用于笔记本电脑撕膜、涂油加工的工作台的制作方法
1.本实用新型涉及笔记本加工领域,特别涉及一种用于笔记本电脑撕膜、涂油加工的工作台。
背景技术:
2.平板电脑也叫便携式电脑,是一种小型、方便携带的个人电脑,以触摸屏作为基本的输入设备。平板电脑主要由电池、机身外壳、主板和主要设备、键盘鼠标、显示器外壳、显示器液晶层、外壳覆膜几部分组成。
3.其中机身外壳采用板件冲压成型,为了减小冲床和板件之间的摩擦力,通常会在板件与冲床接触的上下两面都涂上油,并且在板件上面敷上一层薄膜,等到冲压完成,再撕下薄膜。虽然现有的平板电脑加工工艺大都采用智能机器人换人替代人工流水线式操作,但是该工作目前还只能由人工完成,由于一般的板件都较重,所以在这个冲压的工位上,需要多工人配合。这种传统的方式也存在工作效率低下,工人劳动强度高,制作成本高的问题。
技术实现要素:
4.本实用新型的目的是针对现有技术的不足,提供一种用于笔记本电脑撕膜、涂油加工的工作台,不仅能够自动将冲压工件送至下一工序进行加工处理,还便于进行撕膜、涂油工作,减小劳动强度,降低生产成本。
5.本实用新型的技术方案是:
6.一种用于笔记本电脑撕膜、涂油加工的工作台,包括机架,所述机架上端设有呈圆形的旋转台,所述旋转台通过一转轴与电机相连,所述电机用于带动所述旋转台转动;所述旋转台上设有多个用于放置冲压工件的定位装置,多个定位装置沿所述旋转台周向均匀分布,各定位装置之间留有间距,且各所述定位装置均设有位置传感器,所述位置传感器用于采集定位装置的位置信息;所述机架的侧面设有横向延伸的支架,所述支架上设有用于盛装润滑油的油盒。
7.进一步地,所述定位装置包括定位板和多个用于定位笔记本电脑四条边的定位块,多个定位块分别设置在所述定位板上,所述定位板通过螺栓固定在所述旋转台上。
8.进一步地,所述定位板上设有与所述定位块数量相同的螺杆,各所述定位块安装有导向板,所述导向板内设有与所述螺杆间隙配合的条形槽,所述定位块通过导向板的条形槽与螺杆相配合活动安装在所述定位板上。
9.进一步地,所述定位板的四周均设有调节板,各所述调节板上均设有若干个螺纹孔,所述螺杆与所述调节板的螺纹孔相配合安装在所述定位板上。
10.进一步地,所述定位板上设置与冲压工件尺寸相同的定位凹槽,定位板通过螺栓活动设置在旋转台上,所述定位块固定设置在所述定位板的定位凹槽侧。
11.进一步地,所述定位块呈上小下大的锥形结构。
12.进一步地,所述旋转台上设有六个用于放置冲压工件的定位装置。
13.进一步地,所述机架的下端还设有升降支脚。
14.进一步地,所述油盒上还设有用于放置刷子的油刷架,所述油刷架呈架空式设置在油盒的两端。
15.采用上述技术方案具有以下有益效果:
16.本实用新型结构简单,本旋转台设置在两道加工工序之间,通过旋转台转动将放置在旋转台上的冲压工件有序送至下一道加工工序时,此时利用旋转台放置冲压工件,人工进行撕膜、涂油工作,全过程实现了自动化操作,不需人工搬运,减小了劳动强度,降低了生产成本。
17.所述定位装置包括定位板和多个定位块,多个定位块分别设置在所述定位板上用于定位冲压工件,所述定位板通过螺栓固定在所述旋转台上,所述定位板上设有与所述定位块数量相同的螺杆,各所述定位块安装有导向板,所述导向板内设有与所述螺杆间隙配合的条形槽,所述定位块通过导向板的条形槽与螺杆相配合活动安装在所述定位板上。实现了不同冲压工件位置灵活调整,以适用更多不同尺寸的冲压工件。
18.所述定位板的四周均设有调节板,各所述调节板上均设有若干个螺纹孔,所述螺杆与所述调节板的螺纹孔相配合安装在所述定位板上,增加了定位块的调节范围。
19.所述定位板上设置与冲压工件尺寸相同的定位凹槽,定位板通过螺栓活动设置在旋转台上,所述定位块固定设置在所述定位板的定位凹槽侧,该结构简单,定位更精确。
20.所述定位块呈上小下大的锥形结构,该结构便于将冲压工件防止在各定位块之间。
21.所述机架的下端还设有升降支脚,所述升级支脚用于调节机架的高度。
22.与下面结合附图和具体实施方式作进一步的说明。
附图说明
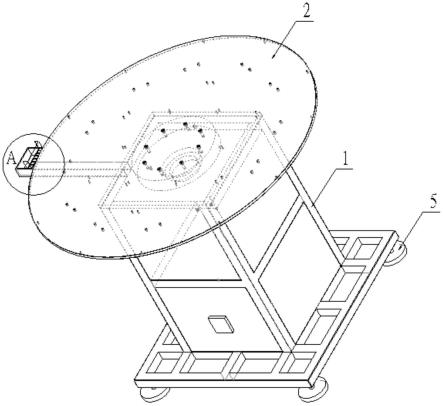
23.图1为具体实施例1工作台的结构示意图:
24.图2为图1的正视图;
25.图3为图1的俯视图;
26.图4为图1的a处放大示意图;
27.图5为图3上设置定位装置的结构示意图;
28.图6为图5的b处放大示意图;
29.图7为具体实施例2的结构示意图。
30.附图中,1为机架、2为旋转台、3为定位装置、3-1为定位板、3-2为定位块、3-3为调节板、3-4为螺杆、3-5为导向板、3-6为螺纹孔、4为控制箱、5为升降支脚、6为油盒、7为油刷架。
具体实施方式
31.具体实施例1:
32.参见图1至图6所示,一种用于笔记本电脑撕膜、涂油加工的工作台,包括机架1、电机、位置传感器,所述机架1上端设有呈圆形的旋转台2,所述机架1的侧面设有横向延伸的
支架,所述支架上设有用于盛装润滑油的油盒6,便于人工进行涂油操作。进一步地,所述油盒6上还设有用于放置刷子的油刷架7,所述油刷架7呈架空式设置在油盒6的两端,不仅便于放置刷子,而且还可以将刷子上的润滑油滴入油盒6中。
33.所述旋转台2通过一转轴与电机相连,所述电机采用伺服电机,用于带动所述旋转台2转动。所述旋转台2上设有多个用于放置冲压工件的定位装置3,多个定位装置3沿所述旋转台2周向均匀分布,各定位装置3之间留有间距,通过旋转台2转动将待加工工作沿转轴转动,依次将冲压工件从一侧转动到另一侧。所述定位装置3包括定位板3-1和多个用于定位笔记本电脑四条边的定位块3-2,所述定位板3-1通过螺栓固定在所述旋转台2上,所述定位板3-1上设有与所述定位块3-2数量相同的螺杆3-4,所述定位板3-1的四周均设有调节板3-3,各所述调节板3-3上均设有若干个螺纹孔3-6,所述螺杆3-4与所述调节板的螺纹孔3-6相配合安装在所述定位板3-1上。所述定位块3-2呈上小下大的锥形结构,便于冲压工件落料放置在各定位块3-2之间。各所述定位块3-2安装有导向板3-5,所述导向板3-5内设有与所述螺杆3-4间隙配合的条形槽,各定位块3-2分别设置在所述定位板3-1上,定位块3-1的导向板3-5与螺杆3-4相配合,螺杆3-4上端设有螺母,定位块3-2通过拧紧螺杆3-4上的螺母活动安装在所述定位板3-1上。本具体实施例中:所述旋转台2上设有六个用于放置冲压工件的定位装置3,各定位装置3包括一块定位板3-1和十二块定位块3-2,所述定位板3-1上设有十二根螺杆3-4,定位板3-1的四周分别设置一根调节板3-3,每根调节板3-3上安装两根螺杆3-4,每个螺杆3-4上配置一个定位块3-2,即每侧通过两个定位块3-2能够提高定位效果。十二块定位块3-2分别通过导向板3-5套设在每根螺杆3-4上,通过调节导向板3-5与螺杆3-4的位置从而调节定位块3-2的位置,然后通过在螺杆3-4上端设置螺母,利用螺母与螺杆3-4相配合压紧导向板3-5,该结构便于根据不同冲压工件的尺寸大小调整定位块3-2的位置,从而不用更换其他的定位装置3,降低了成本,提高了使用价值。
34.各所述定位装置3均对应设置一个位置传感器,所述位置传感器采用磁性开关,本具体实施例中:设置六个位置传感器,所述位置传感器用于与设置在两道加工机构之间的机器人手臂的控制系统电连接,所述位置传感器采集的位置信息并发送至机器人手臂的控制系统,便于机器人手臂的控制系统根据位置传感器采集的位置信息控制机器人手臂的动作,确保了旋转台2上的各定位装置3能够准备的转动到设定位置,提高了机器人手臂抓取更精确,提高了加工精度。
35.可能地,还包括控制箱4和控制器,所述控制器为plc控制器,所述机架1的下端设置控制箱4,所述控制器设置在所述控制箱4内。所述电机与所述控制器电连接,用于控制所述电机转向及转速。各位置传感器分别与所述控制器电连接,所述位置传感器用于采集定位装置3的位置信息并发送至控制器,所述控制器设有用于与加工机构电连接的第一信号接口和与机器人手臂电连接的第二信号接口,控制器通过第一信号接口与加工机构的控制系统电连接,便于收集加工机构的加工是否完成信号,从而控制器控制所述电机转动带动旋转台2上的定位装置3转动到预设位置。控制器通过第二信号接口与机器人手臂的控制系统电连接,便于发出旋转台2上的定位装置3已到达预设位置,机器人手臂的控制系统控制机器人手臂动作。通过增设控制器,利用控制器接收加工机构的加工信息从而有效控制选择电机动作带动定位装置3转动,并将采集的定位装置3的位置信息发送至机器人手臂的控制系统控制机器人手臂动作,实现了前后两道加工工序的智能化操作,进一步地提高了智
能化程度。
36.可能地,机架1的下端还设有升降支脚5,机架1的四只脚分别设有升降支脚5,所述升降支脚5采用现有升降支架结构。通过升降支脚5可以抬高机架1的高度,从而便于根据需要灵活调节旋转台2的高度。
37.本实用新型的工作原理:用于笔记本电脑撕膜、涂油加工的工作台用于设置在前后两道加工机构之间,因不同加工工序时间消耗不同,前后两道加工工序不一定同步完成,因此可以利用用于笔记本电脑撕膜、涂油加工的工作台来暂存放置冲压工件,并且通过旋转台2转动将冲压工件有序沿旋转台2转动将冲压工件送至下一道工序进行加工处理,同时通过位置传感器监测定位装置3的位置将定位装置3旋转到预设位置,便于设置在两道加工机构之间的机器人手臂取件、放件,并提高取件、放件的精度。在冲压工件传送的过程中,人工将暂放在旋转台2上的冲压工件进行进行撕膜处理,撕膜后再通过油盒6内盛装的润滑油对冲压工件进行刷油处理,减小了劳动强度,减少人员设置,从而降低了生产成本。
38.具体实施例2:
39.参见图7所示:本实施例中的特征是:所述定位装置3的定位板3-1上设置与冲压工件尺寸相同的定位凹槽,定位板3-1通过螺栓活动设置在旋转台2上,所述定位块3-2固定设置在所述定位板3-1的定位凹槽侧。当加工不同冲压工件时,采用不同的定位板3-1,不同的定位板3-1上分别设置各种不同尺寸的定位凹槽。其它特征与具体实施例1相同,故本具体实施例在此省略。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1