一种可导电的聚丙烯复合纱线及其制备方法
1.本发明涉及复合材料技术领域,尤其涉及一种可导电的聚丙烯复合纱线及其制备方法。
背景技术:
2.聚丙烯是一种性能优良的热塑性合成树脂,具有耐化学性、耐热性、电绝缘性、高强度机械性能和良好的高耐磨加工性能等,无论是在工程作业还是日常用具中,聚丙烯都被广泛使用,聚丙烯材料也常常作为包覆纱芯纱被使用。
3.然而目前存在可导电的聚丙烯材料并不十分常见且制备方法并不严谨完善。专利cn 103937107a公开了一种导电聚丙烯的制备方法,运用高混机、密炼机多次混合提炼,使导电材料与聚丙烯材料混合以达到导电效果,然而其混合均匀程度仍有待考量,因此导电性能不稳定,达不到要求的效果。专利cn 104045913 a公开了一种导电聚丙烯材料的配方为聚丙烯50-70%、玻璃纤维5-10%、导电炭黑10-15%、偶联剂2-8%、增韧剂1-15%和阻燃剂3-10%,其理论上确具有导电性,然而此材料力学强度仍然较低,导电材料过少导致导电性能也无法满足需求。专利cn 110468459 a公开了一种复合聚丙烯材料,其制作方法将两种聚丙烯材料熔融融合后再进行喷丝,是一种高复合的材料,但是其性能仍然较为单一,不具备多个市场下的应用能力。专利cn 111073131 a公开了一种复合阻燃导电聚丙烯材料,其成型材料导电均匀,阻燃性能优良,运用导电填料,联合剂等试剂经过多次加工而成,这种制造方式虽增强了导电性,但是原料之间的联系不够紧凑,容易发生断裂、散落等情况,且多次成型的过程略显繁琐。专利cn 103724800 a公开了一种导电聚丙烯复合材料制备方法,其兼顾各个温度区间,注意到原料所需温度的变化,运用双螺旋杆挤出机并划分区域,最后再冷却牵条,风干切粒,然而其温度仅仅针对某种特殊情况设定,固定得过于死板,现实中几乎不可能达到,且没有说明除聚丙烯材料之外的其他材料如何融合。
技术实现要素:
4.为此,本发明所要解决的技术问题在于克服现有技术中导电聚丙烯存在的导电性能不稳定、制造成本高的问题。
5.为解决上述技术问题,本发明提供了一种可导电的聚丙烯复合纱线及其制备方法。
6.本发明的第一个目的是提供一种可导电的聚丙烯复合纱线,包括芯纱和包覆纱,所述芯纱包括铜丝和设置于铜丝表面的碳纤维,所述碳纤维以螺旋交错阶梯状结构对所述铜丝进行包裹;所述包覆纱包覆于所述芯纱的表面,所述包覆纱包括聚丙烯纤维和设置于所述聚丙烯纤维表面的混合材料,所述混合材料为钨颗粒和偶联剂;所述包覆纱是通过对芯纱进行循环电加热的同时包覆于所述芯纱表面。
7.在本发明的一个实施例中,所述铜丝为铜的合金材料康铜丝,此种电热丝在长期高温中运行,具有较好的抗氧化性,较高的熔点,并且其化学稳定性好,电阻率高,作为发热
丝能够使生产过程更加稳定,加热不易发生熔断等事故。
8.在本发明的一个实施例中,所述碳纤维的长度为50-60cm,以保证其不易在包覆过程中分散,使过程完整连贯。碳纤维具有高导电性、柔软性,值得一提的是,其纤维轴方向具有高强度,因此以螺旋交错阶梯状排列,并加以微捻,进一步使其增加可弯曲度,不易断裂。
9.在本发明的一个实施例中,所述聚丙烯纤维、钨颗粒和偶联剂的质量比为4-8:1:0.3-0.5。
10.在本发明的一个实施例中,所述聚丙烯纤维的线密度为10-20tex、导热系数为0.20-0.24w/mk;所述偶联剂为硅烷偶联剂。
11.在本发明的一个实施例中,所述聚丙烯购自上海赛科公司,牌号为s2040和/或s2045。所述聚丙烯为嵌断共聚聚丙烯(pp-b),其乙烯含量较高,抗冲击性能相比其他聚丙烯材料具有明显优势,一定程度的刚性也提高了冲击强度。
12.在本发明的一个实施例中,所述硅烷偶联剂为硅烷偶联剂kh560、kh540和kh550中的一种或多种。采用硅烷偶联剂不易发生自聚因而不易使复合材料的热导率下降,可以提高复合材料间的联合性。
13.本发明的第二个目的是提供所述的聚丙烯复合纱线的制备方法,包括以下步骤,
14.s1、芯纱经过水浸润,得到预处理芯纱;
15.s2、对s1步骤所述预处理芯纱进行循环电加热,得到循环电加热芯纱;
16.s3、采用熔喷法在s2步骤所述电加热芯纱表面包覆聚丙烯纤维,再采用静电纺丝法在聚丙烯纤维表面包覆混合材料,得到所述聚丙烯复合纱线;所述混合材料为钨颗粒和偶联剂。
17.在本发明的一个实施例中,所述包覆纱机两端使用绝缘材料,并于高速旋转的芯纱两端接上电源正负极,起到通电加热的作用,需要注意的是,此高压电源将与静电纺丝机的高压电源分开接到电源上,两条支路的电流、电压大小互不影响。
18.在本发明的一个实施例中,所述制备方法以具有串并联功能的高压交流静电纺丝机为发生装置,包括包覆纱机、活塞压力推动仪器、注射器、高压静电纺丝电箱、测温仪和卷绕筒。
19.在本发明的一个实施例中,所述注射器安装于活塞压力推动仪器上,可设置喷出速度,以此调节按压速度,使得喷出的颗粒或液体可以基本保持匀速匀量。
20.在本发明的一个实施例中,所述测温仪设置于所述包覆纱机上,当温度达到100-150℃时机器将出于自我保护自动断开加热电流,0.3-0.6s后自动再次加热,由于碳纤维冷却加热极快,温度因此而保持在相对稳定的区间范围内,呈现出有规律的循环简短加热状态,保证了包覆纱机的经济高效同时达到加热的目的。
21.在本发明的一个实施例中,在s1步骤中,所述水浸润采用的是卷绕筒,所述卷绕筒为中空双层夹层卷绕筒。为防止进入前的碳纤维易分散,采用中空双层夹层的卷绕筒,出于水的浸润效果和表面张力,在中空夹层中注入少许水,保证卷绕筒上的碳纤维芯纱下端可以浸润水中。
22.在本发明的一个实施例中,在s2步骤中,所述循环电加热的加热温度为100-150℃,循环间隔的时间为0.3-0.6s。
23.在本发明的一个实施例中,在s2步骤中,所述循环电加热的芯纱长度为30-50cm。
24.在本发明的一个实施例中,在s3步骤中,所述熔喷过程中聚丙烯的熔体流量为0.05-0.08ml/h;熔融温度为260-270℃。该温度下可以保证聚丙烯纤维的熔融状态,在此状态下聚丙烯纤维的粘附性也极佳。
25.在本发明的一个实施例中,在s3步骤中,所述熔喷过程中聚丙烯形成锥形纱网,熔喷喷头距离锥形纱网18-22cm,静电纺丝喷头距离锥形纱网23-27cm
26.在本发明的一个实施例中,在s3步骤中,所述混合材料是从两支所述注射器喷出,均匀喷洒包覆在聚丙烯混合材料外层,以增加材料间的联合性,增加本复合纱线的导电性。
27.本发明的技术方案相比现有技术具有以下优点:
28.(1)本发明所述的聚丙烯复合纱线整体具有高导电性的同时具有相对较高强度,不易断裂,可满足多种情况下对于可导电纱线的需求。
29.(2)本发明所述的聚丙烯复合纱线通过通电来达到加热的目的,使得其芯纱温度能够稳定保持在一定范围内,制备自动化程度更高,更加便捷且稳定。该通循环电加热模式相比传统外部加热更加节能,它可以实现自我调控停止,使得制作过程更加节电节能,符合可持续发展理念。
30.(3)本发明所述的聚丙烯复合纱线的芯纱中的碳纤维采用螺旋阶梯式排列,纱线的强度与柔韧性达到很好的平衡,纱线在自身功能基础上更容易令人信任其强度。
31.(4)本发明所述的聚丙烯复合纱线采用钨金属,有效提升本复合纱线的抗氧化性能和硬度,钨的化学性质非常稳定,常温时不跟空气和水反应,不加热时,任何浓度的盐酸、硫酸、硝酸、氢氟酸以及王水对钨都不起作用。
附图说明
32.为了使本发明的内容更容易被清楚地理解,下面根据本发明的具体实施例并结合附图,对本发明作进一步详细的说明,其中:
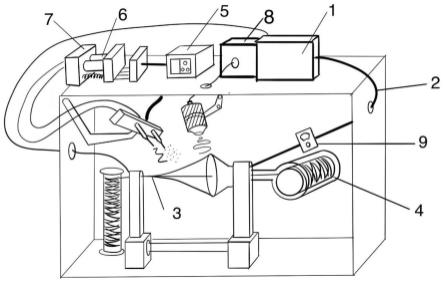
33.图1为本发明高压交流静电纺丝机的主视图。
34.图2为本发明高压交流静电纺丝机的低压电箱的放大图。
35.图3为本发明聚丙烯复合纱线的立体图。
36.图4为本发明高压交流静电纺丝机的卷绕筒的放大图。
37.图5为本发明高压交流静电纺丝机的侧视图。
38.附图标记说明:1-低压电箱、1.1为双控开关,1.2为铜丝发热丝、2-导线、3-聚丙烯复合纱线、3.1-铜丝,3.2-碳纤维,3.3-聚丙烯纤维,3.4-偶联剂,3.5-钨颗粒、4-卷绕筒、4.1-水,4.2-外层透明壳,4.3-内层芯纱卷绕筒,4.4-芯纱出口及注水口、5-高压静电纺丝电箱、6-注射器、7-活塞压力推动仪器、8-熔喷仪器、9-测温仪。
具体实施方式
39.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
40.在本发明中,除非另有说明,聚丙烯购自上海赛科公司,牌号为s2040。
41.在本发明中,除非另有说明,偶联剂为kh560。
42.本发明的可导电的聚丙烯复合纱线以具有串并联功能的高压交流静电纺丝机为
发生装置,包括包覆纱机、活塞压力推动仪器7、注射器6、高压静电纺丝电箱5、测温仪9和卷绕筒4。
43.低压电箱1控制包覆纱机两侧加电,1.1为自动可控开关,与低压电箱1处于同一电路中,与测温仪9串联,由导线2将其串起,负责维持循环间断加热程序,其中铜丝发热丝1.2同时也是芯纱的中心组成部分,在电路中起到发热丝的作用。
44.实施例1
45.参照图1所示,一种可导电的聚丙烯复合纱线及其制备方法,具体包括以下步骤:
46.芯纱包括铜的合金材料康铜丝3.1和碳纤维3.2,碳纤维3.2运用直径为0.07mm长度为50cm的单丝碳纤维20根并加以微捻。
47.芯纱经过卷绕筒4中水4.1的浸润,轻轻粘合为芯纱丝束,于芯纱出口及出水口4.4导出穿入包覆纱机中,芯纱卷绕于内层芯纱卷绕筒4.3上,透过透明外壳4.2可随时观测到水位线以及芯纱的情况,便于水和芯纱的及时补充与收放。
48.在包覆阶段,对芯纱(芯纱中铜丝3.1)进行电加热,包覆纱机上带有测温仪9,温度到达100℃时机器将出于自我保护自动断开加热电流,0.5s后自动再次加热,由于碳纤维冷却加热极快,温度因此而保持在相对稳定的区间范围内,呈现出有规律的循环简短加热状态,转速为300r/min,此时熔体流量为0.05ml/h,熔融温度为260℃的聚丙烯纤维3.3材料于熔喷仪器8中喷出黏附于泰勒锥底端,水分蒸发的同时,外层进行多层包覆,收束之前钨颗粒3.5和偶联剂3.4经过注射器6由活塞压力推动仪7推出包覆于聚丙烯纤维3.3外,使得纱线的导电能力更显著,原料之间的联系更加紧密,此时制作的聚丙烯复合纱线3更细更轻,其中聚丙烯纤维的线密度为12tex、导热系数为0.23w/mk。
49.其中电加热的芯纱长度为40cm,熔喷喷头距离锥形纱网设置为20cm,静电纺丝喷头距离锥形纱网设置为25cm。聚丙烯、钨颗粒与偶联剂的质量比为5:1:0.4,低压电箱的电压设置为10v,高压电箱的电压设置为20kv。
50.小丝束碳纤维碳化设备好,生产工艺把控严格,重量轻,柔韧性好,适合应用于医疗材料、体育休闲领域。
51.实施例2
52.一种可导电的聚丙烯复合纱线及其制备方法,具体包括以下步骤:
53.芯纱包括铜的合金材料康铜丝3.1和碳纤维3.2,碳纤维3.2运用直径为0.07mm长度为50cm的单丝碳纤维20根并加以微捻。
54.芯纱经过卷绕筒4中水4.1的浸润,轻轻粘合为芯纱丝束,于芯纱出口及出水口4.4导出穿入包覆纱机中,芯纱卷绕于内层芯纱卷绕筒4.3上,透过透明外壳4.2可随时观测到水位线以及芯纱的情况,便于水和芯纱的及时补充与收放。
55.在包覆阶段,对芯纱(芯纱中铜丝3.1)进行电加热,包覆纱机上带有测温仪9,温度到达150℃时机器将出于自我保护自动断开加热电流,0.4s后自动再次加热,由于碳纤维冷却加热极快,温度因此而保持在相对稳定的区间范围内,呈现出有规律的循环简短加热状态,转速为300r/min,此时熔体流量为0.05ml/h,熔融温度为260℃的聚丙烯纤维3.3材料于熔喷仪器8中喷出黏附于泰勒锥底端,水分蒸发的同时,外层进行多层包覆,收束之前钨颗粒3.5和偶联剂3.4经过注射器6由活塞压力推动仪7推出包覆于聚丙烯纤维3.3外,使得纱线的导电能力更显著,原料之间的联系更加紧密,此时制作的聚丙烯复合纱线3更细更轻,
其中聚丙烯纤维的线密度为12tex、导热系数为0.23w/mk。
56.其中电加热的芯纱长度为40cm,熔喷喷头距离锥形纱网设置为20cm,静电纺丝喷头距离锥形纱网设置为25cm。聚丙烯、钨颗粒与偶联剂的质量比为5:1:0.4,低压电箱的电压设置为10v,高压电箱的电压设置为20kv。
57.小丝束碳纤维碳化设备好,生产工艺把控严格,重量轻,柔韧性好,适合应用于医疗材料、体育休闲领域。
58.实施例3
59.一种可导电的聚丙烯复合纱线及其制备方法,具体包括以下步骤:
60.芯纱包括铜的合金材料康铜丝3.1和碳纤维3.2,碳纤维3.2运用直径为0.07mm长度为50cm的单丝碳纤维20根并加以微捻。
61.芯纱经过卷绕筒4中水4.1的浸润,轻轻粘合为芯纱丝束,于芯纱出口及出水口4.4导出穿入包覆纱机中,芯纱卷绕于内层芯纱卷绕筒4.3上,透过透明外壳4.2可随时观测到水位线以及芯纱的情况,便于水和芯纱的及时补充与收放。
62.在包覆阶段,对芯纱(芯纱中铜丝3.1)进行电加热,包覆纱机上带有测温仪9,温度到达100℃时机器将出于自我保护自动断开加热电流,0.5s后自动再次加热,由于碳纤维冷却加热极快,温度因此而保持在相对稳定的区间范围内,呈现出有规律的循环简短加热状态,转速为300r/min,此时熔体流量为0.08ml/h,熔融温度为260℃的聚丙烯纤维3.3材料于熔喷仪器8中喷出黏附于泰勒锥底端,水分蒸发的同时,外层进行多层包覆,收束之前钨颗粒3.5和偶联剂3.4经过注射器6由活塞压力推动仪7推出包覆于聚丙烯纤维3.3外,使得纱线的导电能力更显著,原料之间的联系更加紧密,此时制作的聚丙烯复合纱线3更细更轻,其中聚丙烯纤维的线密度为12tex、导热系数为0.23w/mk。
63.其中电加热的芯纱长度为40cm,熔喷喷头距离锥形纱网设置为20cm,静电纺丝喷头距离锥形纱网设置为25cm。聚丙烯、钨颗粒与偶联剂的质量比为8:1:0.4,低压电箱的电压设置为10v,高压电箱的电压设置为20kv。
64.小丝束碳纤维碳化设备好,生产工艺把控严格,重量轻,柔韧性好,适合应用于医疗材料、体育休闲领域。
65.实施例4
66.一种可导电的聚丙烯复合纱线及其制备方法,具体包括以下步骤:
67.芯纱包括铜的合金材料康铜丝3.1和碳纤维3.2,碳纤维3.2运用直径为0.1mm长度为60cm的单丝碳纤维30根并加以微捻。
68.芯纱经过卷绕筒4中水4.1的浸润,轻轻粘合为芯纱丝束,于芯纱出口及出水口4.4导出穿入包覆纱机中,芯纱卷绕于内层芯纱卷绕筒4.3上,透过透明外壳4.2可随时观测到水位线以及芯纱的情况,便于水和芯纱的及时补充与收放。
69.在包覆阶段,对对芯纱(芯纱中铜丝3.1)进行电加热,包覆纱机上带有测温仪9,温度到达100℃时机器将出于自我保护自动断开加热电流,0.5s后自动再次加热,由于碳纤维冷却加热极快,温度因此而保持在相对稳定的区间范围内,呈现出有规律的循环简短加热状态,转速为300r/min,此时熔体流量为0.05ml/h,熔融温度为260℃的3.3聚丙烯纤维材料于熔喷仪器8中喷出黏附于泰勒锥底端,水分蒸发的同时,外层进行多层包覆,收束之前钨颗粒3.5和偶联剂3.4经过注射器6由活塞压力推动仪7推出包覆于聚丙烯纤维3.3外,使得
纱线的导电能力更显著,原料之间的联系更加紧密,此时制作的聚丙烯复合纱线3更细更轻,其中聚丙烯纤维的线密度为12tex、导热系数为0.23w/mk。
70.其中电加热的芯纱长度为40cm,熔喷喷头距离锥形纱网设置为20cm,静电纺丝喷头距离锥形纱网设置为25cm。聚丙烯、钨颗粒与偶联剂的质量比为5:1:0.4,低压电箱的电压设置为10v,高压电箱的电压设置为20kv。
71.小丝束碳纤维碳化设备好,生产工艺把控严格,重量轻,柔韧性好,适合应用于医疗材料、体育休闲领域。
72.对比例1
73.基本同实施例1,外层不喷钨颗粒而改喷导电炭黑,其导电性确实会再次提升,然而不再具备抗氧化、耐弱酸强碱等特性,复合纱线整体性能较为单一,现在钨颗粒的性能与碳纤维丝束的性能互补融合,纱线整体更坚硬。
74.对比例2
75.基本同实施例1,芯纱的不使用碳纤维包覆铜丝,而直接使用传统聚丙烯材料纱线,外层喷射钨颗粒和偶联剂,仅仅依靠钨颗粒维持导电性,显然是治标不治本的,无法满足复合纱线在实际应用中对导电性的高需求,且纱线的强度低,导电炭黑也极容易发生脱落情况,纱线整体较为松散,性能单一且不具备抗氧化等其他有益效果。
76.测试例1
77.对实施例1-4和对比例1-2制备的纱线,进行性能测试。
78.电阻率计算公式:物理学,上海科学技术出版社,2012.07,第95页.r
l
=r/l。
79.断裂强力测定方法:[1]gb/t 3916-2013,纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定(cre法)[s].
[0080]
线密度测量方式:采用杭州德为仪器科技有限公司制造的yg086纱框测长仪和上海市佑科仪器表有限公司制造的yp10002电子天平对试样进行测长称重,计算纤维的线密度。
[0081]
导热系数测定方法:赵领航,蔡普宁,贾哲昆,等.金属纤维及其混纺纱线直径系数的计算及测试[j].产业用纺织品,2015,33(8):41-44.doi:10.3969/j.issn.1004-7093.2015.08.009.
[0082]
表1所示为最终测得的性能参数:
[0083]
表1
[0084][0085]
根据表1可以看出:实施例中的加热温度有助于提升复合纱线的黏合程度,纱线的断裂强度相应提高,然而导电性会因此有所下降;在提高聚丙烯纤维材料的熔体流量,增大聚丙烯用量,大幅度升复合纱线的黏合程度,纱线断裂强度高,然而导热系数有所下降;在
增加碳纤维的根数、粗细程度以及长度,大幅度提升了导电率与线密度;由对比例1可以看出不喷钨颗粒而改用导电炭黑导致导电性大幅度下降,导热系数也相应降低,各方面性能都差于实施例;由对比例2可以看出传统聚丙烯纱线各方面性能大幅度下降,由此本技术复合纱线相较于传统纱线的优越之处。
[0086]
显然,上述实施例仅仅是为清楚地说明所作的举例,并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1