一种蜂窝纸板纸芯拉伸成型装置及方法与流程
1.本发明涉及蜂窝纸板加工技术领域,具体为一种蜂窝纸板纸芯拉伸成型装置及方法。
背景技术:
2.蜂窝纸板是根据自然界蜂巢结构原理制作的,它是把瓦楞原纸用胶粘结方法连接成无数个空心立体正六边形,形成一个整体的受力件,蜂窝板纸芯在切割之后需要将缝隙拉绳展开并通过加热机构升温定型后才能满足后续蜂窝纸板的制造。
3.现有技术中公开了部分蜂窝纸板加工技术领域的发明专利,其中申请号为cn100337812c的发明专利,公开了一种加工蜂窝纸板用设备,包括由两套面纸的供纸架及若干导纸辊构成的面纸放卷装置、可放置蜂窝纸芯的蜂窝芯纸储料架、蜂窝纸板分切装置,本发明由于采用了在面纸放卷装置与蜂窝纸板分切装置之间设置的可同步完成蜂窝纸芯拉伸,蜂窝纸芯涂胶及复合压平的蜂窝纸板成型装置,特别是在成型装置中设置的热熔胶涂胶机机构,实现了蜂窝纸板在一台设备上同时完成复合粘接、定型及压平三道工序,提高了生产效率。
4.但在实际使用时,由于蜂窝纸板纸芯在切割时容易因拉扯力过大导致破损,从而影响到拉伸成型后的纸芯支撑能力,并且纸芯成型的热量直接向外排出,对热资源造成了一定的浪费,不能很好的满足纸芯拉伸加工成型需要。
5.基于此,本发明设计了一种蜂窝纸板纸芯拉伸成型装置及方法,以解决上述问题。
技术实现要素:
6.本发明的目的在于提供一种蜂窝纸板纸芯拉伸成型装置及方法,以解决上述背景技术中提出的蜂窝纸板纸芯在切割时容易因拉扯力过大导致破损,从而影响到拉绳成型后的纸芯支撑能力,并且纸芯成型的热量直接向外排出,对热资源造成了一定的浪费的问题。
7.为实现上述目的,本发明提供如下技术方案:一种蜂窝纸板纸芯拉伸成型装置,包括成型机架,所述成型机架顶部固定安装有烘干机主体,所述成型机架内腔与烘干机主体底侧对应位置固定连接有拉伸辊,所述成型机架前侧固定安装有入料支撑机构,所述成型机架后侧固定安装有出料支撑机构,所述拉伸辊一侧通过传动机构传动连接有预拉伸机构,所述预拉伸机构固定安装在成型机架内腔前侧,所述预拉伸机构和拉伸辊底侧均固设有回热机构,且回热机构与顶部预拉伸机构顶部相贴合,所述预拉伸机构内腔固定安装有驱动机构;
8.所述预拉伸机构包括移动框,所述移动框内腔可调节连接有多个移动板,所述移动板内腔固定连通有多个限位风嘴,所述移动框底部连通有贴合罩,所述贴合罩与底侧回热机构顶部相贴合,所述移动框两侧均设有挤压轮,用于通过挤压轮压合回热机构带动回流热空气对顶部入料纸芯进行预吹扫拉伸处理,所述传动机构包括传动齿框,所述传动齿框一侧通过连接杆与底侧移动框顶部固定连接,所述传动齿框内腔设有半齿轮,所述半齿
轮齿牙通过转动可与传动齿框内腔一侧齿牙相啮合,所述半齿轮与前侧拉伸辊一侧传动连接,且拉伸辊另一侧固定安装有驱动部主体,用于通过半齿轮的转动带动传动齿框以及移动框带动挤压轮往复挤压回热机构。
9.作为本发明的进一步方案,所述移动框内腔两侧均固定连接有连接块,所述连接块顶部嵌设有滑套,所述滑套内腔滑动连接有滑杆,所述滑杆顶端固定连接有把手,所述滑杆底端与挤压轮顶部固定连接,所述滑杆外侧壁套有第一弹簧,所述第一弹簧两端分别与把手和滑套一侧对应位置固定连接。
10.作为本发明的进一步方案,所述半齿轮一侧通过轴体固定连接有从动齿轮,且轴体通过轴承传动连接在成型机架内腔,所述从动齿轮一侧啮合有主动齿轮,所述主动齿轮一侧固定连接有传动蜗杆,所述传动蜗杆通过转轴和轴承传动连接在成型机架内腔一侧,所述传动蜗杆另一端螺纹连接有蜗轮,所述蜗轮固定安装在拉伸辊主轴外侧。
11.作为本发明的进一步方案,所述传动齿框一侧固定连接有第一伸缩杆,所述第一伸缩杆外侧壁套设有第二弹簧,所述第二弹簧两端分别与传动齿框和第一伸缩杆外侧壁一侧固定连接,所述第一伸缩杆固定安装在成型机架内腔一侧对应位置。
12.作为本发明的进一步方案,所述回热机构包括回热腔板,所述回热腔板顶部固定连接有多个吹扫管,所述吹扫管顶部连通有多个吹扫喷嘴,且吹扫管两侧均连通有多个压缩气囊,所述压缩气囊固定安装在回热腔板顶部,所述压缩气囊与顶部挤压轮底部相贴合。
13.作为本发明的进一步方案,所述回热腔板一侧通过连通管连通有集热罩,所述集热罩一侧连通有回流泵,所述集热罩固设于成型机架内腔并位于拉伸辊底侧,所述集热罩横截面形状呈锥形。
14.作为本发明的进一步方案,所述驱动机构包括分别固设于成型机架内腔两侧的波浪板,所述波浪板一侧贴合有限位辊,所述限位辊一侧固定连接有固定杆,所述固定杆另一端固定连接有安装块,所述安装块滑动连接在移动框内腔一侧,所述安装块一侧固定连接有第二伸缩杆,所述第二伸缩杆另一端与移动框内腔槽体一侧,所述第二伸缩杆外侧壁套设有第三弹簧,所述第三弹簧两端分别与第二伸缩杆和移动框内腔槽体一侧固定连接,所述安装块一侧与移动板一侧固定连接,且多个移动板之间固定连接并滑动连接在移动框内腔开设的槽体内。
15.作为本发明的进一步方案,所述限位风嘴横截面形状为锥形,且限位风嘴顶部直径较小。
16.作为本发明的进一步方案,所述吹扫管横截面形状为弧形,且吹扫管为柔性塑胶管,所述压缩气囊为柔性塑胶气囊。
17.作为本发明的进一步方案,一种蜂窝纸板纸芯拉伸成型方法,具体包括以下步骤:
18.s1、将需要对蜂窝纸板纸芯进行拉伸时,将蜂窝纸板纸芯通过前端入料支撑机构进行入料后,前端部分的蜂窝纸板纸芯能够与底侧限位风嘴顶部相贴合,当拉伸辊驱动转动时,拉伸辊能够同步带动蜗轮转动,蜗轮转动带动底部传动蜗杆转动,传动蜗杆转动带动另一侧主动齿轮转动,所述主动齿轮转动带动从动齿轮以及一侧半齿轮转动,半齿轮转动能够带动一侧齿牙与传动齿框内腔齿牙相接触,传动齿框齿牙受力带动传动齿框向一侧移动并推动一侧连接杆移动,连接杆移动拉动底部移动框移动,移动框移动能够带动顶部限位风嘴对蜂窝纸板纸芯底部冲孔进行贴合拨动展开,实现在蜂窝纸板纸芯的预展开处理;
19.s2、当移动框移动时,移动框底部两侧的挤压轮能够在拉动时挤压底侧压缩气囊,压缩气囊在受力挤压后能够将内侧气体冲入吹扫管内,吹扫管内通过回流泵送入的回流热气能够在压缩气囊通入气体的负压作用下向上通过吹扫喷嘴喷出,通过吹扫喷嘴喷出的预热空气能够在贴合罩的封闭作用下进入移动框和移动板,同时在限位风嘴的限位加压作用下对顶部拨动展开的蜂窝纸板纸芯缝隙处进行吹扫使其初步受热膨胀展开,等待后续拉伸定形;
20.s3、在移动框移动时,移动框能够带动前端限位辊与波浪板的波浪延展进行贴合,限位辊在移动时通过波浪板波峰贴合能够受力通过后侧固定杆带动安装块在移动框内腔槽体内移动,安装块移动能够带动一侧连接的移动板和顶部限位风嘴进行横向移动,横向移动的限位风嘴能够对蜂窝纸板纸芯进行横向角度的初步展开分散,继续移动的限位辊能够在进入波浪板波谷位置时,第二伸缩杆外部的第三弹簧能够利用自身拉力带动一侧固定杆和限位辊进行复位,从而能够通过移动框的往复复位带动限位风嘴进行往复运动吹扫并展开蜂窝纸板纸芯;
21.s4、当蜂窝纸板纸芯预处理后,通过后侧拉伸辊转动带动蜂窝纸板纸芯进行转动进行拉伸处理后,顶部烘干机主体通过加热对拉伸后的蜂窝纸板纸芯进行加热成型,加热后的空气能够通过底侧集热罩的回流泵进行预热收集后通过连通管送入回热腔板内,定型后的蜂窝纸板纸芯通过后侧出料支撑机构外侧的切割机构进行切割分段后,包装出料进行下一步操作,拉伸成型完成。
22.与现有技术相比,本发明的有益效果是:
23.1.通过设计的传动机构,对蜂窝纸板纸芯进行拉伸时,前端部分的蜂窝纸板纸芯能够与底侧限位风嘴顶部相贴合,当拉伸辊驱动转动时,拉伸辊能够同步带动蜗轮转动,蜗轮转动带动底部传动蜗杆转动,传动蜗杆转动带动另一侧主动齿轮转动,所述主动齿轮转动带动从动齿轮以及一侧半齿轮转动,半齿轮转动能够带动一侧齿牙与传动齿框内腔齿牙相接触,传动齿框齿牙受力带动传动齿框向一侧移动并推动一侧连接杆移动,连接杆移动拉动底部移动框移动,移动框移动能够带动顶部限位风嘴对蜂窝纸板纸芯底部冲孔进行贴合拨动展开,实现对蜂窝纸板纸芯入料时缝隙的预展开处理,有效避免因预热处理不充分影响到蜂窝纸板纸芯的后续展开处理,提高后续处理精度,提高加工处理效果。
24.2.通过设计的回热机构,当移动框移动时底部两侧的挤压轮能够在拉动时挤压底侧压缩气囊,压缩气囊在受力挤压后能够将内侧气体冲入吹扫管内,吹扫管内通过回流泵送入的回流热气能够在压缩气囊通入气体的负压作用下向上通过吹扫喷嘴喷出,通过吹扫喷嘴喷出的预热空气能够在贴合罩的封闭作用下进入移动框和移动板,同时在限位风嘴的限位加压作用下对顶部拨动展开的蜂窝纸板纸芯缝隙处进行吹扫使其初步受热膨胀展开,等待后续拉伸定形,利用移动框位移的实现喷发热量输出,无需额外添加动力源,实现对定型热量的回收利用,减少对加热资源的浪费,提高纸芯成型效果。
25.3.通过设计的驱动机构,移动框能够带动前端限位辊与波浪板的波浪延展进行贴合,限位辊在移动时通过波浪板波峰贴合带动安装块在移动框内腔槽体内移动带动一侧连接的移动板和顶部限位风嘴进行横向移动,横向移动的限位风嘴能够对蜂窝纸板纸芯进行横向角度的初步展开分散,继续移动的限位辊能够在进入波浪板波谷位置时,第二伸缩杆外部的第三弹簧能够利用自身拉力带动固定杆和限位辊进行复位,通过移动框的往复复位
带动限位风嘴进行往复运动吹扫并展开蜂窝纸板纸芯,保证对蜂窝纸板纸芯切口处的充分展开处理,使得预处理后的蜂窝纸板纸芯在后续拉绳处理定型时的支撑稳定性和拉伸效果。
附图说明
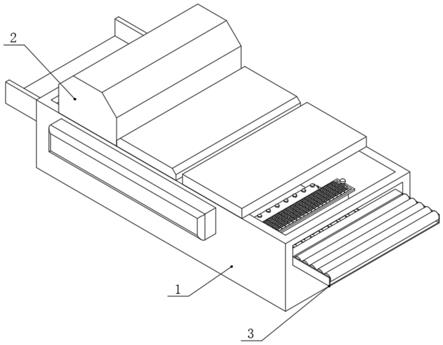
26.图1为本发明总体结构示意图;
27.图2为本发明的部分拆分结构示意图;
28.图3为本发明的结构装配结构示意图;
29.图4为本发明的传动齿框装配结构示意图;
30.图5为本发明的预拉伸机构装配结构示意图;
31.图6为本发明的预拉伸机构拆分结构示意图;
32.图7为本发明的驱动机构立体结构示意图;
33.图8为本发明的挤压轮结构示意图;
34.图9为本发明的回热机构立体结构示意图。
35.附图中,各标号所代表的部件列表如下:
36.1、成型机架;2、烘干机主体;3、入料支撑机构;4、回热机构;401、回热腔板;402、吹扫管;403、吹扫喷嘴;404、压缩气囊;405、连通管;406、集热罩;407、回流泵;5、预拉伸机构;501、移动框;502、连接块;503、限位风嘴;504、贴合罩;505、滑杆;506、挤压轮;507、第一弹簧;508、移动板;6、传动机构;601、传动蜗杆;602、蜗轮;603、主动齿轮;604、从动齿轮;605、半齿轮;606、传动齿框;607、第一伸缩杆;608、第二弹簧;609、连接杆;7、驱动机构;701、波浪板;702、限位辊;703、固定杆;704、安装块;705、第二伸缩杆;706、第三弹簧;8、拉伸辊。
具体实施方式
37.请参阅图1-9,本发明提供一种技术方案:一种蜂窝纸板纸芯拉伸成型装置,包括成型机架1,成型机架1顶部固定安装有烘干机主体2,成型机架1内腔与烘干机主体2底侧对应位置固定连接有拉伸辊8,成型机架1前侧固定安装有入料支撑机构3,成型机架1后侧固定安装有出料支撑机构,拉伸辊8一侧通过传动机构6传动连接有预拉伸机构5,预拉伸机构5固定安装在成型机架1内腔前侧,预拉伸机构5和拉伸辊8底侧均固设有回热机构4,且回热机构4与顶部预拉伸机构5顶部相贴合,预拉伸机构5内腔固定安装有驱动机构7;
38.预拉伸机构5包括移动框501,移动框501内腔可调节连接有多个移动板508,移动板508内腔固定连通有多个限位风嘴503,移动框501底部连通有贴合罩504,贴合罩504与底侧回热机构4顶部相贴合,移动框501两侧均设有挤压轮506,用于通过挤压轮506压合回热机构4带动回流热空气对顶部入料纸芯进行预吹扫拉伸处理,传动机构6包括传动齿框606,传动齿框606一侧通过连接杆609与底侧移动框501顶部固定连接,传动齿框606内腔设有半齿轮605,半齿轮605齿牙通过转动可与传动齿框606内腔一侧齿牙相啮合,半齿轮605与前侧拉伸辊8一侧传动连接,且拉伸辊8另一侧固定安装有驱动部主体,用于通过半齿轮605的转动带动传动齿框606以及移动框501带动挤压轮506往复挤压回热机构4,限位风嘴503横截面形状为锥形,且限位风嘴503顶部直径较小。
39.实施方式具体为:对蜂窝纸板纸芯进行拉伸时,前端部分的蜂窝纸板纸芯能够与
底侧限位风嘴503顶部相贴合,当拉伸辊8驱动转动时,拉伸辊8能够通过传动机构6同步带动半齿轮605转动,半齿轮605转动能够带动一侧齿牙与传动齿框606内腔齿牙相接触,传动齿框606齿牙受力带动传动齿框606向一侧移动并推动一侧连接杆609移动,连接杆609移动拉动底部移动框501移动,移动框501移动能够带动顶部限位风嘴503对蜂窝纸板纸芯底部冲孔进行贴合拨动展开,实现对蜂窝纸板纸芯入料时缝隙的预展开处理,半齿轮605在后侧能够拉伸辊8的传动作用下通过与传动齿框606内齿牙啮合传动实现传动齿框606的往复运动,以确保在往复作用下限位风嘴503对蜂窝纸板纸芯的往复拨动使得缝隙充分展开;
40.请参阅图3、8,移动框501内腔两侧均固定连接有连接块502,连接块502顶部嵌设有滑套,滑套内腔滑动连接有滑杆505,滑杆505顶端固定连接有把手,滑杆505底端与挤压轮506顶部固定连接,滑杆505外侧壁套有第一弹簧507,第一弹簧507两端分别与把手和滑套一侧对应位置固定连接;
41.实施方式具体为:挤压轮506通过滑杆505在滑套内的滑动更加稳定,挤压轮506能够通过顶部第一弹簧507吸收压合频振,提高压动稳定性,并且能够通过调节滑杆505和第一弹簧507的相对尺寸调节压合力度,满足对底部回热机构4的压合回热处理。
42.请参阅图3、4,半齿轮605一侧通过轴体固定连接有从动齿轮604,轴体通过轴承传动连接在成型机架1内腔,从动齿轮604一侧啮合有主动齿轮603,主动齿轮603一侧固定连接有传动蜗杆601,传动蜗杆601通过转轴和轴承传动连接在成型机架1内腔一侧,传动蜗杆601另一端螺纹连接有蜗轮602,蜗轮602固定安装在拉伸辊8主轴外侧,传动齿框606一侧固定连接有第一伸缩杆607,第一伸缩杆607外侧壁套设有第二弹簧608,第二弹簧608两端分别与传动齿框606和第一伸缩杆607外侧壁一侧固定连接,第一伸缩杆607固定安装在成型机架1内腔一侧对应位置;
43.实施方式具体为:通过拉伸辊8的转动同步带动蜗轮602和传动蜗杆601传动,继而能够满足对拉伸辊8后侧机体动力部的单动力源传动,且拉伸辊8后侧可装配减速机构以及驱动电机保证传动稳定性,传动齿框606在移动时能够通过第一伸缩杆607挤压第二弹簧608,第二弹簧608能够利用自身弹力保证传动齿框606复位,提高传动齿框606移动稳定性。
44.请参阅图9,回热机构4包括回热腔板401,回热腔板401顶部固定连接有多个吹扫管402,吹扫管402顶部连通有多个吹扫喷嘴403,且吹扫管402两侧均连通有多个压缩气囊404,压缩气囊404固定安装在回热腔板401顶部,压缩气囊404与顶部挤压轮506底部相贴合,回热腔板401一侧通过连通管405连通有集热罩406,集热罩406一侧连通有回流泵407,集热罩406固设于成型机架1内腔并位于拉伸辊8底侧,集热罩406横截面形状呈锥形,吹扫管402横截面形状为弧形,且吹扫管402为柔性塑胶管,压缩气囊404为柔性塑胶气囊。
45.实施方式具体为:当移动框501移动时底部两侧的挤压轮506能够在拉动时挤压底侧压缩气囊404,压缩气囊404在受力挤压后能够将内侧气体冲入吹扫管402内,吹扫管402内通过回流泵407送入的回流热气能够在压缩气囊404通入气体的负压作用下向上通过吹扫喷嘴403喷出,通过吹扫喷嘴403喷出的预热空气能够在贴合罩504的封闭作用下进入移动框501和移动板508,同时在限位风嘴503的限位加压作用下对顶部拨动展开的蜂窝纸板纸芯缝隙处进行吹扫使其初步受热膨胀展开,等待后续拉伸定形,利用移动框501位移的实现喷发热量输出,无需额外添加动力源,实现对定型热量的回收利用,减少对加热资源的浪费,提高纸芯成型效果,集热罩406通过锥形的设置能够保证在底部吹扫管402吹扫进热时
对热量进行收集并通过顶部限位喷嘴喷出,集热罩406能够通过柔性结构保证对吹扫管402的充分贴合,弧形的吹扫管402能够保证在后侧压缩气囊404的气体通入后保证吹扫管402内的气体膨胀并通过吹扫喷嘴403喷出。
46.请参阅图2、3、7,驱动机构7包括分别固设于成型机架1内腔两侧的波浪板701,波浪板701一侧贴合有限位辊702,限位辊702一侧固定连接有固定杆703,固定杆703另一端固定连接有安装块704,安装块704滑动连接在移动框501内腔一侧,安装块704一侧固定连接有第二伸缩杆705,第二伸缩杆705另一端与移动框501内腔槽体一侧,第二伸缩杆705外侧壁套设有第三弹簧706,第三弹簧706两端分别与第二伸缩杆705和移动框501内腔槽体一侧固定连接,安装块704一侧与移动板508一侧固定连接,且多个移动板508之间固定连接并滑动连接在移动框501内腔开设的槽体内。
47.实施方式具体为:移动框501能够带动前端限位辊702与波浪板701的波浪延展进行贴合,限位辊702在移动时通过波浪板701波峰贴合带动安装块704在移动框501内腔槽体内移动带动一侧连接的移动板508和顶部限位风嘴503进行横向移动,横向移动的限位风嘴503能够对蜂窝纸板纸芯进行横向角度的初步展开分散,继续移动的限位辊702能够在进入波浪板701波谷位置时,第二伸缩杆705外部的第三弹簧706能够利用自身拉力带动固定杆703和限位辊702进行复位,通过移动框501的往复复位带动限位风嘴503进行往复运动吹扫并展开蜂窝纸板纸芯,保证对蜂窝纸板纸芯切口处的充分展开处理,使得预处理后的蜂窝纸板纸芯在后续拉绳处理定型时的支撑稳定性和拉伸效果。
48.一种蜂窝纸板纸芯拉伸成型方法,具体包括以下步骤:
49.s1、将需要对蜂窝纸板纸芯进行拉伸时,将蜂窝纸板纸芯通过前端入料支撑机构3进行入料后,前端部分的蜂窝纸板纸芯能够与底侧限位风嘴503顶部相贴合,当拉伸辊8驱动转动时,拉伸辊8能够同步带动蜗轮602转动,蜗轮602转动带动底部传动蜗杆601转动,传动蜗杆601转动带动另一侧主动齿轮603转动,所述主动齿轮603转动带动从动齿轮604以及一侧半齿轮605转动,半齿轮605转动能够带动一侧齿牙与传动齿框606内腔齿牙相接触,传动齿框606齿牙受力带动传动齿框606向一侧移动并推动一侧连接杆609移动,连接杆609移动拉动底部移动框501移动,移动框501移动能够带动顶部限位风嘴503对蜂窝纸板纸芯底部冲孔进行贴合拨动展开,实现在蜂窝纸板纸芯的预展开处理;
50.s2、当移动框501移动时,移动框501底部两侧的挤压轮506能够在拉动时挤压底侧压缩气囊404,压缩气囊404在受力挤压后能够将内侧气体冲入吹扫管402内,吹扫管402内通过回流泵407送入的回流热气能够在压缩气囊404通入气体的负压作用下向上通过吹扫喷嘴403喷出,通过吹扫喷嘴403喷出的预热空气能够在贴合罩504的封闭作用下进入移动框501和移动板508,同时在限位风嘴503的限位加压作用下对顶部拨动展开的蜂窝纸板纸芯缝隙处进行吹扫使其初步受热膨胀展开,等待后续拉伸定形;
51.s3、在移动框501移动时,移动框501能够带动前端限位辊702与波浪板701的波浪延展进行贴合,限位辊702在移动时通过波浪板701波峰贴合能够受力通过后侧固定杆703带动安装块704在移动框501内腔槽体内移动,安装块704移动能够带动一侧连接的移动板508和顶部限位风嘴503进行横向移动,横向移动的限位风嘴503能够对蜂窝纸板纸芯进行横向角度的初步展开分散,继续移动的限位辊702能够在进入波浪板701波谷位置时,第二伸缩杆705外部的第三弹簧706能够利用自身拉力带动一侧固定杆703和限位辊702进行复
位,从而能够通过移动框501的往复复位带动限位风嘴503进行往复运动吹扫并展开蜂窝纸板纸芯;
52.s4、当蜂窝纸板纸芯预处理后,通过后侧拉伸辊8转动带动蜂窝纸板纸芯进行转动进行拉伸处理后,顶部烘干机主体2通过加热对拉伸后的蜂窝纸板纸芯进行加热成型,加热后的空气能够通过底侧集热罩406的回流泵407进行预热收集后通过连通管405送入回热腔板401内,定型后的蜂窝纸板纸芯通过后侧出料支撑机构外侧的切割机构进行切割分段后,包装出料进行下一步操作,拉伸成型完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1