齿轮轴花键用划线工具及花键基准齿对刀线位置确定方法与流程
本发明属于机械加工,尤其涉及一种齿轮轴花键用划线工具及花键基准齿对刀线位置确定方法。
背景技术:
1、机械压力机是一种广泛应用于工业生产中的设备,主要用于加工、成形和压制各种材料。齿轮轴作为机械压力机的重要部件之一,具有极其重要的意义。齿轮轴在机械压力机中的作用可谓关键。齿轮轴上安装的齿轮系统能够实现不同的传动比,以满足不同工作需求。这种变速传动机制使得机械压力机能够在不同的情况下调整压力和速度,以便更好地适应不同材料的加工要求。齿轮轴还承担着稳定和平衡压力机运行的重要角色。机械压力机在工作过程中需要承受巨大的压力和力量,如果没有稳定的齿轮轴来分担和传递这些力量,机械部件可能会受到过大的应力,导致损坏甚至事故发生。因此,齿轮轴的制造精度直接决定压力机的工作性能和加工精度。
2、压力机所配备的一种齿轮轴,包括两段人字形齿轮轴部,此轴部的侧部为直径略小的轴颈,轴颈为光轴,且在轴端还需要加工出花键,形成用于传递扭力的花键轴部。为了保证齿轮加工精度,要求一个人字齿轮端面基准齿中心与轴上淅开线花键的基准齿中心有角度位置要求,误差不大于2′。
3、由于人字齿轮的齿形是斜齿,因此确定花键基准齿中心与齿轮端面基准齿中心之间的角度变得相当复杂。通常的做法是在齿轮的基准齿的齿顶面上绘制出中心线,然后将这条线延伸至轴端。接着,在轴端按照一定的角度绘制出花键基准齿中心线至轴心的径向连线。随后,将径向连线的外端沿轴向延伸至花键轴部的大径外圆上绘出花键加工用的对刀线。最终,通过按照绘制好的对刀线进行滚削花键。然而,上述方法涉及多次人工绘制线条,在实际加工操作过程中,存在诸多不足:
4、1、误差积累:每次人工绘制线条都会引入一定的误差,这些误差可能会随着每次划线而积累。由于涉及多次绘制和对齐,这些误差可能会相互叠加,导致最终测量结果的不准确性。
5、2、加工精度不稳定:由于误差积累,最终的花键加工精度可能在不同的批次或产品中出现不稳定的情况。这可能导致一些产品在尺寸和形状上存在差异,不符合要求。
6、3、生产效率低:手动绘制线条需要较长的时间,并且需要经验丰富的技术人员进行操作。这将影响生产效率,导致加工过程变慢,产量下降。
7、4、人为因素影响:人工绘制线条容易受到操作者技能水平和操作环境的影响,操作者的主观因素可能导致绘制的线条不够准确,进而影响最终的加工结果。
8、5、不适用于大规模生产:对于大规模生产,手动绘制线条的方法变得更加不可行。需要大量的人力和时间来完成这一步骤,成本高且效率低下。
9、6、难以追溯和调整:一旦出现误差或需要调整角度,手动绘制的线条难以准确地追溯和进行调整。这可能导致生产中的问题无法及时解决。
10、综上所述,手动多次划线来确定花键存在多种不足之处,主要表现为误差积累、加工精度不稳定、生产效率低下以及不适用于大规模生产等问题。
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种解决目前通过人工多次划线确定花键加工对刀线造成的加工精度低、效率低的问题的齿轮轴花键用划线工具及花键基准齿对刀线位置确定方法。
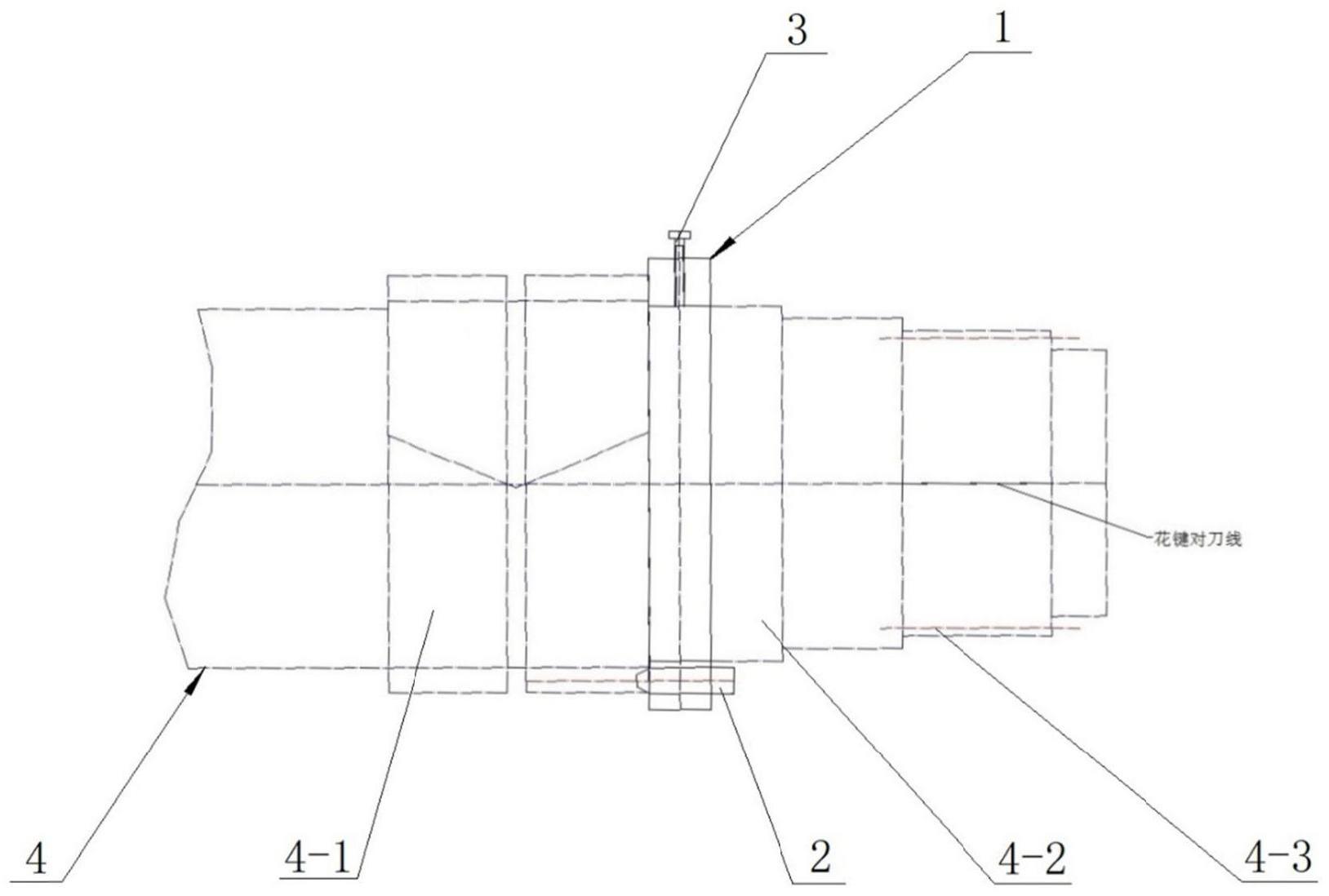
2、本发明是这样实现的,一种齿轮轴花键用划线工具,其特征在于:包括基准环、基准套孔、基准侧平面、定位销件;所述基准环成圆环状构件;所述基准套孔为所述基准环的中心环孔,基准环的中心环孔的内环面是与齿轮轴结合的基准内圆周面;所述基准侧平面是设于所述基准环侧部的平面,所述基准侧平面与所述基准套孔的轴线平行;所述定位销件安装于所述基准环,所述定位销键的端部设有与齿轮轴的基准齿槽结合的插接定位部;在插接定位部与齿轮轴的基准齿槽结合的状态下,定位销件的轴线穿过齿轮轴的齿轮分度圆。
3、在上述技术方案中,优选地,所述齿轮轴的中心至齿轮轴的基准齿中心的连线与齿轮轴的中心至花键基准齿中心的连线之间的周向夹角角度为β,齿轮轴的轴齿距半角角度为γ,所述基准套孔中心至所述基准侧平面的垂线与所述基准套孔中心至定位销件中心连线之间的周向夹角角度为α,α=β+γ。
4、在上述技术方案中,优选地,所述基准环安装用于锁定基准环与齿轮轴之间相对位置的锁紧螺钉。
5、在上述技术方案中,优选地,所述定位销件为圆柱销杆,所述插接定位部是设于所述圆柱销杆端部的锥状头部。
6、在上述技术方案中,优选地,所述插接定位部的锥角为60°。
7、在上述技术方案中,优选地,所述基准环设有轴向插孔,所述定位销件以可拆卸的方式插装固定于所述轴向插孔中。
8、在上述技术方案中,优选地,所述基准环对称安装两径向的所述锁紧螺钉,所述锁紧螺钉对称设于所述基准侧平面的两侧。
9、本齿轮轴花键用划线工具的优点和效果有:
10、1、精确性提升:通过使用该划线工具,可以建立齿轮轴花键位置参数与划线位置之间的精确对应关系。这种对应关系消除了手动划线过程中可能引入的误差积累,从而显著提升了花键对刀线位置的精确性。
11、2、效率提高:本工具的引入减少了手动多次划线所需的时间和步骤。通过直接使用划线工具,技术人员可以更快速地确定花键对刀线的位置,从而提高了生产加工的效率,节省了宝贵的时间资源。
12、3、一致性保证:使用该划线工具可以确保在不同工人和不同批次中,对刀线的位置是一致的。这消除了人为因素对加工结果的影响,保证了加工精度的稳定性和一致性。
13、4、适用范围广:该工具可适用于各种类型和规格的齿轮轴花键加工,具有很强的通用性。这使得其在不同场景下都能发挥优越的效果,无论是小批量定制还是大规模生产。
14、5、技术门槛降低:引入划线工具后,技术人员无需过多的经验和技能来手动绘制线条,从而降低了技术门槛。这使得操作更为简单,让更多的人能够从中受益。
15、6、可追溯性和可调整性:使用该工具绘制的划线可以更容易地追溯和调整。一旦出现问题或需要微调,可以准确地进行修正,避免了手动划线中可能出现的困难。
16、综上所述,本齿轮轴花键用划线工具通过提升精确性、效率、一致性保证以及降低技术门槛等方面的优势,克服了传统手动划线方法的种种缺陷,为齿轮轴花键的加工提供了可靠且高效的解决方案。
17、本发明地第二目的,提出一种花键基准齿对刀线位置确定方法,其特征在于,利用上述的划线工具,步骤包括:
18、s1.将机械压力机的齿轮轴水平横置;
19、s2.将基准环套装于齿轮轴的轴颈,并将定位销件的插接定位部插入齿轮轴的基准齿槽中;
20、s3.圆周方向转动齿轮轴,令基准侧平面与水平面垂直;
21、s4.以基准侧平面的水平中心线为基准线,轴线延伸至齿轮轴花键轴部并形成花键基准齿对刀线。
22、在上述技术方案中,优选地,在所述步骤s1中,齿轮轴通过支架水平横置于水平台面上。
23、在上述技术方案中,优选地,在所述步骤s4中,所述水平台面上设置高度尺,高度尺通过在所述水平台面上水平移动令所述基准线延伸并确定花键基准齿对刀线。
- 还没有人留言评论。精彩留言会获得点赞!