一种异色混纤DTY纤维的生产方法及其装置与流程
一种异色混纤dty纤维的生产方法及其装置
技术领域
1.本发明涉及混纤纤维生产技术领域,具体涉及一种异色混纤dty纤维的生产方法及其装置。
背景技术:
2.异色混纤dty纤维制成袜筒或面料后,弹性伸缩率强、蓬松性好等,主要用于生产窗帘、窗纱、沙发、遮光布等,深受市场广大客户的青睐,是一种新型环保,无公害的新材料,满足市场对此类新产品日益增长的需求。而目前生产一般设备或未经特殊改造不具备以上生产能力与产品效果,往往导致质量问题较多、面料风格、手感、色彩均匀度等达不到客户的要求。针对上述问题,本发明进行创新改进。
技术实现要素:
3.为克服现有技术的上述缺陷,本发明提出一种质量好,手感舒适的异色混纤dty纤维的生产方法及其装置。
4.本发明的具体实施方案如下:
5.本技术提供了本技术提供了一种异色混纤dty纤维的生产方法,其特征在于,包括以下步骤:
6.s1、将两种原丝通过原丝架和放丝器同时将丝束引入原丝管,使丝束通过压丝棒,再进入第一罗拉;
7.s2、进入上热箱进行拉伸变形;
8.s3、进入冷却板作拉伸后冷却定型,然后进入假捻器假捻;
9.s4、进入第二罗拉处时进行压缩空气网络,后进入关闭的下热箱;
10.s5、丝束通过第三罗拉送出,在通过导丝器最后在油轮上充分上油后至锭位摩擦辊进行卷绕成型后得成品。
11.采用上述一种异色混纤dty纤维的生产方法,黑色的poy原丝进入
→
丝束原丝管
→
网络咀
→
第一罗拉
→
上热箱
→
冷却板
→
假捻器
→
第二罗拉
→
网络咀
→
关闭的下热箱
→
第三罗拉
→
出丝导丝器
→
油轮上油
→
摩擦辊卷绕成型。其工艺参数是:速度:600~650米/分;上热箱温度:180~220℃;d/y:1.95;出丝比:-3.4%;卷绕比:-3.4%;成型络交角:28度;油剂型号:国产恒隆tk-3181油剂;上油频率:15.5hz。速度优选为610~640米/分,使得制得的成品回弹性好,易起绒、风格手感好,提高了产品的质量。
12.优选为:成品规格为80dtex/60f,两种原丝分别为50/24色丝fdy和30/36fcdp dty。
13.本技术同时提供了本技术提供了一种异色混纤dty纤维的生产装置,其特征在于,包括两个原丝架,两个原丝架的两内侧上分别安装有放丝器,两个原丝架上方分别设有原丝管,所述原丝管出丝的一侧上设有机架,所述机架靠近原丝管的一侧上设有压丝棒,所述机架靠近压丝棒的一侧上设有第一罗拉,所述机架位于第一罗拉的右上方上设有上热箱,
所述机架靠近上热箱的一侧上设有冷却板,所述机架位于冷却板的下方上设有假捻器,所述机架位于假捻器下方上设有第二罗拉,所述机架位于第二罗拉的下方上设有上网络咀,所述机架位于上网络咀的下方上设有下热箱,所述机架位于下热箱的左侧上设有第三罗拉,所述机架位于第三罗拉的左侧上设有出丝导丝器,所述机架位于出丝导丝器的上方上设有油轮,所述油轮右上方上设有摩擦辊,所述摩擦辊上设有与摩擦辊面接触的成品筒子。
14.采用上述一种异色混纤dty纤维的生产装置,使用时,将原丝筒装在两个原丝架上的放丝器上,一个原丝架的两个放丝器上装有原丝材料为50/24色丝fdy的原丝筒,另一个原丝架的两个放丝器上装有原丝材料为30/36fcdp dty的原丝筒,通过放丝器将原丝筒上的丝线放出,然后穿过原丝架上方对应的原丝管内,从原丝管吐出的丝束经过压丝棒后进入第一罗拉,再进入上热箱进行拉伸变形,上热箱优选为分段式可控加热,使受热更均匀,之后入冷却板作拉伸后冷却定型和进入假捻器假捻,使丝束具有良好的膨松度,然后经第二罗拉、上网络咀后进入下热箱,再丝束通过第三罗拉送出,通过出丝导丝器最后在油轮上充分上油后至锭位摩擦辊进行卷绕成成品筒子。优选地,在压丝棒和第一罗拉之间设有零罗拉,可以使两种丝线实现不同的牵伸倍数控制。设备中有的上网络咀可以按上述方法安装在第一罗拉前面,此方法为预网络方式,安装在第一罗拉后面,此方法为中网络方式,本套生产方法以中网络加工生产“麻灰”型特殊复合丝dty。其中压丝棒能很好地减少复合丝在进入进丝喂入罗拉前的张力波动,稳定丝束张力,通过此方法及设置的生产条件,可以在可制成内在指标具有不同风格的“麻灰”型特殊复合丝dty。通过对传统弹力丝机的相应改造,将弹力丝机改造成可以正常化大批量生产复合纤维的并网设备进行产品生产,克服了传统复合并网设备不能达到的要求,利用了弹力丝机具有高温定型和上油的功能,得到手感风格好的特性和较高的含油率,适合有针对性地制造异色混纤dty纤维。
15.优选为:所述下热箱和上网络咀之间设有压缩空气网络通道。
16.优选为:所述下热箱与第三罗拉之间设有下网络咀。
17.优选为:所述假捻器为1-5-1聚氨酯盘片。
18.优选为:所述假捻器通过单锭电机控制。
19.优选为:所述放丝器包括与原丝架固定连接的筒轴,所述筒轴上设有滚筒,所述滚筒靠近原丝架内侧的一端上设有环形凸起,所述筒轴远离原丝架内侧的一端上设有限制滚筒位置的限位组件,所述滚筒远离原丝架内侧的一端上设有用于固定原丝筒的固定组件,所述滚筒外周壁上沿轴向设有至少两组插槽,所述插槽沿滚筒轴向左右对称,所述插槽相邻两侧槽壁上设有第一槽孔,所述第一槽孔之间设有弧形弹性条。
20.优选为:所述限位组件包括设置在筒轴远离原丝架内侧的一端上的外螺纹段,所述外螺纹段上螺纹连接有限位块。
21.优选为:所述固定组件包括拉杆,所述滚筒远离原丝架内侧一端的端面上沿轴向设有不少于两个的第二槽孔,所述第二槽孔内底部设有弹簧,所述弹簧一端与拉杆连接,所述拉杆延伸出第二槽孔外设有相互垂直的竖杆。
22.本发明的有益效果将在实施例中详细阐述,从而使得有益效果更加明显。
附图说明
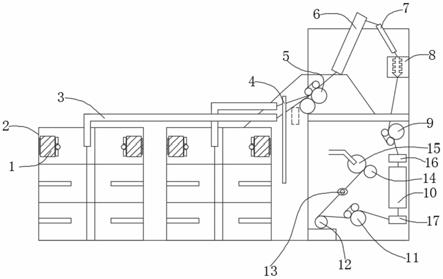
23.图1为本发明具体实施方式中生产装置结构示意图;
24.图2为本发明具体实施方式中滚筒结构示意图;
25.图3为本发明具体实施方式中滚筒正面结构示意图。
26.其中:
27.1、原丝筒;2、原丝架;3、原丝管;4、压丝棒;5、第一罗拉;6、上热箱;7、冷却板;8、假捻器;9、第二罗拉;10、下热箱;11、第三罗拉;12、出丝导丝器;13、油轮;14、摩擦辊;15、成品筒子;16、上网络咀;17、下网络咀;18、筒轴;19、滚筒;20、环形凸起;21、插槽;22、第一槽孔;23、弹性条;24、第二槽孔;25、弹簧;26、竖杆;27、限位块;28、拉杆。
具体实施方式
28.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员获得的所有其他实施例,都属于本技术保护的范围。
29.本技术的说明书和权利要求书中的术语“第一”、“第二”等是用于区别类似的对象,而不用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便本技术的实施例能够以除了在这里图示或描述的那些以外的顺序实施,且“第一”、“第二”等所区分的对象通常为一类,并不限定对象的个数,例如第一对象可以是一个,也可以是多个。此外,说明书以及权利要求中“和/或”表示所连接对象的至少其中之一,字符“/”,一般表示前后关联对象是一种“或”的关系。
30.下面结合附图,通过具体的实施例及其应用场景对本技术实施例进行详细地说明。
31.实施例1
32.本技术提供了一种异色混纤dty纤维的生产方法,在本发明具体实施例中,包括以下步骤:
33.s1、将两种原丝通过原丝架2和放丝器同时将丝束引入原丝管3,使丝束通过压丝棒4,再进入第一罗拉5;
34.s2、进入上热箱6进行拉伸变形;
35.s3、进入冷却板7作拉伸后冷却定型,然后进入假捻器8假捻;
36.s4、进入第二罗拉9处时进行压缩空气网络,后进入关闭的下热箱10;
37.s5、丝束通过第三罗拉11送出,在通过导丝器最后在油轮13上充分上油后至锭位摩擦辊14进行卷绕成型后得成品。
38.采用上述一种异色混纤dty纤维的生产方法,黑色的poy原丝进入
→
丝束原丝管3
→
网络咀
→
第一罗拉5
→
上热箱6
→
冷却板7
→
假捻器8
→
第二罗拉9
→
网络咀
→
关闭的下热箱10
→
第三罗拉11
→
出丝导丝器12
→
油轮13上油
→
摩擦辊14卷绕成型。其工艺参数是:速度:600~650米/分;上热箱温度:180~220℃;d/y:1.95;出丝比:-3.4%;卷绕比:-3.4%;成型络交角:28度;油剂型号:国产恒隆tk-3181油剂;上油频率:15.5hz。速度优选为610~640米/分,使得制得的成品回弹性好,易起绒、风格手感好,提高了产品的质量。
39.在本发明具体实施例中,成品规格为80dtex/60f,两种原丝分别为50/24色丝fdy和30/36fcdp dty。
40.也就是说,制得的成品规格为80dtex/60f,两种原丝材料分别为50/24色丝fdy和
30/36fcdp dty;
41.成品主要物理指标为:
42.线密度偏差率%:
±
2.5;
43.线密度cv值%:≤1.2;
44.断裂强度cn/dtex:≥2.0;
45.断裂强度cv值%:≤8.0;
46.断裂伸长率%:20
±
4.0;
47.断裂伸长cv值%:≤11.0;
48.卷曲收缩率%:28
±
3.0;
49.卷曲收缩率cv值%:≤10.0;
50.卷曲稳定度%:≥65.0;
51.沸水收缩率%:4.0
±
0.6;
52.含油率%:3.0
±
0.8;
53.网络度:个/m:90
±
20。
54.使得到的成品具有织物光泽感强,表面柔软舒适,且蓬松性好,还具有防静电、抗菌等特点。
55.实施例2
56.如图1所示,本技术同时提供了一种异色混纤dty纤维的生产装置,在本发明具体实施例中,包括两个原丝架2,两个原丝架2的两内侧上分别安装有放丝器,两个原丝架2上方分别设有原丝管3,所述原丝管3出丝的一侧上设有机架,所述机架靠近原丝管3的一侧上设有压丝棒4,所述机架靠近压丝棒4的一侧上设有第一罗拉5,所述机架位于第一罗拉5的右上方上设有上热箱6,所述机架靠近上热箱6的一侧上设有冷却板7,所述机架位于冷却板7的下方上设有假捻器8,所述机架位于假捻器8下方上设有第二罗拉9,所述机架位于第二罗拉9的下方上设有上网络咀16,所述机架位于上网络咀16的下方上设有下热箱10,所述机架位于下热箱10的左侧上设有第三罗拉11,所述机架位于第三罗拉11的左侧上设有出丝导丝器12,所述机架位于出丝导丝器12的上方上设有油轮13,所述油轮13右上方上设有摩擦辊14,所述摩擦辊14上设有与摩擦辊14面接触的成品筒子15。
57.采用上述一种异色混纤dty纤维的生产装置,使用时,将原丝筒1装在两个原丝架2上的放丝器上,一个原丝架2的两个放丝器上装有原丝材料为50/24色丝fdy的原丝筒1,另一个原丝架2的两个放丝器上装有原丝材料为30/36fcdp dty的原丝筒1,通过放丝器将原丝筒1上的丝线放出,然后穿过原丝架2上方对应的原丝管3内,从原丝管3吐出的丝束经过压丝棒4后进入第一罗拉5,再进入上热箱6进行拉伸变形,上热箱6优选为分段式可控加热,使受热更均匀,之后入冷却板7作拉伸后冷却定型和进入假捻器8假捻,使丝束具有良好的膨松度,然后经第二罗拉9、上网络咀16后进入下热箱10,再丝束通过第三罗拉11送出,通过出丝导丝器12最后在油轮13上充分上油后至锭位摩擦辊14进行卷绕成成品筒子15。优选地,在压丝棒4和第一罗拉5之间设有零罗拉,可以使两种丝线实现不同的牵伸倍数控制。设备中有的上网络咀16可以按上述方法安装在第一罗拉5前面,此方法为预网络方式,安装在第一罗拉5后面,此方法为中网络方式,本套生产方法以中网络加工生产“麻灰”型特殊复合丝dty。其中压丝棒4能很好地减少复合丝在进入进丝喂入罗拉前的张力波动,稳定丝束张
力,通过此方法及设置的生产条件,可以在可制成内在指标具有不同风格的“麻灰”型特殊复合丝dty。通过对传统弹力丝机的相应改造,将弹力丝机改造成可以正常化大批量生产复合纤维的并网设备进行产品生产,克服了传统复合并网设备不能达到的要求,利用了弹力丝机具有高温定型和上油的功能,得到手感风格好的特性和较高的含油率,适合有针对性地制造异色混纤dty纤维。
58.实施例4
59.在本发明具体实施例中,除了包括前述实施例的结构特征,所述下热箱10和上网络咀16之间设有压缩空气网络通道。
60.通过采用上述技术方案,通过设置压缩空气网络通道,在丝束通过第二罗拉时,使丝束中的各根单丝间产生不规则的交络,形成具有良好抱合性能的结点丝条,并且使供气更加稳定,更加节能,避免丝束产生断头,毛丝等现象。
61.在本发明具体实施例中,如图1所示,所述下热箱10与第三罗拉11之间设有下网络咀17。
62.也就是说,通过设置下网络咀17,可以使网络牢度和网络个数增加,增加丝线传送的稳定性,提高产品质量。
63.实施例5
64.在本发明具体实施例中,如图1所示,除了包括前述实施例的结构特征,所述假捻器8为1-5-1聚氨酯盘片。
65.通过采用上述技术方案,假捻器8为增强型58mm 1-5-1聚氨酯盘片,代替了陶瓷片,以提高丝束的张力稳定性和减少机台的加捻毛絮,保证生产稳定性。
66.在本发明具体实施例中,所述假捻器8通过单锭电机控制。
67.通过采用上述技术方案,单锭电机的设置使得假捻变形效果更佳且更稳定。
68.实施例6
69.在本发明具体实施例中,如图1-3所示,除了包括前述实施例的结构特征,所述放丝器包括与原丝架2固定连接的筒轴18,所述筒轴18上设有滚筒19,所述滚筒19靠近原丝架2内侧的一端上设有环形凸起20,所述筒轴18远离原丝架2内侧的一端上设有限制滚筒19位置的限位组件,所述滚筒19远离原丝架2内侧的一端上设有用于固定原丝筒1的固定组件,所述滚筒19外周壁上沿轴向设有至少两组插槽21,所述插槽21沿滚筒19轴18向左右对称,所述插槽21相邻两侧槽壁上设有第一槽孔22,所述第一槽孔22之间设有弧形弹性条23。
70.通过采用上述技术方案,安装时,将原丝筒1插入滚筒19,弧形弹性条23两端可弯曲的通过第一槽孔22插入插槽21,弧形弹性条23两端抵在插槽21内,弧形弹性条23可以通过纱筒的重力使弯曲角度改变,并初步稳定的把纱筒固定在滚筒19上,原丝筒1一端被环形凸起20限定,另一端被固定组件限定在滚筒19上,然后将滚筒19插入筒轴18,通过限位件限定滚筒19在筒轴18上的位置,原丝筒1随着滚筒19在筒轴18上的转动而转动。也可以先安装好滚筒19,然后在滚筒19上插入原丝筒1,通过固定组件限定原丝筒1位置。在转动的同时原丝筒1由于环形凸起20和固定组件的限制而不会随意发生位移,使得丝线的放送过程更稳定,并且可以根据原丝筒1的大小长短来调整限位组件和固定组件的位置,方便了使用,节约了成本。
71.在本发明具体实施例中,如图2-3所示,所述限位组件包括设置在筒轴18远离原丝
架2内侧的一端上的外螺纹段,所述外螺纹段上螺纹连接有限位块27。
72.也就是说,滚筒19在套入筒轴18之后,在外螺纹上螺纹连接限位块27,通过旋转限位块27可以调整滚筒19在筒轴18上的位置,可以适应长度不同的原丝筒1,限位块27可以不用完全取下,不易丢失,操作方便。
73.在本发明具体实施例中,如图2-3所示,所述固定组件包括拉杆28,所述滚筒19远离原丝架2内侧一端的端面上沿轴向设有不少于两个的第二槽孔24,所述第二槽孔24内底部设有弹簧25,所述弹簧25一端与拉杆28连接,所述拉杆28延伸出第二槽孔24外设有相互垂直的竖杆26。
74.也就是说,使用时,通过拿住竖杆26拉出拉杆28,利用弹簧25的弹性转动竖杆26,使之垂直于滚筒19端面,此时竖杆26与筒轴18垂直;不用时转动竖杆26,使之横向位于端面上,可以根据不同长度的纱筒来选择拉出的长度,由于固定组件直接设置在滚筒19上,不需要拆卸,使用简单方便。
75.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。此外,需要指出的是,本技术实施方式中的方法和装置的范围不限按示出或讨论的顺序来执行功能,还可包括根据所涉及的功能按基本同时的方式或按相反的顺序来执行功能,例如,可以按不同于所描述的次序来执行所描述的方法,并且还可以添加、省去、或组合分别种步骤。另外,参照某些示例所描述的特征可在其他示例中被组合。
76.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1