夹具和组装设备的制作方法
1.本实用新型涉及夹具和组装设备。
背景技术:
2.作为近年来的环境对应车辆,以电动马达作为驱动源的电动汽车、混合动力汽车等开始普及。在这些电动汽车等中装设有逆变器装置(电力转换装置),该逆变器装置(电力转换装置)将来自电池的直流电力转换成供给至驱动马达的交流电力,对马达的转速、扭矩等进行控制而进行车辆的加减速。
3.上述逆变器装置通常包括由igbt(绝缘栅双极型晶体管)模块、电路板和接地部件构成的igbt组件,上述绝缘栅双极型晶体管模块具有螺纹孔,电路板具有与螺纹孔对应的电路板通孔,接地部件具有与螺纹孔对应的接地部件通孔。
4.在制造上述igbt组件时,需要将电路板以电路板通孔与螺纹孔对齐的方式层叠于绝缘栅双极型晶体管模块,再将接地部件以接地部件通孔与电路板通孔对齐的方式安放于电路板,然后将螺钉等螺纹件穿过上述接地部件通孔、电路板通孔和螺纹孔而将绝缘栅双极型晶体管模块、电路板和接地部件紧固在一起。
5.不过,在实际中,igbt模块有时不方便支承于地面,因此,不方便使igbt模块、电路板和接地部件保持接地部件通孔、电路板通孔和螺纹孔三者对齐的状态,因此,通过螺纹件对igbt模块、电路板和接地部件进行紧固的作业效率较低,并且,在组装时,有时还会出现接地部件漏组装的情况。
技术实现要素:
6.本实用新型正是鉴于上述问题而完成的,目的在于提供一种夹具和组装设备,有助于提高第一部件和第二部件的组装效率并避免第二部件的漏组装。
7.为了实现上述目的,本实用新型提供一种夹具,用于通过螺纹件对具有螺纹孔的第一部件和具有通孔的第二部件进行紧固,所述第二部件能以所述通孔在上方与所述螺纹孔对齐的方式与所述第一部件临时组装,其包括:底座,在所述底座上设置有支承部,所述支承部用于从下方对所述第一部件和所述第二部件进行支承;第一部件按压部,所述第一部件按压部设置于所述底座,且能在按压位置与按压解除位置之间切换,在所述按压位置处,所述第一部件按压部能从上方按压由所述支承部支承的所述第一部件,在所述按压解除位置处,所述第一部件按压部能从由所述支承部支承的所述第一部件离开;以及检测部,所述检测部设置于所述底座,且对所述第二部件的有无进行检测。
8.根据本实用新型的夹具,在组装第一部件和第二部件时,可利用支承部对第一部件和第二部件进行支承,并利用第一部件按压部对第一部件进行按压,因此,在利用螺纹件进行紧固作业时,容易稳定地保持第一部件和第二部件的相对位置,提高第一部件和第二部件的组装效率;并且,在利用螺纹件进行紧固作业时,还可利用检测部对第二部件的有无进行检测,能发现第二部件的漏组装。
9.此外,在本实用新型的夹具中,优选在所述底座上形成有第一定位部和/或第二定位部,所述第一定位部用于在水平方向上对由所述支承部直接支承的所述第一部件进行定位,所述第二定位部用于在水平方向上对由所述支承部直接或间接支承的所述第二部件进行定位。
10.根据本实用新型的夹具,在利用螺纹件进行紧固作业时,能利用第一定位部和/或第二定位部在水平方向上对第一部件和/或第二部件进行定位,因此,容易更稳定地保持第一部件和第二部件的相对位置,从而提高第一部件和第二部件的组装效率。
11.此外,在本实用新型的夹具中,优选所述第一部件包括块状部件和板状部件,所述块状部件具有所述螺纹孔,所述板状部件具有板状部件通孔,且以所述板状部件通孔与所述螺纹孔对齐的方式层叠于所述块状部件的上方,所述板状部件整体在沿上下方向观察时呈矩形,所述第二部件组装于所述板状部件的所述矩形的一个角部的位置,所述第一部件按压部包括第一按压部和第二按压部,所述第一按压部在所述按压位置处按压所述板状部件的位置和所述第二按压部在按压位置处按压所述板状部件的位置位于所述矩形的除了所述一个角部之外的对角位置。
12.根据本实用新型的夹具,在利用螺纹件进行紧固作业时,通过利用第一按压部和第二按压部对板状部件进行按压,容易避免因螺纹件的拧入而导致板状部件的一部分相对于块状部件浮起。
13.此外,在本实用新型的夹具中,优选还包括第二部件按压部,所述第二部件按压部设置于所述底座,且能在按压位置与按压解除位置之间切换,在所述按压位置处,所述第二部件按压部能从上方按压由所述支承部支承的所述第二部件,在所述按压解除位置处,所述第二部件按压部能从由所述支承部支承的所述第二部件离开。
14.根据本实用新型的夹具,在利用螺纹件进行紧固作业时,能利用第二部件按压部从上方按压由支承部支承的第二部件,因此,容易更稳定地保持第一部件和第二部件的相对位置,从而提高第一部件和第二部件的组装效率。
15.此外,在本实用新型的夹具中,优选在沿上下方向观察时,所述第一部件按压部在所述按压解除位置处与所述第一部件及所述第二部件不重叠,在沿上下方向观察时,所述第二部件按压部在所述按压解除位置处与所述第一部件及所述第二部件不重叠。
16.根据本实用新型的夹具,通过将第一部件按压部和第二部件按压部分别切换至按压解除位置,能避免第一部件按压部和第二部件按压部阻碍第一部件和第二部件载放于夹具的动作,容易进一步提高第一部件和第二部件的组装效率。
17.此外,在本实用新型的夹具中,优选所述底座包括金属板部件以及树脂部件,所述第一部件按压部设置于所述金属板部件,所述树脂部件层叠设置于金属板部件的上方,所述支承部由树脂部件构成。
18.根据本实用新型的夹具,金属板部件不易变形,能提高第一部件按压部的按压动作精度,避免对第一部件施加不必要的应力,并且,树脂部件能作为缓冲部件起作用,从而避免第一部件在载放于夹具时受损。
19.此外,在本实用新型的夹具中,优选所述第一部件按压部是以上下方向为轴向的旋转压紧缸。
20.根据本实用新型的夹具,能方便地控制对第一部件的轴向按压力,且能容易避免
对第一部件施加与轴向垂直的方向的力,因此,容易避免第一部件的受损。
21.此外,在本实用新型的夹具中,优选所述检测部是传感器。
22.此外,在本实用新型的夹具中,优选所述第一部件包括绝缘栅双极型晶体管模块和电路板,所述绝缘栅双极型晶体管模块具有所述螺纹孔,所述电路板具有电路板通孔,且以所述电路板通孔与所述螺纹孔对齐的方式层叠于所述绝缘栅双极型晶体管模块的上方,所述第二部件是接地部件。
23.此外,为了实现上述目的,本实用新型提供一种组装设备,其包括:上述任一项的夹具;控制部,所述控制部对所述第一部件按压部的动作进行控制;以及通知部,所述通知部通知由所述检测部获得的检测结果。
24.(实用新型效果)
25.根据本实用新型,在组装第一部件和第二部件时,可利用支承部对第一部件和第二部件进行支承,并利用第一部件按压部对第一部件进行按压,因此,在利用螺纹件进行紧固作业时,容易稳定地保持第一部件和第二部件的相对位置,提高第一部件和第二部件的组装效率;并且,在利用螺纹件进行紧固作业时,还可利用检测部对第二部件的有无进行检测,能发现第二部件的漏组装。
附图说明
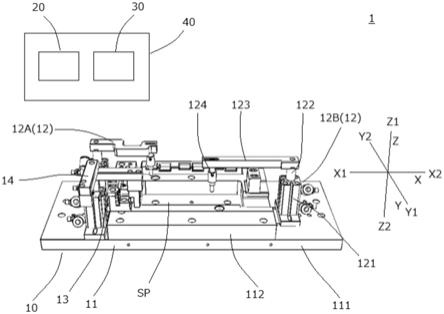
26.图1是表示本实用新型实施方式的组装设备的示意图。
27.图2是表示本实用新型实施方式的组装设备中的夹具的主体的立体图。
28.图3是表示在本实用新型实施方式的组装设备中的夹具上载放了绝缘栅双极型晶体管模块、电路板和接地部件的状态的立体图。
29.(符号说明)
[0030]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
组装设备
[0031]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
夹具
[0032]
11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
底座
[0033]
111
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
金属板部件
[0034]
112
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
树脂部件
[0035]
1121
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支承部
[0036]
1123
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一定位部
[0037]
11231
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一角部定位部
[0038]
11232
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二角部定位部
[0039]
11233
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第三角部定位部
[0040]
1124
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二定位部
[0041]
12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一部件按压部
[0042]
12a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一按压部
[0043]
12b
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二按压部
[0044]
121
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缸体
[0045]
122
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
缸杆
[0046]
123
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
悬臂
[0047]
124
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
按压头
[0048]
13
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
检测部
[0049]
14
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二部件按压部
[0050]
20
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
控制部
[0051]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
通知部
[0052]
40
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
壳体
[0053]
sp
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
收纳空间
[0054]
pt1
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一部件
[0055]
pt11
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
绝缘栅双极型晶体管模块
[0056]
pt12
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
电路板
[0057]
pt2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
接地部件
具体实施方式
[0058]
下面,结合图1至图3对本实用新型实施方式的组装设备进行说明,其中,图1是表示本实用新型实施方式的组装设备的示意图,图2是表示本实用新型实施方式的组装设备中的夹具的主体的立体图,图3是表示在本实用新型实施方式的组装设备中的夹具上载放了绝缘栅双极型晶体管模块、电路板和接地部件的状态的立体图。
[0059]
此处,为方便说明,将相互正交的三个方向设为x方向、y方向和z方向,且将x方向的一侧设为x1,将x方向的另一侧设为x2,将y方向的一侧设为y1,将y方向的另一侧设为y2,将z方向的一侧设为z1,将z方向的另一侧设为z2,并且,z1方向例如对应于实际中的上方。
[0060]
(组装设备的整体结构)
[0061]
如图1和图3所示,组装设备1包括夹具10、控制部20和通知部30。并且,夹具10供第一部件pt1和第二部件pt2载放,控制部20对夹具10的下述第一部件按压部12和第二部件按压部14的动作进行控制,通知部30通知由夹具10的下述检测部13获得的检测结果。
[0062]
此处,如图3所示,第一部件pt1具有螺纹孔,第二部件pt2具有通孔。具体而言,第一部件pt1由绝缘栅双极型晶体管模块pt11和电路板pt12构成,绝缘栅双极型晶体管模块pt11整体呈块状,且具有上述螺纹孔,电路板pt12整体在沿z方向观察时呈矩形,具有电路板通孔,且以电路板通孔与上述螺纹孔对齐的方式层叠组装于绝缘栅双极型晶体管模块pt11的z1方向侧;第二部件pt2由接地部件构成,接地部件具有构成上述通孔的接地部件通孔,且组装于电路板pt12的一个角部的位置。
[0063]
此外,控制部20和通知部30例如通过未图示的电缆与夹具10的下述第一部件按压部12、第二部件按压部14和检测部13连接,并且,控制部20和显示器30例如设置于同一个壳体40。
[0064]
(夹具的结构)
[0065]
如图1和图2所示,夹具10用于通过螺纹件对具有螺纹孔(供螺纹件拧入)的第一部件pt1和具有通孔(供螺纹件穿过)的第二部件pt2进行紧固,第二部件pt2能以其通孔在z1方向侧与螺纹孔对齐的方式与第一部件pt1临时组装,夹具10包括:底座11,在底座11上设置有支承部1121,支承部1121用于从z2方向侧对第一部件pt1和第二部件pt2进行支承(可以设置成分别对第一部件pt1和第二部件pt2直接进行支承,也可设置成通过对第一部件
pt1进行支承而间接对第二部件pt2进行支承);第一部件按压部12,第一部件按压部12设置于底座11,且能在按压位置(参照图1所示的位置)与按压解除位置之间切换,在按压位置处,第一部件按压部12能从z1方向侧按压由支承部1121支承的第一部件pt1,在按压解除位置处,第一部件按压部12能从由支承部1121支承的第一部件pt1离开;以及检测部13,检测部13设置于底座11,且对第二部件pt2的有无进行检测。
[0066]
此处,如图1和图2所示,底座11包括金属板部件111以及树脂部件112,第一部件按压部12设置于金属板部件111,树脂部件112层叠设置于金属板部件111的上方,支承部1121由树脂部件构成。具体而言,金属板部件111在沿z方向观察时大致呈长度方向与x方向平行的矩形形状。并且,树脂部件112在沿z方向观察时大致呈长度方向与x方向平行的矩形框状,且通过螺钉等固定设置在金属板部件111的z1方向侧的表面;在树脂部件112的沿z方向观察时的中央形成有收纳供第一部件pt1的z2方向侧的一部分收纳的收纳空间sp,该收纳空间sp在沿z方向观察时呈长度方向与x方向平行的矩形;支承部1121由树脂部件112的z1方向侧的表面构成。
[0067]
此外,如图1和图2所示,在底座11上还形成有第一定位部1123和第二定位部1124,第一定位部1123在与z方向垂直的方向上对由支承部1121直接支承的第一部件pt1进行定位,第二定位部1124在与z方向垂直的方向上对由支承部1121直接或间接支承的第二部件pt2进行定位。具体而言,第一定位部1123形成于树脂部件112的多处,包括位于树脂部件112的x1方向侧和y1方向侧的角部附近的第一角部定位部11231、位于树脂部件112的x1方向侧和y2方向侧的角部附近的第二角部定位部11232以及位于树脂部件112的x2方向侧和y2方向侧的角部附近的第三角部定位部11233,其中,第一角部定位部11231用于从x1方向侧及y1方向侧与第一部件pt1抵接,第二角部定位部11232用于从x1方向侧及y2方向侧与第一部件pt1抵接,第三角部定位部11233用于从x2方向侧和y2方向侧与第一部件pt1抵接。并且,第二定位部1124形成于第一角部定位部11231的附近,且比第一角部定位部11231靠x2方向侧,第二定位部1124用于从x1方向侧与第二部件pt2抵接。
[0068]
此外,如图1和图3所示,第一部件按压部12包括第一按压部12a和第二按压部12b,第一按压部12a在按压位置处按压第一部件pt1(具体是电路板pt12)的位置和第二按压部12a在按压位置处按压第一部件pt1(具体是电路板pt12)的位置位于第一部件pt1的除了设置第二部件pt2的角部之外的对角位置。
[0069]
此外,如图1和图3所示,第一部件按压部12是以z方向为轴向的旋转压紧缸。第一部件按压部12包括缸体121、缸杆122、悬臂123、按压头124和未图示的流体供给源(例如压缩气源),缸体121以沿z方向延伸的方式固定于金属板部件111,缸杆122从缸体121朝z1方向侧突出,悬臂123从缸杆122的z1方向侧的端部沿与z方向垂直的方向延伸,按压头124从悬臂123的远离缸杆122的端部朝向z2方向侧延伸,流体供给源通过控制部20对流体的供给进行控制,从而使按压头124动作。按压头124能在悬臂123绕缸杆122的中心轴线旋转一定角度后沿z方向升降,从而实现对第一部件pt1的按压或解除按压。
[0070]
此外,如图1和图3所示,夹具10还包括第二部件按压部14,第二部件按压部14设置于底座11,且能在按压位置与按压解除位置之间切换,在按压位置处,第二部件按压部14能从上方按压由支承部1121支承的第二部件pt2,在按压解除位置处,第二部件按压部14能从由支承部1121支承的第二部件pt2离开。
[0071]
此外,如图1和图3所示,第二部件按压部14是以z方向为轴向的旋转压紧缸。第二部件按压部14的具体结构与第一部件按压部12类似。
[0072]
此外,虽未图示,但第一部件按压部12在按压解除位置处沿z方向观察时与第一部件pt1及第二部件pt2不重叠,同样地,第二部件按压部14在按压解除位置处沿z方向观察时与第一部件pt1及第二部件pt2不重叠。
[0073]
此外,检测部13是传感器(例如金属传感器等)。
[0074]
(控制部的结构)
[0075]
控制部20例如可包括cpu、存储器和电源,还可包括电源开关等。
[0076]
(通知部的结构)
[0077]
通知部30可由显示器、蜂鸣器等构成。
[0078]
(本实施方式的主要效果)
[0079]
根据本实施方式的组装设备1,在组装第一部件pt1和第二部件pt2时,可利用支承部1121对第一部件pt1和第二部件pt2进行支承,并利用第一部件按压部12对第一部件pt1进行按压,因此,在利用螺纹件进行紧固作业时,容易稳定地保持第一部件pt1和第二部件pt2的相对位置,提高第一部件pt1和第二部件pt2的组装效率;并且,在利用螺纹件进行紧固作业时,还可利用检测部13对第二部件pt2的有无进行检测,能发现第二部件pt2的漏组装。
[0080]
此外,根据本实施方式的组装设备1,第一部件按压部12包括第一按压部12a和第二按压部12b,在利用螺纹件进行紧固作业时,通过利用第一按压部12a和第二按压部12b对电路板pt12的不同于组装第二部件pt2的角部的对角位置进行按压,容易避免因螺纹件的拧入而导致电路板pt12的一部分相对于绝缘栅双极型晶体管模块pt11浮起。
[0081]
上面结合附图对本实用新型进行了示例性描述,显然本实用新型的具体实现并不受上述实施方式的限制。
[0082]
例如,在上述实施方式中,以绝缘栅双极型晶体管模块pt11、电路板pt12和接地部件为例对第一部件pt1和第二部件pt2进行了说明,但并不局限于此,第一部件pt1和第二部件pt2还可以是其它形式的部件。
[0083]
此外,在上述实施方式中,在底座11上形成有第一定位部1123和第二定位部1124,但并不局限于此,根据情况,也可省略第一定位部1123和第二定位部1124。
[0084]
此外,在上述实施方式中,第一部件按压部12设置有多个,但并不局限于此,第一部件按压部12也可仅设置一个。
[0085]
此外,在上述实施方式中,第一部件按压部12和第二部件按压部14均是旋转压紧缸,但并不局限于此,例如,第一部件按压部12和第二部件按压部14也可由仅在z方向上移动的按压件构成。
[0086]
此外,在上述实施方式中,夹具10包括第二部件按压部14,但并不局限于此,根据情况,夹具10也可不设置第二部件按压部14。
[0087]
此外,在上述实施方式中,底座11包括金属板部件111以及树脂部件112,但并不局限于此,底座11也可由一体的部件形成。
[0088]
应当理解,本实用新型在其范围内,能将实施方式中的各个部分自由组合,或是将实施方式中的各个部分适当变形、省略。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1