,主切削刃131、第一后刀面132以及第二后刀面133与钻头10轴向之间的夹角的具体角度可根据实际应用进行设置,但各夹角的设置遵循上述规律。
39.本实施例的钻尖13是由钻杆12远离柄部11的一端刃磨成形的。对钻杆12远离柄部11的一端进行刃磨,以磨出两个主切削刃131、两个第一后刀面132以及两个第二后刀面133。主切削刃131为锋利刃口,而第一后刀面132以及第二后刀面133为光滑平面,也就是本实施例的钻尖13的钝化尺寸为零。钻尖13不进行钝化,以保证钻头10在切削时的锋利性,从而保证孔位精度及孔壁质量。
40.本实施例的钻尖13上还设置有两个排屑槽123,排屑槽123设置在第二后刀面133的另一侧,使得当钻头10进行钻削时,主切削刃131切削出的废屑能够顺着光滑的第一后刀面132以及第二后刀面133移动到光滑的排屑槽123内,最终被排出。也就是说,本实施例的主切削刃131、第一后刀面132、第二后刀面133以及排屑槽123依次贴合设置,光滑衔接。排屑槽123的槽口设置于钻尖13上,整个排屑槽123贯穿钻杆12连通外部空间,以将钻尖13处的废屑进行排出。
41.通过上述结构,本实施例通过具有一定的倾斜角度和锋利光滑的钻尖来保证钻头具有足够的锋利性对板件进行钻削。同时,在主切削刃的后面设置多个阶段倾斜的光滑后刀面,在给予钻尖一定强度的同时也利于废屑顺着各后刀面移动至排屑槽内,提高钻尖钻削的效率。
42.请参阅图4,图4是本实施例提供的钻尖另一实施例的结构示意图。
43.本实施例的钻尖23包括:两个主切削刃231、两个第一后刀面232以及两个第二后刀面233。其中各主切削刃231在靠近彼此的一侧分别贴合设置有第一后刀面232,两个第一后刀面232的另一侧分别贴合设置有第二后刀面233。其中,主切削刃231、第一后刀面232以及第二后刀面233与钻尖23轴向之间的夹角不同。具体的,主切削刃231与轴向之间的夹角角度大于第一后刀面232与轴向之间的夹角角度,第一后刀面232与轴向之间的夹角角度大于第二后刀面233与轴向之间的夹角角度。其中,主切削刃231、第一后刀面232以及第二后刀面233与轴向之间的夹角的具体角度可根据实际应用进行设置,但各夹角的设置遵循上述规律。
44.钻尖23上还设置有两个排屑槽223,排屑槽223设置在第二后刀面233的另一侧,使得当钻尖23进行钻削时,主切削刃231切削出的废屑能够顺着光滑的第一后刀面232以及第二后刀面233移动到光滑的排屑槽223内,最终被排出。也就是说,本实施例的主切削刃231、第一后刀面232、第二后刀面233以及排屑槽223依次贴合设置,光滑衔接。
45.本实施例的钻尖23的两个第二后刀面233上还分别设置有冷却孔234,两个冷却孔234整个钻头以连接外部的冷却设备。当钻尖23进行高速旋转切削时,因摩擦作用容易使得钻尖23升温,而当钻尖23升温到一定程度时,会影响到钻尖23自身的结构和性能,因此,在本实施例中,在两个第二后刀面233上分别设置有冷却孔234以给钻尖23提供降温功能,使得钻尖23在进行切削时,能够减少因温度过高影响到切削效果的现象发生。可选地,冷却孔234还可以设置在第一后刀面232上。其中,为避免废屑堵塞冷却孔234,冷却孔234设置在第一后刀面232或第二后刀面233上的孔口处设置有网格(图中未示出)以阻隔废屑进入冷却孔234,保证冷却孔234的冷却效果。
46.通过上述结构,本实施例的钻尖通过在后刀面上设置贯穿整个钻杆的冷却孔,以使得钻尖处能与外部冷却设备进行连通,以给高速旋转的钻尖进行降温,使得钻尖能够避免因高温作业环境从而影响到钻尖自身的结构和性能的现象发生,提高钻孔的品质,并延长钻尖的使用寿命。
47.以上所述仅为本实用新型的实施方式,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1