一种通用型涡轮增压器壳体手动压销装置的制作方法
1.本实用新型涉及到涡轮增压器压装设备领域,具体涉及到一种通用型涡轮增压器壳体手动压销装置。
背景技术:
2.涡轮增压器作为提高燃油利用率、降低汽车有害气体的排放、增强发动机工作效率的有效手段被广泛应用于各大汽车生产厂商及其相关的多种车型。涡轮增压器主要通过压缩空气来增加进气量,涡轮增压器进行工作时利用发动机排出的废气惯性动力来推动涡轮室内的涡轮,旋转的涡轮带动同轴的叶轮将空气滤清器中的空气增压输送到缸体中,使燃料得到了更充分的燃烧,从而提高了燃料量和发动机转速,达到了提高发动机输出功率的目的。其中涡轮增压器与汽车发动机等部件的安装配合要求精度较高,因此在产品设计过程中会对涡轮增压器壳体增加pin销以便于后期装配环节用于防错,因此对于涡轮增压器壳体而言,pin销压装环节是必不可少的一道辅机工序。
3.对于企业而言,会根据不同的订单进行涡轮增压器壳体新产品的打样,根据订单的种类及要求,联系供应商制造相应的打样工装夹具及辅机夹具,面对数量多、种类杂的涡轮增压器壳体新产品的打样,现有的打样夹具都存在特异性一般只针对于相应的涡轮增压器壳体,而pin销压装打样夹具等辅机夹具也因缺乏通用性造成了辅机打样夹具在打样完成后的直接废弃,不仅占据了仓库空间还造成了资源的浪费。
4.申请号为cn202120951407.8的中国实用新型专利于2021年12月10日公开了一种汽车涡旋压缩机花盘的限位销压装装置,包括工作台板、滑动压板及滑动导向板,所述工作台板上设有下模板,所述下模板上固定有直线光轴和花盘定位底座,所述花盘定位底座上设有花盘定位槽,所述直线光轴顶部设有上模板,所述上模板上设有气液增压缸,所述滑动压板、滑动导向板与直线光轴滑动配合,滑动压板位于滑动导向板上方,所述气液增压缸的活塞杆穿过上模板与滑动压板固定连接,滑动压板底面设有限位销压头,所述滑动导向板上设有与限位销压头相适配的定位槽,所述定位槽内设有限位销导向孔,滑动导向板的两侧连接有驱动滑动导向板上下移动的超薄气缸。上述方案结构较为复杂,成本较高,且难以适应涡轮增压器壳体的曲边固定,目前市场还没有专门针对涡轮增压器壳体的压装装置。
技术实现要素:
5.本实用新型的目的是针对现有技术存在的问题,提供一种通用型涡轮增压器壳体手动压销装置,能够快速针对不同类型的涡轮增压器壳体进行适配并执行手动压pin销工序,能够简化新产品打样流程,有效缩短新产品打样环节辅机的设计流程与制造周期,能够节约企业经济成本,提高企业的经济效益。
6.为实现上述目的,本实用新型采用的技术方案是:
7.一种通用型涡轮增压器壳体手动压销装置,包括压装台座、压紧机构,所述压装台座包括底板、立柱、压装基座、导向柱、旋转压杆、压装块,所述立柱垂直设于所述底板的上
侧,所述立柱贯穿连接所述压装基座,所述压装基座的侧面连接旋转压杆,所述压装基座的一端上侧垂直连接所述导向柱,所述压装块贯穿所述压装基座并且与所述导向柱活动连接;所述压紧机构包括基座、主基准、限位销、导向板以及快夹机构,所述基座固定安装于所述底板的上侧,所述主基准与所述快夹机构固定安装于所述基座的上侧、用于安装固定涡轮增压器壳体,所述导向板放置于涡轮增压器壳体的上端面出气口,所述导向板设有插销孔,所述限位销的下端插设于所述插销孔内,所述限位销与所述压装块对齐。
8.本方案将涡轮增压器壳体放置于主基准上,并通过快夹机构固定,能够快速针对不同类型的涡轮增压器壳体进行适配并执行手动压pin销工序,能够简化新产品打样流程,有效缩短新产品打样环节辅机的设计流程与制造周期,能够节约企业经济成本,提高企业的经济效益。
9.本方案通过设置限位销以及导向板,执行手动压销工序时,压装块向下压装限位销,限位销通过导向板进行定位,将放置在导向板的插销孔中的pin销进行压装,将pin销压装到零件的pin销销孔中,从而实现快速的手动压装操作。
10.进一步的,所述快夹机构包括快夹座一、快夹座二、快夹座三;所述快夹座一、快夹座二、快夹座三分别与基座固定,并设于涡轮增压器壳体的周围;所述快夹座一连接手动快夹一,所述手动快夹一连接快夹压头一,所述快夹压头一连接涡轮增压器壳体;所述快夹座二连接手动快夹二,所述手动快夹二连接快夹压头二,所述快夹压头二连接涡轮增压器壳体;所述快夹座三连接手动快夹三,所述手动快夹三连接快夹压头三,所述快夹压头三连接涡轮增压器壳体。
11.进一步的,所述快夹座一、快夹座二、快夹座三与所述基座之间设有调整垫片,调整垫片存在多种尺寸,在切换不同类型的所述主基准后,快夹座通过增加或减少调整垫片来适配不同的主基准,实现手动快夹的压紧功能。
12.进一步的,所述压装基座嵌套于所述立柱上,并通过螺栓螺母固定。使压装基座可以相对于立柱上下活动,通过拧紧螺母使压装基座固定,从而适应不同类型涡轮增压器壳体。
13.进一步的,所述压装块的上端固定设有连接板,所述连接板与所述导向柱滑动限位连接,所述导向柱上固定设有挡块,所述连接板的下侧设有挡柱。挡块和挡柱分别对压装块进行上下行程限位。
14.进一步的,所述旋转压杆与所述压装块在所述压装基座的内部通过齿轮啮合连接。
15.进一步的,所述基座具有斜坡面,所述主基准与所述斜坡面固定,所述主基准与涡轮增压器壳体连接。通过设置基座的斜坡面,适应涡轮增压器壳体的角度,使导向板与涡轮增压器壳体的上端面出气口保持水平,便于压装。
16.与现有技术相比,本实用新型的有益效果是:
17.本方案将涡轮增压器壳体放置于主基准上,并通过快夹机构固定,能够快速针对不同类型的涡轮增压器壳体进行适配并执行手动压pin销工序,能够简化新产品打样流程,有效缩短新产品打样环节辅机的设计流程与制造周期,能够节约企业经济成本,提高企业的经济效益;
18.本方案通过设置限位销以及导向板,执行手动压销工序时,压装块向下压装限位
销,限位销通过导向板进行定位,将放置在导向板的插销孔中的pin销进行压装,将pin销压装到零件的pin销销孔中,从而实现快速的手动压装操作。
附图说明
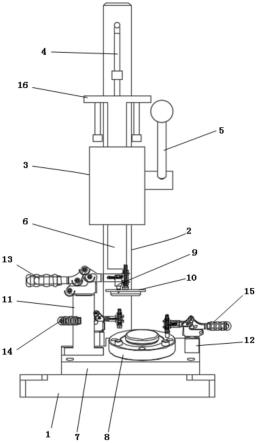
19.图1为本实用新型手动压销装置的主视图;
20.图2为本实用新型手动压销装置的侧视图;
21.图3为本实用新型手动压销装置与涡轮增压器壳体的立体图;
22.图4为本实用新型导向板的俯视图;
23.图5为本实用新型导向板的主视图;
24.图6为本实用新型限位销的主视图;
25.图中:1、底板;2、立柱;3、压装基座;4、导向柱;5、旋转压杆;6、压装块;7、基座;8、主基准;9、限位销;10、导向板;11、夹座一;12、快夹座三;13、手动快夹一;14、手动快夹二;15、手动快夹三;16、连接板。
具体实施方式
26.下面将结合本实用新型中的附图,对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动条件下所获得的所有其它实施例,都属于本实用新型保护的范围。
27.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“左”、“右”、“顶部”、“底部”、“内”、“外”、“水平”、“垂直”等指示的方位或位置关系为均基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
28.如图1至图6所示,一种通用型涡轮增压器壳体手动压销装置,包括压装台座、压紧机构,所述压装台座包括底板1、立柱2、压装基座3、导向柱4、旋转压杆5、压装块6,所述立柱2垂直设于所述底板1的上侧,所述立柱2贯穿连接所述压装基座3,所述压装基座3的侧面连接旋转压杆5,所述压装基座3的一端上侧垂直连接所述导向柱4,所述压装块6贯穿所述压装基座3并且与所述导向柱4活动连接;所述压紧机构包括基座7、主基准8、限位销9、导向板10以及快夹机构,所述基座7固定安装于所述底板1的上侧,所述主基准8与所述快夹机构固定安装于所述基座7的上侧、用于安装固定涡轮增压器壳体,所述导向板10放置于涡轮增压器壳体的上端面出气口,所述导向板10设有插销孔,所述限位销9的下端插设于所述插销孔内,所述限位销9与所述压装块6对齐。
29.本方案将涡轮增压器壳体放置于主基准上,并通过快夹机构固定,能够快速针对不同类型的涡轮增压器壳体进行适配并执行手动压pin销工序,能够简化新产品打样流程,有效缩短新产品打样环节辅机的设计流程与制造周期,能够节约企业经济成本,提高企业的经济效益。
30.本方案通过设置限位销9以及导向板10,执行手动压销工序时,压装块6向下压装限位销9,限位销9通过导向板10进行定位,将放置在导向板10的插销孔中的pin销进行压装,将pin销压装到零件的pin销销孔中,从而实现快速的手动压装操作。
31.进一步的,所述快夹机构包括快夹座一11、快夹座二、快夹座三12;所述快夹座一 11、快夹座二、快夹座三12分别与基座7固定,并设于涡轮增压器壳体的周围;所述快夹座一11连接手动快夹一13,所述手动快夹一13连接快夹压头一,所述快夹压头一连接涡轮增压器壳体;所述快夹座二连接手动快夹二14,所述手动快夹二连接快夹压头二,所述快夹压头二连接涡轮增压器壳体;所述快夹座三12连接手动快夹三15,所述手动快夹三15连接快夹压头三,所述快夹压头三连接涡轮增压器壳体。
32.进一步的,所述快夹座一11、快夹座二、快夹座三12与所述基座7之间设有调整垫片,调整垫片存在多种尺寸,在切换不同类型的所述主基准8后,快夹座通过增加或减少调整垫片来适配不同的主基准,实现手动快夹的压紧功能。
33.进一步的,所述压装基座3嵌套于所述立柱2上,并通过螺栓螺母固定。使压装基座 3可以相对于立柱2上下活动,通过拧紧螺母使压装基座3固定,从而适应不同类型涡轮增压器壳体。
34.进一步的,所述压装块6的上端固定设有连接板16,所述连接板16与所述导向柱4 滑动限位连接,所述导向柱4上固定设有挡块,所述连接板16的下侧设有挡柱。挡块和挡柱分别对压装块进行上下行程限位。
35.进一步的,所述旋转压杆5与所述压装块6在所述压装基座3的内部通过齿轮啮合连接。
36.进一步的,所述基座7具有斜坡面,所述主基准8与所述斜坡面固定,所述主基准8 与涡轮增压器壳体连接。通过设置基座7的斜坡面,适应涡轮增压器壳体的角度,使导向板10与涡轮增压器壳体的上端面出气口保持水平,便于压装。
37.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1