装配工装的制作方法
本技术涉及工装装配领域,特别是涉及一种装配工装。
背景技术:
1、随着新能源汽车产业的迅猛发展,新能源车载电源的生产工艺也随之不断优化。在传统的车载电源的生产工艺中,都是使用人工组装的方式将线路板封装在电源机壳中,但是在人工装配的过程中可能出现线路板放入电源机壳中的速度过快导致电源机壳内的胶体溢出的问题,最终影响车载电源的热性能和密封性。因此,现有技术中人工装配的方式容易影响车载电源性能的问题,这个问题是亟需解决的。
技术实现思路
1、本实用新型为了解决上述现有技术中人工装配的方式容易影响车载电源性能的技术问题,提出一种装配工装。
2、本实用新型采用的技术方案是:
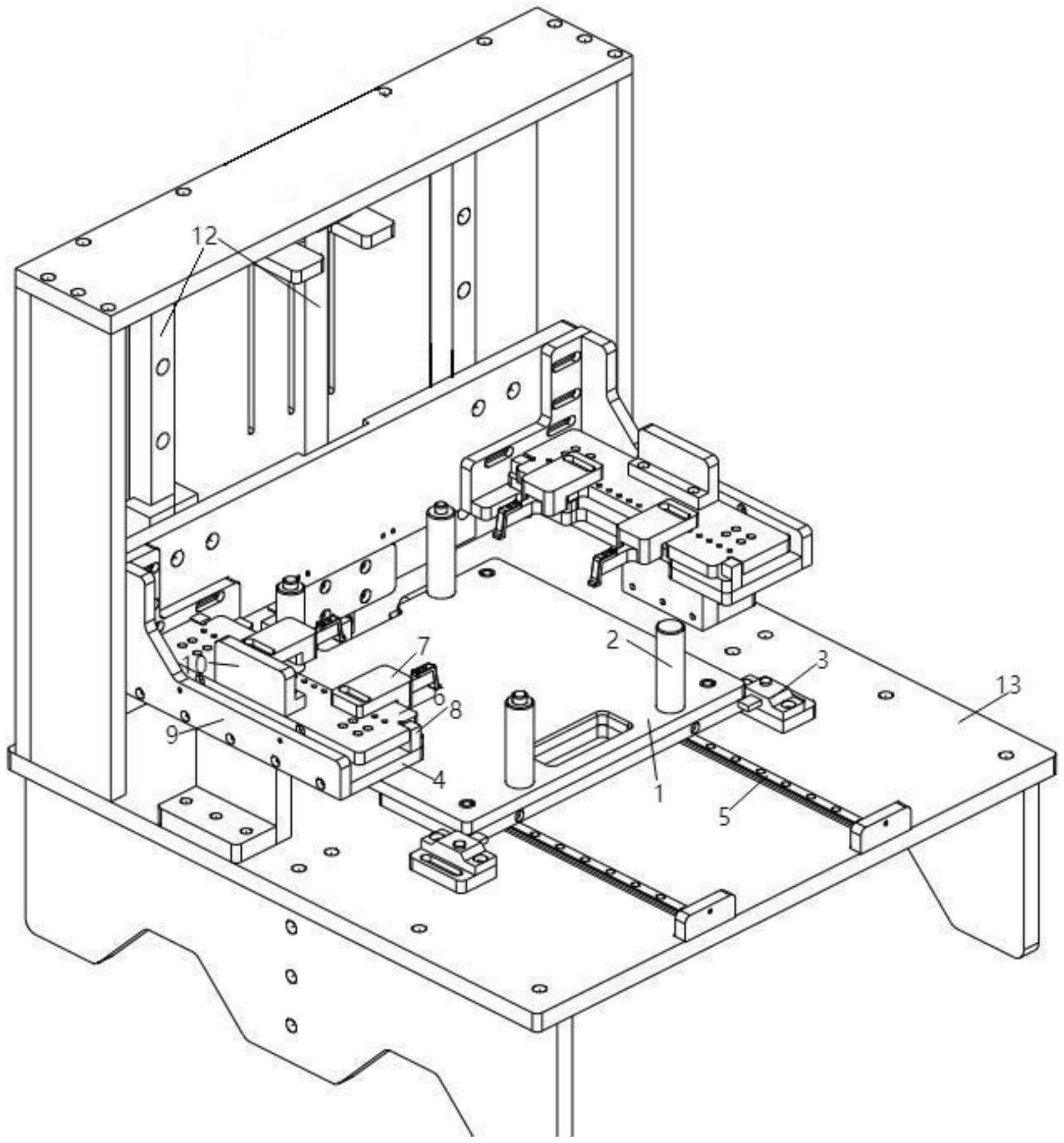
3、本实用新型提出了一种装配工装,包括:
4、设置在工作台面上用于放置壳体并限定壳体位置的壳体定位模块;
5、线路板定位模块,包括:钩爪机构和磁吸机构;其中,所述钩爪机构勾取线路板,所述钩爪机构可沿着平行于所述工作台面的方向移动,所述磁吸机构吸合所述钩爪机构使所述钩爪机构停止移动;
6、升降模块,设置在所述工作台面上,带动所述线路板定位模块匀速下降使所述线路板放入所述壳体的空腔中。
7、优选的,所述钩爪机构包括:
8、固定在所述升降模块上的安装座,设置在所述安装座上的第一滑轨,与所述第一滑轨滑动连接的安装板,设置在所述安装板上的钩爪;
9、其中,所述安装板可与所述磁吸机构吸合。
10、现有的,所述磁吸机构包括:相对间隔设置在所述安装座上的磁吸块和磁吸背板;
11、其中,所述安装板位于所述磁吸块和所述磁吸背板之间,所述安装板可向所述磁吸块一侧移动至与所述磁吸块吸合,或所述安装板可向所述磁吸背板一侧移动至与所述磁吸背板吸合。
12、优选的,所述壳体定位模块包括:
13、设置在所述工作台面上的第二滑轨,与所述第二滑轨滑动连接的放置板,设置在所述工作台面上的锁扣;
14、其中,所述放置板上放置所述壳体,所述放置板上设有定位柱,所述定位柱与所述壳体上的定位孔插接,所述锁扣锁紧固定所述放置板。
15、进一步的,所述安装板上还设有磁吸缺口,所述安装板与所述磁吸块吸合时所述磁吸块位于所述磁吸缺口中。
16、进一步的,所述安装板上还设有把手。
17、与现有技术比较,本实用新型提出的装配工装以机械安装的方式取代了人工装配的方式,壳体定位模块和线路板定位模块能精准地定位壳体和线路板的组装方位,升降模块带动线路板匀速进入壳体的空腔中,防止壳体内的胶体溢出,保证了产品的性能。
技术特征:
1.一种装配工装,其特征在于,包括:
2.如权利要求1所述的装配工装,其特征在于,所述钩爪机构包括:
3.如权利要求2所述的装配工装,其特征在于,所述磁吸机构包括:相对间隔设置在所述安装座(4)上的磁吸块(8)和磁吸背板(9);
4.如权利要求1所述的装配工装,其特征在于,所述壳体定位模块包括:
5.如权利要求3所述的装配工装,其特征在于,所述安装板(6)上还设有磁吸缺口(61),所述安装板(6)与所述磁吸块(8)吸合时所述磁吸块(8)位于所述磁吸缺口(61)中。
6.如权利要求2所述的装配工装,其特征在于,所述安装板(6)上还设有把手(10)。
技术总结
本技术公开了一种装配工装,包括:设置在工作台面上用于放置壳体并限定壳体位置的壳体定位模块;线路板定位模块,包括:钩爪机构和磁吸机构;其中,钩爪机构勾取线路板,钩爪机构可沿着平行于工作台面的方向移动,磁吸机构吸合钩爪机构使钩爪机构停止移动;升降模块,设置在工作台面上,带动线路板定位模块匀速下降使线路板放入壳体的空腔中。本技术提出的装配工装以机械安装的方式取代了人工装配的方式,壳体定位模块和线路板定位模块能精准地定位壳体和线路板的组装方位,升降模块带动线路板匀速进入壳体的空腔中,防止壳体内的胶体溢出,保证了产品的性能。
技术研发人员:冯颖盈,朱元宵,林泽锋,张贤虎
受保护的技术使用者:深圳威迈斯新能源股份有限公司
技术研发日:20230216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!