旋转刮刀的刀头组件及旋转刮刀的制作方法
1.本技术涉及非金属材料切削技术领域,尤其涉及一种旋转刮刀的刀头组件及旋转刮刀。
背景技术:
2.尼龙、聚乙烯等非金属材料常常会由于存放时间长导致其尺寸变大(例如管材、棒材存放后其直径会变大),当用户使用这些材料时,先要对这些材料进行切削,以使其达到要求的尺寸。
3.很多情况下,用户是在野外作业,不具备加工条件。有些用户采用刀具进行手工切削,使管材或棒材的直径尺寸变小,满足使用要求。
4.但是,这种方式中的切削量都不可控制,在切削时很容易使管材或棒材的尺寸小于要求的尺寸,从而导致材料报废,无法继续使用,导致野外作业成本增加,甚至导致野外作业无法进行。
技术实现要素:
5.本技术提供一种旋转刮刀的刀头组件及旋转刮刀,达到了控制刮刀的切削量的目的,提高切削精度,在野外作业时使管材或棒材容易切削到要求的尺寸,避免材料浪费,保证野外作业顺利进行。
6.为解决上述技术问题,本技术采用以下的技术方案:
7.本技术第一方面的实施例提供一种旋转刮刀的刀头组件,包括刀盘、刀箱、刮刀、调节刀杆和调节螺母,所述刀盘的中心设有材料穿过孔,所述刀箱设置于所述刀盘上,所述刀箱设有两端开口的容纳腔,所述容纳腔沿所述刀盘的径向延伸,所述刮刀的刀刃沿所述刀盘的轴向延伸,所述刮刀滑动连接于所述容纳腔的第一端,所述调节刀杆滑动设置于所述容纳腔内,且连接于所述刮刀远离所述刀盘的中心的一端,所述调节刀杆远离所述刮刀的一端设有外螺纹,所述调节螺母的一部分转动连接于所述容纳腔的第二端,所述部分设有内螺纹,所述内螺纹与所述外螺纹配合,当所述调节螺母转动时,所述调节刀杆能够带动所述刮刀靠近或远离所述刀盘的中心。
8.相比于现有技术,该刀头组件的调节螺母与调节刀杆通过螺纹旋合的方式实现传动连接,并且调节刀杆与刮刀相连接。当调节螺母转动时,通过内螺纹与外螺纹的配合,使得调节刀杆靠近或远离刀盘的中心,从而使刮刀靠近或远离刀盘的中心。也就是说,通过螺纹旋合的方式改变了刮刀与刀盘的中心的距离,改变了刮刀的切削量,使刮刀的切削量在一定范围内连续可调,从而达到了控制刮刀的切削量的目的,提高切削精度,在野外作业时使管材或棒材容易切削到要求的尺寸,避免材料浪费,保证野外作业顺利进行。
9.本技术第二方面的实施例提供一种旋转刮刀,包括支撑管和第一方面所述的刀头组件,所述刀盘与所述支撑管同轴,且转动连接于所述支撑管上。
10.相比于现有技术,由于该旋转刮刀包括第一方面的刀头组件,从而改变了刮刀的
切削量,使刮刀的切削量在一定范围内连续可调,从而达到了控制刮刀的切削量的目的,提高切削精度,在野外作业时使管材或棒材容易切削到要求的尺寸,避免材料浪费,保证野外作业顺利进行。
11.在本技术的一实施例中,所述调节螺母包括第一圆板和同轴设置于所述第一圆板上的第一凸轴,所述内螺纹设置于所述第一凸轴上,所述第一凸轴通过轴承转动连接于所述容纳腔的第二端,所述第一圆板抵接于所述轴承的端面上。
12.在本技术的一实施例中,所述第一圆板的圆周面设有滚花。
13.在本技术的一实施例中,所述调节刀杆包括第二圆板和同轴设置于所述第二圆板上的第二凸轴,所述外螺纹设置于所述第二凸轴上,所述第二圆板与所述刮刀连接。
14.在本技术的一实施例中,还包括导向环,所述导向环设置于所述容纳腔内且与所述调节螺母同轴,所述第二圆板滑动连接于所述导向环内。
15.在本技术的一实施例中,所述刀箱的两端分别设有第一顶丝孔和第二顶丝孔,所述第一顶丝孔和所述第二顶丝孔分别设有第一顶丝和第二顶丝,所述第一顶丝抵接于所述刮刀上,所述第二顶丝抵接于所述轴承上。
16.在本技术的一实施例中,所述外螺纹为细牙螺纹。
17.在本技术的一实施例中,所述外螺纹的型号为m10
×
1。
附图说明
18.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
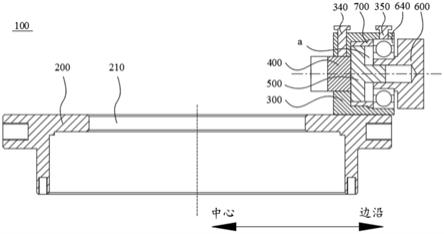
19.图1为本技术一实施例提供的一种旋转刮刀的刀头组件的俯视图;
20.图2为图1中a-a剖视图;
21.图3为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的刀盘的结构图;
22.图4为图3中b-b剖视图;
23.图5为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的刀箱的结构图;
24.图6为图5中c-c剖视图;
25.图7为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的刮刀的结构图;
26.图8为图7中d-d剖视图;
27.图9为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的调节刀杆的主视图;
28.图10为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的调节刀杆的左视图;
29.图11为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的调节螺母的结构图;
30.图12为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的导向环的结构图;
31.图13为本技术一实施例提供的一种旋转刮刀的结构图;
32.图14为本技术一实施例提供的一种旋转刮刀的使用方法的流程图。
33.附图标记:
34.100、刀头组件;200、刀盘;210、材料穿过孔;300、刀箱;310、容纳腔;311、第一端;312、第二端;320、第一顶丝孔;330、第二顶丝孔;340、第一顶丝;350、第二顶丝;400、刮刀;410、刀刃;420、通孔;500、调节刀杆;510、外螺纹;520、第二圆板;521、螺纹孔;530、第二凸轴;600、调节螺母;610、内螺纹;620、第一圆板;621、滚花;630、第一凸轴;640、轴承;700、导向环;800、旋转刮刀;900、支撑管;910、导向斜面。
具体实施方式
35.为使本技术实施例的目的、技术方案和优点更加清楚,下面对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,也属于本技术保护的范围。
36.在本技术的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
37.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,除非另有说明,“多个”的含义是两个或两个以上。
38.在本技术的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本技术中的具体含义。
39.图1为本技术一实施例提供的一种旋转刮刀的刀头组件的俯视图。图2为图1中a-a剖视图。本技术第一方面的实施例提供一种旋转刮刀的刀头组件100,主要用于切削非金属材料(例如聚乙烯、尼龙等)制成的管材、棒材等,如图1和图2所示,包括刀盘200、刀箱300、刮刀400、调节刀杆500和调节螺母600,其中刀盘200用于支撑刀箱300,刀箱300用于容纳刮刀400、调节刀杆500以及调节螺母600。
40.图3为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的刀盘的结构图。图4为图3中b-b剖视图。如图3和图4所示,刀盘200为回转体结构,例如圆盘形。刀盘200的中心设有材料穿过孔210,该材料穿过孔210允许待切削的管材、棒材穿过,从而使待切削的管材、棒材能够沿刀盘200的轴向移动。
41.图5为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的刀箱的结构图。图6为图5中c-c剖视图。如图2、图5和图6所示,刀箱300设置于刀盘200上,一般地,刀箱300可通过螺栓连接的方式固定于刀盘200上。刀箱300设有两端开口的容纳腔310,容纳腔310沿刀盘200的径向延伸,刮刀400、调节刀杆500和调节螺母600均设置于容纳腔310的内部。容纳腔310的具体结构需与刮刀400、调节刀杆500和调节螺母600相匹配,以完成对刮刀400、调节刀杆500和调节螺母600的安装和固定。
42.图7为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的刮刀的结构图。图8为图7中d-d剖视图。如图2、图7和图8所示,刮刀400的刀刃410沿刀盘200的轴向延伸,也即刮刀400的刀刃410沿管材或棒材的轴向延伸,实现对管材或棒材的切削。刮刀400滑动连接于容纳腔310的第一端311,此处的第一端311是指容纳腔310靠近刀盘200的中心的一端,也即刮刀400设置于容纳腔310靠近刀盘200的中心的一端。
43.图9为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的调节刀杆的主视图。图10为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的调节刀杆的左视图。如图2、图9和图10所示,调节刀杆500滑动设置于容纳腔310内,调节刀杆500可直接与容纳腔310的内壁之间实现滑动,也可与固定于容纳腔310内的其他部件实现滑动,在此不做限定。调节刀杆500连接于刮刀400远离刀盘200的中心的一端,即调节刀杆500与刮刀400形成一个整体,二者一起相对于刀箱300沿容纳腔310的长度方向(也即刀盘200的径向)滑动,调节刀杆500远离刮刀400的一端设有外螺纹510。
44.图11为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的调节螺母的结构图。如图2和图11所示,调节螺母600的一部分转动连接于容纳腔310的第二端312,与调节刀杆500类似,这部分可直接与容纳腔310的第二端312的内壁之间实现转动,也可与固定于容纳腔310的第二端312的其他部件实现转动,在此不做限定。此处的第二端312是指容纳腔310远离刀盘200的中心的一端。调节螺母600的这部分设有内螺纹610,内螺纹610与调节刀杆500的外螺纹510相配合。调节螺母600相对于容纳腔310的长度方向应该是保持不动的,可通过调节螺母600的其余部分抵接在刀箱300或固定于容纳腔310内的部件来实现。当调节螺母600转动时,通过内螺纹610与外螺纹510的旋合,调节螺母600带动调节刀杆500沿容纳腔310的长度方向移动,从而使刮刀400与调节刀杆500一起移动,使得调节刀杆500能够带动刮刀400靠近或远离刀盘200的中心,从而改变刮刀400的位置,改变刮刀400的切削量。
45.在使用该刀头组件100时,管材或棒材可从材料穿过孔210穿过,与刀盘200保持同轴,通过转动调节螺母600,带动调节刀杆500与刮刀400沿刀盘200的径向向刀盘200的中心移动,直至刮刀400的刀刃410与管材或棒材接触并嵌入到管材或棒材内,此时用户可用手转动整个刀盘200,使刮刀400沿管材或棒材的周向转动,也即刮刀400对管材或棒材进行切削,转动一周完成一次切削。如果尚未达到要求的尺寸,继续转动调节螺母600,进行下一次切削即可,直至达到要求的尺寸。在这个过程中,刮刀400的切削量是通过调节螺母600的内螺纹610与调节刀杆500的外螺纹510相配合来实现的,切削量可控,并连续可调。
46.相比于现有技术,该刀头组件100的调节螺母600与调节刀杆500通过螺纹旋合的方式实现传动连接,并且调节刀杆500与刮刀400相连接。当调节螺母600转动时,通过内螺纹610与外螺纹510的配合,使得调节刀杆500靠近或远离刀盘200的中心,从而使刮刀400靠近或远离刀盘200的中心。也就是说,通过螺纹旋合的方式改变了刮刀400与刀盘200的中心的距离,改变了刮刀400的切削量,使刮刀400的切削量在一定范围内连续可调,从而达到了控制刮刀400的切削量的目的,提高切削精度,在野外作业时使管材或棒材容易切削到要求的尺寸,避免材料浪费,保证野外作业顺利进行。
47.图13为本技术一实施例提供的一种旋转刮刀的结构图。本技术第二方面的实施例提供一种旋转刮刀800,主要用于切削非金属材料(例如聚乙烯、尼龙等)制成的管材、棒材等,如图13所示,包括支撑管900和第一方面的刀头组件100,刀盘200与支撑管900同轴,且
转动连接于支撑管900上。支撑管900与刀盘200的材料穿过孔210同轴,管材或棒材穿过材料穿过孔210进入到支撑管900内,支撑管900内可设置定中结构,使管材或棒材进入时与支撑管900、刀盘200保持同轴,此定中结构可为导向斜面910,导向斜面910设置于支撑管900的内壁上,并环绕一周,管材或棒材在导向斜面910的作用下与支撑管900保持同轴,在此不再详述。
48.导向斜面910仅为实现定中的一种形式,在实际设计和制作过程中,可根据具体的情况进行调整,能够实现管材或棒材与刀盘200、支撑管900保持同轴即可,在此不做限定。
49.以上所述仅为刀头组件100与支撑管900之间一种安装方式,二者安装时能够实现保持同轴和实现刀盘200相对于支撑管900的转动即可,对于二者之间的具体安装方式,在此不做限定。
50.相比于现有技术,由于该旋转刮刀800包括第一方面的刀头组件100,从而改变了刮刀400的切削量,使刮刀400的切削量在一定范围内连续可调,从而达到了控制刮刀400的切削量的目的,提高切削精度,在野外作业时使管材或棒材容易切削到要求的尺寸,避免材料浪费,保证野外作业顺利进行。
51.图14为本技术一实施例提供的一种旋转刮刀的使用方法的流程图。
52.如图14所示,第二方面的一种旋转刮刀的使用方法,包括以下步骤:
53.s10:将待切削的管材或棒材放置到支撑管900内;在放置时,使管材或棒材与支撑管900保持同轴。
54.s20:转动调节螺母600,使刮刀400靠近待切削的管材或棒材直至刮刀400嵌入到待切削的管材或棒材内;
55.s30:将刀盘200转动一周;
56.s40:测量切削尺寸是否达到要求的尺寸,若是,则将管材或棒材取出;若否,则重复步骤s20和s30。
57.为了实现调节螺母600相对于容纳腔310转动,在一些实施例中,如图2和图11所示,调节螺母600包括第一圆板620和同轴设置于第一圆板620上的第一凸轴630,内螺纹610设置于第一凸轴630上,第一凸轴630通过轴承640转动连接于容纳腔310的第二端312,第一圆板620抵接于轴承640的端面上。当然,容纳腔310的第二端312需相应地形成安装孔(一般为带台阶的通孔),轴承640安装于此安装孔内,第一凸轴630与轴承640的内圈过盈配合即可,实现调节螺母600相对于容纳腔310转动。第一圆板620抵接于轴承640的端面,从而使调节螺母600沿容纳腔310的长度方向保持不动。
58.为了便于转动,在一些实施例中,如图11所示,第一圆板620的圆周面设有滚花621。滚花621可使第一圆板620的圆周面变得粗糙,增大用户与第一圆板620之间的摩擦力,便于用户转动第一圆板620,也即便于用户转动调节螺母600。
59.在一些实施例中,如图2、图9和图10所示,调节刀杆500包括第二圆板520和同轴设置于第二圆板520上的第二凸轴530,外螺纹510设置于第二凸轴530上,第二圆板520与刮刀400连接,二者可通过粘接、螺栓连接等方式实现连接,例如第二圆板520设有螺纹孔521,刮刀400上设有通孔420,二者通过螺栓进行连接,便于安装。
60.图12为本技术一实施例提供的一种旋转刮刀的刀头组件所使用的导向环的结构图。为了便于调节刀杆500滑动,在一些实施例中,如图2和图12所示,该刀头组件100还包括
导向环700,导向环700可通过粘接、螺纹连接等方式设置于容纳腔310内,并与调节螺母600保持同轴,第二圆板520滑动连接于导向环700内,避免调节刀杆500出现歪斜、移动不畅等问题。
61.需要说明的是,如图2所示,导向环700的厚度应大于第二圆板520的厚度,使得第二圆板520与两侧的结构之间具有间隙a,使得第二圆板520能够沿导向环700的轴向进行滑动。
62.在一些实施例中,如图2和图6所示,刀箱300的两端分别设有第一顶丝孔320和第二顶丝孔330,第一顶丝孔320和第二顶丝孔330均与容纳腔310连通,第一顶丝孔320和第二顶丝孔330分别设有第一顶丝340和第二顶丝350,第一顶丝340抵接于刮刀400上,第二顶丝350抵接于轴承上。第一顶丝340抵接在刮刀400上,是刮刀400在切削时保持固定,避免刮刀400出现退刀的情况,在需要调整刮刀400的切削量时,首先应拧松第一顶丝340,使第一顶丝340与刮刀400分离,然后转动调节螺母600调整刮刀400的切削量,调整到位后再拧紧第一顶丝340即可。第二顶丝350抵接在轴承上,是保持轴承牢固地安装在安装孔内,避免轴承与刀箱300分离,安装完成后基本不用调节。
63.螺纹可分为粗牙螺纹和细牙螺纹。为了提高刮刀400的切削精度,在一些实施例中,外螺纹510为细牙螺纹,相应地,内螺纹610也为细牙螺纹。相比于粗牙螺纹,细牙螺纹的螺距较小,当调节螺母600转一圈时,调节刀杆500滑动的距离较小,使得刮刀400的切削量调节更精确,提高刮刀400的切削精度。
64.具体地,在一些实施例中,外螺纹510的规格为m10
×
1,内螺纹610的规格也为m10
×
1。外螺纹510的规格可根据实际情况进行调整,在此不做限定。
65.为了提高刮刀400的使用寿命,在一些实施例中,刮刀400由硬质合金制成,使得刮刀400的硬度增加,在切削时不易磨损,提高刮刀400的使用寿命。
66.最后应说明的是,以上各实施例仅用以说明本技术的技术方案,而非对其限制;尽管参照前述各实施例对本技术进行了详细的说明,本领域的普通技术人员应当理解;其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本技术各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1