玻璃切割机皮带托架安装工装的制作方法
1.本实用新型涉及到一种玻璃切割机安装技术领域,尤其涉及到一种结构简单、安装准确的玻璃切割机皮带托架安装工装。
背景技术:
2.玻璃切割机作为玻璃深加工过程中的一种重要设备,可根据要求排版并自动切割,可在玻璃原片上切出尽可能多的符合要求的裁片,提高原材料的利用率,成品率高,得到广泛应用,由于玻璃切割机的工作台面较大,其承托玻璃移动的皮带长度较长,由于托举皮带的皮带托架安装时精度和水平度要求较高,若采用人工分开装配,不仅装配强度大、安装时间长,而且对安装工人素质要求高、装配精度和水平度也不容易控制,若皮带托架安装质量不佳,后续会极大影响玻璃切割机的玻璃移动精度和切割效率。
技术实现要素:
3.本实用新型主要解决上述存在的技术问题;提供了一种结构简单、安装准确的玻璃切割机皮带托架安装工装。
4.为了解决上述存在的技术问题,本实用新型主要是采用下述技术方案:
5.本实用新型的一种玻璃切割机皮带托架安装工装,用于玻璃切割机上的皮带托架安装,上述玻璃切割机包括机架,所述皮带托架设于机架的横梁上,皮带托架为铝型材,其中部设有沿型材长度轴线延伸的卡槽,所述卡槽内嵌设有沿卡槽滑移的多个安装块,安装块上设有螺孔,所述安装工装包括支撑构件、支撑构件安装座和夹持构件,所述支撑构件安装座为两件,分别卡装固定在机架的横梁上,所述支撑构件为两件,分别固设于支撑构件安装座上,支撑构件呈x型结构,其x形结构的交叉处嵌设有轴承,所述轴承上设有偏心轴,所述偏心轴位于支撑构件的内侧,所述夹持构件为平板结构,夹持构件上设有轴孔和固定孔,上述轴孔与上述偏心轴相适配,固定孔内穿设有紧固螺栓,上述紧固螺栓与安装块上的螺孔相吻合且螺纹连接安装块,夹持构件置于两件支撑构件的中间且通过轴孔安装在偏心轴上,两件夹持构件的间距与上述皮带托架的厚度相吻合,夹持构件带动皮带托架沿支撑构件的轴承中心左右摆动,将较长的皮带托架通过多组夹持构件和支撑构件安装在机架的横梁上,使皮带托架能准确定位在机架上,夹持构件通过偏心式结构安装在支撑构件上并在支撑构件上进行摆动,满足皮带托架上下移动的工作要求。
6.作为优选,所述安装工装包括定位构件,所述定位构件呈u形结构,定位构件的u形槽槽宽与上述夹持构件的厚度相吻合且承托夹持构件,定位构件的下部设有贯穿定位构件且水平布置的多个通孔,所述通孔内插设有定位杆,所述定位杆长度大于通孔深度,定位杆的端部搁置于上述支撑构件安装座的表面,定位构件能准确定位并确定皮带托架在机架上的相对位置。
7.作为优选,所述定位杆上设有两条卡簧槽,两条卡簧槽的间距与上述定位构件的厚度相吻合,卡簧槽内扣接有卡簧,卡簧能保证定位杆在通孔内的相对位置,防止定位杆的
移动。
8.本实用新型的有益效果是:将较长的皮带托架通过多组由夹持构件、支撑构件和定位构件组成的安装工装准确定位并固定在机架的横梁上,夹持构件通过偏心式结构安装在支撑构件上并在支撑构件上进行摆动,满足皮带托架带动玻璃平移和升降的工作要求,而定位构件能准确定位并固定皮带托架在机架上的初始位置。
附图说明
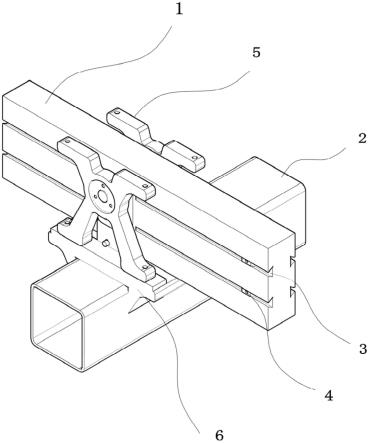
9.图1是本实用新型的一种结构示意图。
10.图2是图1的爆炸结构示意图。
11.图3是本实用新型的使用示意图。
12.图中 1.皮带托架,2.横梁,3.卡槽,4.安装块,5.支撑构件,6.支撑构件安装座,7.夹持构件,8.偏心轴,9.定位构件,10.定位杆,11.卡簧。
具体实施方式
13.下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
14.实施例:本实施例的一种玻璃切割机皮带托架安装工装,用于玻璃切割机上的皮带托架1安装,如图1和图2所示,上述玻璃切割机包括机架,机架上设置有多条相互平行且用于带动玻璃移动的皮带,上述皮带的托架安装在机架的横梁2上,皮带托架为铝型材,其中部设计有两条沿型材长度轴线延伸且平行的卡槽3,卡槽内嵌设有多个可沿卡槽滑移的安装块4,安装块上设计有螺孔,上述安装工装包括支撑构件5、支撑构件安装座6、夹持构件7和定位构件9,支撑构件安装座为两件,分别卡装固定在机架横梁上,支撑构件安装在上述支撑构件安装座上,支撑构件呈x型结构,其x形结构的交叉处安装有轴承,轴承上安装有z字形的偏心轴8,偏心轴位于支撑构件的内侧,上述夹持构件为平板结构,夹持构件上设计有轴孔和固定孔,上述轴孔与上述偏心轴相适配,上述四个固定孔两两排列,上排两个固定孔对应皮带托架的上部卡槽,下排两个固定孔对应皮带托架的下部卡槽,在固定孔内插设有紧固螺栓,上述紧固螺栓与卡槽内的安装块上的螺孔相吻合且螺纹连接安装块,夹持构件置于两件支撑构件的中间且通过轴孔安装在偏心轴上,两件夹持构件的间距与上述皮带托架的厚度相吻合,夹持构件可带动皮带托架沿支撑构件的轴承中心左右摆动,上述定位构件呈u形结构,定位构件的u形槽槽宽与上述夹持构件的厚度相吻合且承托夹持构件,定位构件的下部设计有贯穿定位构件且水平布置的两个通孔,在通孔内插设有定位杆10,定位杆的长度大于通孔深度,定位杆的两端分别突出通孔且搁置于横梁上,在定位杆上设计有两条卡簧槽,两条卡簧槽的间距与上述定位构件的厚度相吻合,卡簧槽内扣接有卡簧11。
15.使用时,如图3所示,首先将支撑构件的安装座卡接在机架的横梁相应位置上,再将两件支撑构件分别固定在支撑构件安装座上,在支撑构件上装配z字形偏心轴且使偏心轴位于支撑构件的内侧,再将夹持构件安装在两件支撑构件的中间,使偏心轴的端部适配于夹持构件的轴孔内,装配完成,夹持构件可沿支撑构件的轴承中心旋转左右摆动,然后,将上述长条铝型材的皮带托架放置在横梁上,利用气缸顶伸将皮带托架举起,移动皮带托架卡槽内嵌设的安装块至夹持构件的固定孔处且通过紧固螺栓与夹持构件螺纹连接,再将定位构件插入皮带托架下部且平移至支撑构件中部的横梁上,将两根定位杆插入定位构件
的通孔内,定位杆的两端分别搁置于支撑构件安装座的两端且承托定位构件,摆动夹持构件使其底部搁置于定位构件的顶部,然后,关闭气缸使气缸活塞杆缩回,皮带托架下落,其底面搁置于定位构件的u形槽内,此时,分别拧紧相应的紧固螺栓,使夹持构件与皮带托架固定形成一体并承托皮带托架,最后,气缸再次顶伸将皮带托架顶起,拉出定位杆并退出定位构件,使皮带托架脱离定位构件和横梁,完全由夹持构件承托,整条皮带托架上设计有三组安装工装,分别对应皮带托架的左右两端和中部,依次继续安装其他两组安装工装,当全部完成三组安装工装后,整条皮带托架就完全承托于上述三组安装工装中的夹持构件并支撑构件上的偏心轴摆动,便于控制皮带的平移和抬升。
16.在本实用新型的描述中,技术术语
ꢀ“
上”、“下
”ꢀ
、“前”、“后”、“左”、“右”、
ꢀ“
纵”、“横”、“内”、“外”等表示方向或位置关系是基于附图所示的方向或位置关系,仅是为了便于描述和理解本实用新型的技术方案,以上说明并非对本实用新型作了限制,本实用新型也不仅限于上述说明的举例,本技术领域的普通技术人员在本实用新型的实质范围内所做出的变化、改型、增添或替换,都应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1