一种假捻变形机的制作方法
1.本实用新型所涉及的技术领域为,一种假捻变形机,特别是一种假捻变形机的冷却装置。
背景技术:
2.与本实用新型相关的现有技术之一为公开号为cn109790652a的专利文献。
3.该现有技术已经公开了一种假捻变形机的冷却装置,设有具有冷却槽的冷却元件。冷却槽与计量部件的出口端通过输送管道连接,计量部件的入口端通过输送管道与冷却液源连接。冷却液在计量装置的作用下被从冷却液源输送至冷却槽。冷却液在冷却槽的槽底的冷却液入口进入冷却槽。
4.纱线通过纱线入口进入冷却槽,并骑过冷却液入口前进。根据纱线的不同,冷却液以0.05毫升/分钟至5毫升/分钟的输送量被供入。大部分情况下,冷却液以较少的量被供入冷却槽,纱线由于刚加热后与瓷件摩擦从产生粉末,粉末与冷却液一同流动,从而附着在冷却槽的表面,冷却液本身的杂质也会发生同样的情况,所以在更严重的情况下粉末和杂质堆积在冷却槽的表面。基于对输送量的需求,冷却液入口以及输送管道具有纤细的直径。因此堆积的粉末状物体极可能造成管道以及冷却入口的堵塞。
5.该专利文献中未公开位于冷却槽上的冷却液出口。冷却液出口在配置需要时也会被设置在冷却液入口的下游侧。冷却液出口也具有与冷却液入口相同的纤细的直径,从而发生不可避免的堵塞。
技术实现要素:
6.本实用新型的目的是提供一种假捻变形机的冷却装置,能较好地防止粉状杂质在冷却槽上堆积,尤其在冷却液入口处造成的堵塞。
7.根据本实用新型的第一技术方案,一种假捻变形机,包括具有多个冷却元件的冷却装置,其利用冷却液冷却纱线,每根所述纱线前进时穿过所述冷却元件的冷却槽与所述冷却液接触,所述冷却液通过计量部件被输送至所述冷却元件,所述计量部件受控制装置的控制,所述计量部件输送所述冷却液的输出量在生产模式下是稳定的,所述控制装置具有冲洗模块,当所述控制装置进入和/或退出所述生产模式时,所述冲洗模块被激活从而控制所述计量部件以对所述冷却元件的所述冷却槽进行冲洗;
8.对于不同的纱线类型,所需要的冷却液的输出量不同。尽管如此,在生产模式下,所述冷却液的输出量需要是稳定的,因为不稳定的冷却液输出量会直接或者间接影响纱线的冷却效率,这种欠佳的冷却将反映到纱线断头率或者筒子染色效果上。冲洗模块的设置使得,所述冷却原件的所述冷却槽可得到冲洗,这里的冲洗指的是使冷却液的流速或者输出量增强,使得所述冷却槽上的粉末状物体以及杂质不再堆积在所述冷却槽上。当所述假捻变形机进入和/或退出所述生产模式时,所述冲洗模块被激活工作,也就是在,为了避免突然对纱线冷却效果带来干扰,所述计量部件在纱线穿过所述冷却元件前和/或纱线断裂
后对所述冷却槽进行冲洗。这样可避免粉状物体或者杂质堆积在所述冷却槽上,从而避免所述冷却槽上的冷却液入口被堵塞。
9.根据本实用新型的第二技术方案,所述冲洗模块被激活后,控制所述计量部件以所述稳定输出量下速度的至少1.5倍的速度运行。
10.根据纱线种类的不同,生产模式下所需要的冷却液的稳定输出量不尽相同。纱线的旦数越高,所需要的输出量越大。当粗旦丝的冷却已经需要较高的输出量时,冲洗速度下的输出量最小可为稳定输出量下速度的1.5倍。
11.根据本实用新型的第三技术方案,所述冲洗模块与触屏或者按钮连接以可被单独地、随时地激活。
12.除所述控制装置自动触发所述冲洗模块外,根据实际状况和需要,触摸触屏或者按压按钮来激活所述冲洗模块。
13.根据本实用新型的第四技术方案,所述冲洗模块具有一个定时电路,以将每次运行的时长控制在10s到120s的范围内。
14.所述冲洗模块的每次运行时间仅持续一段时间,使得其运行不会长时间干扰正常纱线的冷却。
15.在所述冷却槽内将所述冷却液施加至纱线在一定的冷却区段范围内进行。为此,根据本实用新型的第五技术方案,在冷却元件上的冷却槽以具有在100
‑
300毫米范围内的长度的形式实现。
16.根据本实用新型的第六技术方案,所述计量部件与一组所述冷却元件相连,使得所述冲洗模块的激活可对该组冷却元件的冷却槽进行冲洗。该方案中的一个计量部件置将冷却液输送给多个冷却元件,可批量冲洗。
17.根据本实用新型的第七技术方案,所述假捻变形机具有多个节,每节配备有一个节计量部件,将所述冷却液输送到多个所述冷却元件,其中,所述节计量部件由一个节控制装置控制,当所述节控制装置进入和/或退出所述生产模式,所述冲洗模块被激活以冲洗该节的所述冷却元件的所述冷却槽。
18.所述假捻变形机的多节之间相互独立,每节的冲洗功能可不影响其它节地、独立地被激活。
附图说明
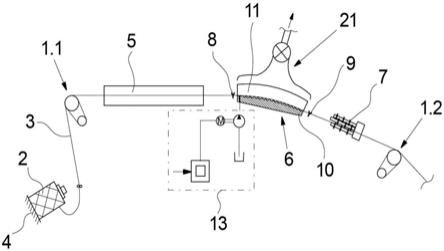
19.附图1为根据本实用新型的假捻变形机的变形区的视图;
20.附图2示意性示出根据本实用新型的图1的冷却装置的实施例;
21.附图3为,在假捻变形机的一节中,一个计量部件对应多个冷却元件设置的所述冷却装置的示意图。
具体实施方式
22.图1为假捻变形机局部、尤其是变形区的示意性视图。为此,假捻变形机具有供应位置4,其具有纱线3的喂给筒子2被保持在供应位置处。所述纱线3已在先作为预取向丝(poy)以熔纺方法制成。所述供应位置4配属有第一输送单元1.1。所述第一输送单元1.1在此实施例中由被缠绕多次的导丝盘单元形成。所述第一输送单元1.1和第二输送单元1.2之
间形成至所谓的变形区。所述第二输送单元1.2同样由被缠绕多次的导丝盘单元形成。所述输送单元1.1和1.2的类型在此是示例性的。原则上,所谓的夹持输送单元也可被用来引导纱线,在此,纱线在驱动轴和接触压辊和/或接触压带之间的夹持间隙内被引导。
23.加热装置5、冷却装置6、假捻装置7在纱线走向上被布置在所述变形区内。所述冷却装置6通过本实用新型的装置形成且在图2中被独立示出。
24.本实用新型冷却装置6的实施例具有长形的冷却元件10。冷却槽11在所述冷却元件10的顶侧上延伸。所述冷却槽11一直延伸到所述冷却元件10的端侧,其中所述冷却槽11在纱线入口配属有输入导丝件8,在纱线出口配属有输出导纱件9。所述冷却槽11具有弧形槽底17。
25.在冷却槽11的槽底17中的冷却液入口12通入纱线入口的区域。所述冷却液入口12通过输送管道26连通至计量装置13。在此实施例中的计量装置13具有连接至容器20的计量部件14。冷却液保存在输送容器20内。计量部件14最好以计量泵的形式实现并通过马达15被驱动。马达15由被连接至机器控制单元(在此未示出)的控制装置16来控制。
26.在所述冷却槽11的在所述冷却液入口12与纱线出口之间延伸的部分中的槽底17具有多个凹陷的槽窝18。如尤其可以从图2的显示中得到地,槽窝18在槽底17中形成凹陷,冷却液的累积形成在所述凹陷中。可以从图2显示中得到,抽吸装置21设置在所述冷却槽11上方。所述抽吸装置21被连通至未示出的真空源,使得由冷却液在纱线冷却中所产生的蒸汽可以被拦截和排走。所述冷却槽11以具有在100
‑
300毫米范围内的长度的形式实现。
27.在生产模式下,所述马达15以稳定的转速控制所述计量部件输出所述冷却液。所述冷却液的输出量在现有技术中得到相应的描述,在此不再赘述。生产模式下的冷却液输送量被要求是合适的且稳定的,这样能带来最优的冷却效果。最优的冷却效果带来如下优势:非常低的纱线断头率,以及优异的后道染色效果。所谓的生产模式,是指纱线正在所述变形区内被假捻变形处理。
28.所述控制装置16进一步具有冲洗模块19。被激活的所述冲洗模块19控制所述马达15以较高的转速控制所述计量部件14,从而增加所述冷却液的输出量。为了避免生产模式下对所述冷却槽进行冲洗,当所述控制装置16进入和/或退出所述生产模式时,所述冲洗模块19被激活从而控制所述计量部件14以对所述冷却元件10的所述冷却槽11进行冲洗。
29.所述控制装置16通过如下方式识别是否进入或退出所述生产模式:所述控制装置16除了控制所述计量部件的所述马达之外,还与其它感应元件和控制按钮连接,比如判断纱线是否存在纱线传感器和用于自动生头的按钮。如果在所述控制装置16所控制的区域内,第一个自动生头的按钮被按下,所述控制装置16将识别该区域进入生产模式。如果所述控制装置6所控制的区域内,纱线传感器感应到第一根纱线被生头,所述控制装置16将识别该区域进入生产模式。如果所述控制装置16所控制的区域内,纱线传感器感应到该区域内最后一个纱线断裂,所述控制装置16将识别该区域退出生产模式。
30.根据纱线种类的不同,生产模式下所需要的冷却液的稳定输出量不尽相同。纱线的旦数越高,所需要的输出量越大。当粗旦丝的冷却已经需要较高的输出量时,冲洗速度下的输出量最小可为稳定输出量下速度的1.5倍。并且,所述冲洗模块19具有一个未示出的定时电路,以将每次运行的时长控制在10s到120s的范围内。
31.冲洗模式下的冷却液会将堆积在所述冷却液入口12的堆积物冲出,并随着冷却液
较强的流动将附着在所述冷却槽11上的附着物带走。
32.进一步地,所述冲洗模块19与触屏或者按钮连接以可被单独地、随时地激活。这样设置的好处是,增加的冲洗模块被激活的可能性。比如说在退出生产模式后,需要多次进行冲洗时,触屏或者按钮使其成为可能。
33.图3示出一个计量部件对应多个冷却元件设置的所述冷却装置的示意图。假捻变形机以多个相同的节并排设置而构造。一节中具有一定数量的重复的如附图1所示的假捻变形区。如附图3的实施例所示,一节中具有6个冷却元件,这里其它的功能部件未被示出。所述6个冷却元件6.1
‑
6.2分别与节计量部件14相连,使得所述节计量部件14可同时供给所述冷却元件6.1
‑
6.6所需的冷却液。所述节控制装置16控制所述马达15以控制所述节计量部件14的冷却液输出量。当所述节控制装置16进入和/或退出所述生产模式,所述冲洗模块19被激活以冲洗该节的所述冷却元件6.1
‑
6.2的所述冷却槽。
34.假设该节假捻变形机起初处于停车模式,当按下一个位的生头按钮后,纱线在该位上开始生头时,所述节控制装置16识别该节开始进入生产模式。这里的识别方式在前文中已经提及,通过所述节控制装置16与该生头按钮进行电连接。此时,所述节控制装置16的所述冲洗模块19控制所述马达15以控制所述节计量部件14对所述冷却元件6.1
‑
6.6的所述冷却槽进行冲洗。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1