纺丝设备的制作方法
1.本发明涉及一种纺丝设备。
背景技术:
2.纺丝设备具备以纺出由熔融聚合物形成的多根丝线的方式构成的纺丝装置。在纺丝装置所具有的多个纺丝组件的下端部配置有纺丝喷丝头。从该纺丝喷丝头纺出的丝线,由冷却装置冷却,并由油剂施加装置所具有的供油导丝器施加油剂。
3.在这种纺丝设备中,在对丝线种类进行变更时,为了变更从纺丝喷丝头到供油导丝器的距离,使油剂施加装置升降的技术是公知的。例如,专利文献1公开了如下技术:具备使对熔融纺丝的丝线施加油剂的计量供油排出喷嘴装置上下升降,使供油高度的位置变更的装置。在该专利文献1中公开了如下技术:在滚珠丝杠的轴承上固定设置托架,经由马达、齿轮、链、齿轮使滚珠丝杠转动,通过控制马达的旋转的正反,由此能够选择使计量供油排出喷嘴上升、下降。
4.专利文献1:日本特开2003-013323号公报
5.但是,根据专利文献1所记载的技术,通过控制装置对马达的旋转的正反进行控制,因此不仅作为油剂施加装置的计量供油排出喷嘴装置成为大型装置,在成本方面也有可能变得高价。
技术实现要素:
6.本发明是鉴于以上的课题而完成的,其目的在于提供一种纺丝设备,能够通过简单的构成使油剂施加装置适当地升降。
7.(1)本发明的纺丝设备的特征在于,具备:
8.纺丝装置,从多个喷丝头分别朝向下方纺出丝线;
9.油剂施加装置,配置在上述纺丝装置的下方,包括对从上述多个喷丝头纺出的多根丝线分别施加油剂的多个供油导丝器;
10.支承部件,对上述多个供油导丝器进行支承;以及
11.升降装置,使上述油剂施加装置相对于上述纺丝装置升降,
12.上述升降装置包括:
13.至少两个线材,将上述支承部件至少在2个部位进行连接,从上方支承上述支承部件;以及
14.操作部,使与上述至少两个线材连接的上述支承部件升降。
15.根据上述(1)所记载的纺丝设备,仅通过使与支承部件连接的线材升降的简易构成,就能够使油剂施加装置升降。并且,在至少2个部位将支承部件与线材连接,因此与将支承部件与线材在1个部位连接的情况相比,能够使多个供油导丝器平衡良好地升降。
16.(2)在本发明的纺丝设备中更优选为,
17.上述升降装置进一步包括:
18.卷取部件,将上述至少两个线材各自的一部分或者全部通过旋转进行卷取,使与上述线材连接的上述支承部件升降;以及
19.锁定机构,对上述卷取部件的旋转进行锁定。
20.根据上述(2)所记载的纺丝设备,由于能够使线材在任意的位置停止,因此更优选。特别是,不仅存在变更丝线种类的情况,还存在不变更丝线种类也想使油剂施加装置升降的情况,但在这种情况下,与变更丝线种类的情况相比使油剂施加装置升降的范围较小。关于这一点,根据上述构成,由于能够使线材在任意的位置停止,因此还能够对应想要使油剂施加装置稍微升降的情况。
21.(3)在本发明的纺丝设备中更优选为,
22.上述操作部构成为,能够使上述卷取部件旋转,且能够在从上述油剂施加装置向前方侧离开1m范围内的位置处进行操作。
23.根据上述(3)所记载的纺丝设备,能够在从油剂施加装置分离的位置处对操作部进行操作,并能够在一边确认油剂施加装置在上下方向上的移动量一边对操作部进行操作,因此更优选。由此,不使纺丝设备的运行停止,即使在纺丝设备的运行中也能够使油剂施加装置升降。另外,“向前方侧分离1m范围内的位置”,只要是作业者能够一边确认油剂施加装置在上下方向上的移动量一边对操作部进行操作的位置即可。
24.(4)在本发明的纺丝设备中更优选为,
25.上述锁定机构为具有蜗杆以及蜗轮的蜗轮蜗杆副,
26.上述操作部构成为,轴向与上述蜗杆相同,且能够使与上述蜗杆连结的棒状部件旋转,
27.上述卷取部件构成为,与上述蜗轮同轴旋转。
28.根据上述(4)所记载的纺丝设备,当对操作部进行操作而使棒状部件旋转时,蜗杆进行旋转,因此更优选。于是,当蜗杆旋转时,蜗轮旋转,与蜗轮同轴的卷取部件旋转,能够使线材升降。通过这种简单的构成,能够使油剂施加装置升降。并且,通过使用棒状部件,能够在从油剂施加装置分离的位置处对操作部进行操作,即使在纺丝设备的运行中也能够使油剂施加装置升降。
29.(5)在本发明的纺丝设备中更优选为,
30.上述支承部件具有至少两个线材中的一个线材所连接的第一连接部以及与上述一个线材不同的另一个线材所连接的第二连接部,
31.上述升降装置进一步包括:
32.第一绳轮,卷挂与上述第一连接部连接的上述一个线材而对该一个线材施加张力;
33.第二绳轮,卷挂与上述第二连接部连接的上述另一个线材而对该另一个线材施加张力;以及
34.张力调整装置,变更上述第一绳轮以及上述第二绳轮中的至少任一方的位置。
35.根据上述(5)所记载的纺丝设备,通过变更第一绳轮以及第二绳轮中的至少任一方的位置,能够变更一个线材及另一个线材中的至少任一方的张力,因此更优选。于是,能够调整对多个供油导丝器进行支承的支承部件在左右方向上的高度位置,能够使从喷丝头到供油导丝器的距离在沿着左右方向配置的多个供油导丝器之间不产生偏斜而几乎相同。
36.(6)在本发明的纺丝设备中更优选为,
37.上述支承部件具有至少两个线材中的一个线材所连接的第一连接部以及与上述一个线材不同的另一个线材所连接的第二连接部,
38.上述升降装置进一步包括:
39.第一外插部件,设置在上述第一连接部与上述卷取部件之间,内插有上述一个线材;以及
40.第二外插部件,设置在上述第二连接部与上述卷取部件之间,内插有上述另一个线材。
41.根据上述(6)所记载的纺丝设备,通过部件数量较少的简易的构造就能够使油剂施加装置升降,不仅能够实现低成本化,而且能够抑制构成油剂施加装置的部件破损。另外,一个线材及另一个线材分别例如不设置绳轮等部件而内插于第一外插部件以及第二外插部件。因此,例如即使在对现有的纺丝设备设置升降装置的情况那样、设置场所受到限制那样的情况下,也能够将升降装置容易地设置于纺丝设备。
42.(7)在本发明的纺丝设备中更优选为,
43.上述第一外插部件以及上述第二外插部件分别被设置为,上述一个线材以及上述另一个线材相对于上述支承部件沿着大致铅垂方向连接。
44.根据上述(7)所记载的纺丝设备,一个线材及另一个线材相对于支承部件沿着大致铅垂方向连接,因此能够经由支承部件使油剂施加装置顺畅地升降。特别是,在使油剂施加装置上升时,能够抑制将油剂施加装置抬起的力分散,能够高效地将油剂施加装置抬起。
45.(8)在本发明的纺丝设备中更优选为,
46.进一步包括张力调整装置,该张力调整装置能够变更上述一个线材以及上述另一个线材中的至少任一个的张力。
47.根据上述(8)所记载的纺丝设备,通过变更一个线材及另一个线材中的至少任一个的张力,由此能够变更一个线材及另一个线材中的至少任一方的张力,因此更优选。于是,能够通过简单的构造使油剂施加装置升降,并且能够使从喷丝头到供油导丝器的距离在沿着左右方向配置的多个供油导丝器之间不产生偏斜而几乎相同。
48.(9)在本发明的纺丝设备中更优选为,
49.在从特定的方向观察的情况下,上述多个供油导丝器在一个方向上规则地排列配置,
50.上述支承部件能够对在上述一个方向上排列且规则地配置的上述多个供油导丝器进行支承,
51.上述至少两个线材将上述支承部件支承为在上述一个方向上不会产生重量平衡的偏斜。
52.根据上述(9)所记载的纺丝设备,对多个供油导丝器进行支承的支承部件,以在一个方向上不产生重量平衡的偏斜的方式至少通过两个线材进行支承,因此更优选。于是,能够使从喷丝头到供油导丝器的距离在沿着左右方向配置的多个供油导丝器之间不产生偏斜而几乎相同。
53.另外,本发明的纺丝设备不必须具备上述(1)~(9)所记载的全部构成。例如,在上述(1)所记载的纺丝设备的发明中,上述(2)~(9)所记载的构成不是必须的。另外,在能够
实现整合的范围内,也能够将上述(1)所记载的构成、上述(2)~(9)所记载的构成中的一部分构成或者所有构成任意地组合而成的设备作为本发明的纺丝设备。例如,能够将上述(1)所记载的构成、上述(2)所记载的构成组合而成的构成作为本发明的纺丝设备,能够将上述(1)所记载的构成、上述(2)所记载的构成、上述(6)所记载的构成组合而成的构成作为本发明的纺丝设备。但是,上述(5)所记载的构成、上述(6)~(8)中的任一项所记载的构成的组合超过能够实现整合的范围,因此无法将这种组合作为本发明的纺丝设备。
54.发明效果
55.根据本发明,能够提供可通过简单的构成使油剂施加装置适当地升降的纺丝设备。
附图说明
56.图1是本实施方式的纺丝设备的概略图的一个例子。
57.图2是不是本实施方式的油剂装置的主视图的一个例子的概略图。
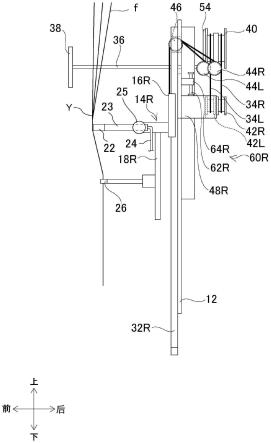
58.图3是表示本实施方式的油剂装置的右视图的一个例子的概略图。
59.图4是表示本实施方式的油剂装置的后视图的一个例子的概略图。
60.图5是表示本实施方式的油剂施加装置升降的方式的概略图的一个例子。
61.图6是表示第二变形例的升降装置的概略图的一个例子。
62.图7是用于说明第三变形例的升降装置的图,且是表示油剂装置的后视图的一个例子的概略图。
63.图8是用于说明第三变形例的升降装置的图,且是表示形成于基底部件的开口部的周边的一个例子的概略图。
64.符号的说明
65.1 纺丝设备
66.10、100 油剂装置
67.12、120 基底部件
68.14l、14r 支承部件
69.20 油剂施加装置
70.22 供油导丝器
71.30、300 升降装置
72.34l、34r 金属线
73.38 手柄
74.40 绞盘
75.42l、42r a绳轮
76.50 蜗轮蜗杆副
77.60l、60r、94l、94r 张力调整装置
78.86l、86r 外侧线缆
具体实施方式
79.以下,参照附图对本发明的实施方式进行说明。另外,为了方便说明,上下方向、左
右方向以及前后方向的各方向如后述的各图所示。
80.[1.纺丝设备的概要]
[0081]
首先,参照图1对本发明的实施方式的纺丝设备1的概要进行说明。图1是纺丝设备1的概略图的一个例子。本发明的实施方式的纺丝设备1是用于生产由合成纤维形成的丝线y的设备。纺丝设备1具备纺丝装置2、冷却装置3、渐冷部(未图示)以及油剂装置10。
[0082]
纺丝装置2是构成为对由熔融聚合物形成的多根丝线y进行纺出的熔融纺丝装置,具有大致长方体形状的加热箱体6以及分别安装在形成于加热箱体6的多个组件壳体上的多个纺丝组件7。
[0083]
多个纺丝组件7沿着左右方向以锯齿状即在前后方向上交替地错开配置(省略图示)。从未图示的配管向各纺丝组件7供给高温的液状的熔融聚合物(丝线材料)。在各纺丝组件7的下端部配置有喷丝头8。多个喷丝头8分别例如具有多个喷嘴(未图示)。纺丝组件7将丝线材料从喷丝头8的多个喷嘴分别排出。从多个喷嘴分别排出的丝线材料由冷却装置3冷却,成为由多根长丝f构成的1根丝线y。即,从一个喷丝头8纺出1根丝线y。另外,各喷丝头8不是必须具有多个喷嘴,也可以仅具有一个喷嘴。在该情况下,丝线y作为单丝丝线而生成。
[0084]
冷却装置3配置在纺丝装置2的下侧,通过冷却风使从多个喷丝头8排出的丝线材料冷却而固化。冷却装置3构成为,例如能够通过气缸(未图示)而升降移动。在使纺丝设备1的运行停止而例如对喷丝头8等进行作业时,例如通过气缸(未图示)使冷却装置3下降。
[0085]
对于渐冷部未图示,但其配置在上下方向上的纺丝装置2与冷却装置3之间。渐冷部构成为,在从纺丝装置2排出的丝线材料由冷却装置3冷却之前的期间,使丝线材料逐渐冷却(渐冷)。
[0086]
油剂装置10具备油剂施加装置20(参照后述的图2),其配置在冷却装置3的下侧,包括对从多个喷丝头8纺出的多根丝线y施加油剂的多个供油导丝器22。在本实施方式中构成为,能够使该油剂施加装置20相对于纺丝装置2升降。
[0087]
[2.油剂装置的详细构成]
[0088]
接下来,对油剂装置10的详细的构成进行说明。图2是表示油剂装置10的主视图的一个例子的概略图。图3是表示油剂装置10的右视图的一个例子的概略图。图4是表示油剂装置10的后视图的一个例子的概略图。
[0089]
另外,在该说明书中,在参照图4而说明左右方向的情况下,以主视中的方向为基准。即,图4为后视图,因此在图4的纸面上,即使是左方也将其称为右方来进行说明,在图4的纸面上,即使是右方也将其称为左方来进行说明。
[0090]
如图2~图4所示,油剂装置10主要具备由矩形的板状部件构成的基底部件12、油剂施加装置20、支承油剂施加装置20的支承部件14l、14r以及使支承部件14l、14r相对于基底部件12升降的升降装置30。只要纺丝装置2与基底部件12之间的位置关系不改变,则通过使支承部件14l、14r相对于基底部件12升降,能够使支承部件14l、14r所支承的油剂施加装置20相对于纺丝装置2升降。
[0091]
另外,支承部件14l是与后述的轨道32l对应地设置的部件。另外,支承部件14r是与后述的轨道32r对应地设置的部件。
[0092]
[2-1.油剂施加装置]
相当于本发明的“一个线材”的情况下,“金属线34r”相当于本发明的“另一个线材”,在使“金属线34r”相当于本发明的“一个线材”的情况下,“金属线34l”相当于本发明的“另一个线材”。另外,“绞盘40”相当于本发明的“卷取部件”。
[0105]
(轨道)
[0106]
如图2以及图3所示,轨道32l、32r以大致铅垂方向成为长边方向的方式固定于基底部件12的前方侧的面上。轨道32l与轨道32r以左右对称的方式固定于基底部件12。
[0107]
上述滑动部16l、16r以能够沿着上下方向滑动的方式设置在轨道32l、32r上。滑动部16l、16r相对于轨道32l、32r滑动,由此能够相对于基底部件12沿着大致铅垂方向即上下方向升降。在轨道32l、32r的前面侧例如以1mm间隔记载有刻度,以便能够掌握上下方向的移动量。
[0108]
(金属线)
[0109]
金属线34l、34r分别与滑动部16l、16r的上端部连接,以便在比基底部件12靠前方侧从上方支承即悬吊滑动部16l、16r。
[0110]
另外,“金属线34l与滑动部16l连接的部位”以及“金属线34r与滑动部16r连接的部位”分别相当于本发明的“第一连接部”或者“第二连接部”。具体而言,在使“金属线34l”相当于本发明的“一个线材”的情况下,“金属线34l与滑动部16l连接的部位”相当于“第一连接部”,“金属线34r与滑动部16r连接的部位”相当于“第二连接部”。另外,在使“金属线34r”相当于本发明的“一个线材”的情况下,“金属线34r与滑动部16r连接的部位”相当于“第一连接部”,“金属线34l与滑动部16l连接的部位”相当于“第二连接部”。
[0111]
(绞盘)
[0112]
如图3以及图4所示,绞盘40配置在比基底部件12靠后方侧的位置。绞盘40是卷挂2根的类型(参照图3),分别卷挂有金属线34l以及金属线34r。绞盘40对金属线34l、34r施加张力,使与金属线34l、34r连接的滑动部16l、16r(参照图3,但是关于滑动部16l参照图2)沿着轨道32l、32r(参照图3,但是关于轨道32l参照图2)上下移动,或者保持上下方向上的位置。即,绞盘40能够经由滑动部16l、16r使连结部18l、18r所支承的油剂施加装置20在上下方向上移动。绞盘40被配置为,能够以与基底部件12的面大致正交的方向(即大致水平的前后方向)为旋转中心而旋转。绞盘40在基底部件12的后方侧配置在左侧上方,所输出的金属线34l、34r的方向为斜右下方。
[0113]
(a绳轮)
[0114]
如图3以及图4所示,a绳轮42l、42r分别配置在绞盘40与滑动部16l、16r之间,除了能够卷挂金属线34l、34r而施加张力以外,还能够变更金属线34l、34r的方向。a绳轮42l、42r被配置为,能够以与基底部件12的面大致正交的方向(即大致水平的前后方向)为旋转中心而旋转。
[0115]
如图4所示,a绳轮42l、42r分别在比基底部件12靠后方侧的位置,配置于比绞盘40靠右侧下方的位置。a绳轮42l、42r被配置为,旋转的轴向与绞盘40相同,能够以与基底部件12的面大致正交的方向(即大致水平的前后方向)为旋转中心而旋转。a绳轮42l与a绳轮42r配置于大致相同的高度位置,但通过后述的张力调整装置60l、60r能够使各个a绳轮42l、42r在上下方向上移动。a绳轮42l、42r将从绞盘40朝向斜右下方输出的金属线34l、34r的朝向变更为上方向而输出。
[0116]
另外,“a绳轮42l”以及“a绳轮42r”分别相当于本发明的“第一绳轮”或者“第二绳轮”。具体而言,在使“金属线34l”相当于本发明的“一个线材”的情况下,“a绳轮42l”相当于“第一绳轮”,“a绳轮42r”相当于“第二绳轮”。另外,在使“金属线34r”相当于本发明的“一个线材”的情况下,“a绳轮42r”相当于“第一绳轮”,“a绳轮42l”相当于“第二绳轮”。
[0117]
(b绳轮)
[0118]
如图3以及图4所示,b绳轮44l、44r分别配置在a绳轮42l、42r与滑动部16l、16r之间。b绳轮44l、44r除了能够卷挂金属线34l、34r而施加张力以外,还能够变更金属线34l、34r的方向。b绳轮44l、44r分别在基底部件12的后方侧配置在a绳轮42l、42r的正上方。b绳轮44l与b绳轮44r配置于大致相同的高度位置。b绳轮44l、44r配置为,能够以大致水平的左右方向为旋转中心而旋转。b绳轮44l、44ra将从绳轮42l、42r朝向上方输出的金属线34l、34r的朝向变更为斜前上方而输出(参照图3)。
[0119]
(c绳轮)
[0120]
如图3以及图4所示,c绳轮46l、46r分别配置在b绳轮44l、44r与滑动部16l、16r之间,除了能够卷挂金属线34l、34r而施加张力以外,还能够变更金属线34l、34r的方向。c绳轮46l、46r分别配置于在比b绳轮44l、44r靠斜前上方、且跨越基底部件12与轨道32l、32r而形成的孔。c绳轮46l、46r与b绳轮44l、44r相同地被配置为,能够以大致水平的左右方向为旋转中心而旋转。c绳轮46l、46r将从b绳轮44l、44r朝向斜前上方输出的金属线34l、34r的朝向变更为铅垂下方而输出(参照图2、图3)。
[0121]
(力传递轴)
[0122]
如图3以及图4所示,力传递轴36为将与基底部件12的面大致正交的方向(即大致水平的前后方向)作为轴向的长条的棒状部件,并贯通基底部件12。在力传递轴36的前方侧的顶端部设置有操作人员能够操作的手柄38(参照图2、图3)。当使手柄38向图2所示的圆弧的箭头方向旋转时,力传递轴36以轴向为旋转中心而旋转。另外,“手柄38”相当于本发明的“操作部”。
[0123]
(蜗轮蜗杆副)
[0124]
如图4所示,在力传递轴36与绞盘40之间配置有蜗轮蜗杆副50。蜗轮蜗杆副50具有蜗杆(螺旋齿轮)52以及与该蜗杆52螺合的蜗轮(斜齿轮)54。蜗杆52以与力传递轴36成为同轴的方式连结于力传递轴36的后方侧的顶端部。当力传递轴36以轴向为旋转中心而旋转时,蜗杆52与力传递轴36同轴旋转。蜗轮54与绞盘40为同轴,且与绞盘40一体构成。因此,当蜗轮54旋转时,与此相伴随而绞盘40旋转。
[0125]
本实施方式的蜗轮蜗杆副50具有使旋转力难以从蜗轮54侧向蜗杆52侧传递的自锁的功能。通过该自锁的功能,能够防止虽然未操作手柄38但由于油剂施加装置20的重力作用而绞盘40旋转。另外,“蜗轮蜗杆副50”相当于本发明的“锁定机构”。
[0126]
(张力调整装置)
[0127]
[2-4.张力调整装置]
[0128]
如图3以及图4所示,张力调整装置60l、60r分别与a绳轮42l、42r对应地配置在比基底部件12靠后方侧的位置。张力调整装置60l、60r分别使a绳轮42l、42r在上下方向上移动,由此能够调整对金属线34l、34r施加的张力。张力调整装置60l、60r分别使a绳轮42l、42r在上下方向上移动,由此能够相互独立地调整对金属线34l、34r分别施加的张力。
[0129]
张力调整装置60l、60r分别具备螺栓62l、62r以及固定块64l、64r。固定块64l、64r固定安装于基底部件12的后方侧的面。在固定块64l、64r中形成有与螺栓62l、62r螺合的内螺纹。张力调整装置60l、60r被配置为,螺栓62l、62r的下方侧的端部能够与托架48l、48r的上表面抵接。托架48l、48r被配置为,能够相对于基底部件12在上下方向上移动。托架48l、48r分别支承a绳轮42l、42r。
[0130]
当旋转螺栓62l、62r时,螺栓62l、62r相对于固定块64l、64r朝向上方或者下方移动。托架48l、48r在上方的极限位置由螺栓62l、62r的下方侧的端部的上下方向位置决定。因此,当使螺栓62l、62r相对于固定块64l、64r朝向下方移动时,能够使对金属线34l、34r施加的张力比螺栓62l、62r移动前变大。另一方面,当使螺栓62l、62r相对于固定块64l、64r朝向上方移动时,能够使对金属线34l、34r施加的张力比螺栓62l、62r移动前变小。如此,张力调整装置60l、60r通过调整螺栓62l、62r的下方侧的端部的上下方向位置,能够调整对金属线34l、34r施加的张力。作为其结果,对于配置在左右方向上的多个供油导丝器22,能够调整左右方向上的平衡,进而能够防止向左右任一方倾斜。另外,能够使滑动部16l、16r相对于轨道32l、32r顺畅地滑动。由此,对于配置在左右方向上的多个供油导丝器22的任一个,都能够使从喷丝头8(参照图1)到供油导丝器22的距离大致一定,能够有助于提供稳定的品质。
[0131]
另外,在本实施方式中构成为,设置张力调整装置60l以及张力调整装置60r,能够使a绳轮42l以及a绳轮42r中的任意一个在上下方向上移动,但并不限定于此。例如,也可以仅设置张力调整装置60l以及张力调整装置60r中的任一方。只要能够使a绳轮42l以及a绳轮42r中的至少任一方在上下方向上移动,则能够调整在左右方向上配置的多个供油导丝器22在左右方向上的平衡,能够防止其向左右任一方倾斜。
[0132]
[3.升降装置的作用]
[0133]
参照图2~图5对升降装置30的作用进行说明。图5是表示油剂施加装置20升降的方式的概略图的一个例子。在图5中,下降前的油剂施加装置20(供油导丝器22、支承托架25以及丝线限制导丝器26)由双点划线表示,下降后的油剂施加装置20由实线表示。
[0134]
在操作人员想要变更油剂施加装置20的上下方向的位置的情况下,使手柄38(参照图2)向右方或者左方旋转。当使手柄38旋转时,力传递轴36(参照图3)以轴向为旋转中心而旋转。当力传递轴36以轴向为旋转中心而旋转时,蜗杆52(参照图4)与力传递轴36同轴旋转。当蜗杆52旋转时,与蜗杆52螺合的蜗轮54(参照图4)旋转,与此相伴随绞盘40旋转。
[0135]
当绞盘40向卷取金属线34l、34r的方向旋转时,根据其旋转量而与金属线34l、34r连接的滑动部16l、16r沿着轨道32l、32r向上方移动。当滑动部16l、16r沿着轨道32l、32r向上方移动时,油剂施加装置20朝向上方移动、即从图5的实线所示的位置向双点划线所示的位置移动。
[0136]
另一方面,当绞盘40向与卷取金属线34l、34r的方向相反的方向旋转时,根据其旋转量而与金属线34l、34r连接的滑动部16l、16r沿着轨道32l、32r向下方移动。当滑动部16l、16r沿着轨道32l、32r向下方移动时,油剂施加装置20朝向下方移动、即从图5的双点划线所示的位置向实线所示的位置移动。
[0137]
[4.作用效果]
[0138]
根据本实施方式的纺丝设备1,仅通过操作手柄38,并使与滑动部16l、16r连接的
金属线34l、34r卷起或者放出的简单构成,就能够使油剂施加装置20(支承托架25、经由支承棒23而支承于支承托架25的供油导丝器22以及供油管24、丝线限制导丝器26等)升降。并且,金属线34l与滑动部16l连接,金属线34r与滑动部16r连接。即,金属线34l、34r在左右2处分别与滑动部16l、16r连接,因此与将滑动部与金属线在1处连接的情况相比,能够在保持左右方向上的平衡的同时使油剂施加装置20升降。
[0139]
另外,根据本实施方式的纺丝设备1,绞盘40能够对金属线34l、34r各自的一部分或者全部进行卷取。绞盘40对金属线34l、34r的卷取量根据绞盘40的旋转量来决定。另外,在力传递轴36与绞盘40之间配置有具有自锁功能的蜗轮蜗杆副50。因此,能够根据手柄38的操作量即绞盘40的旋转量,使油剂施加装置20在任意的上下方向位置停止。特别是,不仅存在变更丝线种类的情况,还存在即使不变更丝线种类也想要使油剂施加装置20升降的情况,但在该情况下,与变更丝线种类的情况相比升降范围较小。关于这一点,根据本实施方式的纺丝设备1,能够使金属线34l、34r在任意的位置停止,因此还能够对应于想要使油剂施加装置20稍微升降的情况。
[0140]
另外,根据本实施方式的纺丝设备1,当操作手柄38时,力传递轴36旋转,该力经由蜗轮蜗杆副50传递到绞盘40,绞盘40旋转。当绞盘40旋转时,经由与金属线34l、34r连接的滑动部16l、16r即支承部件14l、14r而油剂施加装置20升降。根据本实施方式的纺丝设备1,能够通过这种简单的构成使油剂施加装置20升降。并且,力传递轴36是沿着与基底部件12的面大致正交方向延伸长条状部件,手柄38设置在力传递轴36的前方侧的顶端部。因此,能够在油剂施加装置20的前方侧且是从油剂施加装置20分离的位置处设置手柄38,并且在从油剂施加装置20分离的位置处,作业者能够一边通过目视观察轨道32l、32r所记载的刻度而确认油剂施加装置20在上下方向上的移动量一边操作手柄38。由此,不使纺丝设备1的运行停止,即使在纺丝设备1的运行中也能够使油剂施加装置20升降。“从油剂施加装置20分离的位置”是作业者能够一边确认油剂施加装置20在上下方向上的移动量一边操作手柄38的范围内的位置。更具体而言,“从油剂施加装置20分离的位置”是作业者能够一边目视观察轨道32l、32r(在本实施方式中为轨道32l)所记载的刻度一边操作手柄38的范围内的位置,例如,是向油剂施加装置20的前方侧分离1m范围内的位置。
[0141]
另外,根据本实施方式的纺丝设备1,在从前方观察的情况下,多个供油导丝器22在左右方向上规则地排列配置。然后,在从前方观察的情况下在左右方向上规则地排列配置的多个供油导丝器22支承于支承部件14l、14r。另外,金属线34l、34r在与滑动部16l、16r连接的连接部支承油剂施加装置20,以便不产生左右方向的重量平衡的偏斜。因此,能够使滑动部16l、16r相对于轨道32l、32r顺畅地滑动。另外,能够使从喷丝头8到供油导丝器22的距离(即高度方向位置)在沿着左右方向配置的多个供油导丝器之间不产生偏斜而几乎相同。特别是,本实施方式的纺丝设备1具备张力调整装置60l、60r,通过变更a绳轮42l以及a绳轮42r中的至少任一方的上下方向位置,能够变更金属线34l以及金属线34r中的至少任一方的张力。因此,能够调整为左右方向上的多个供油导丝器22的高度位置几乎相同,能够使从喷丝头8到供油导丝器22的距离在沿着左右方向配置的多个供油导丝器22之间不产生偏斜而几乎相同。
[0142]
另外,即使在轨道32l上的供油导丝器22的高度方向位置与轨道32r上的供油导丝器22的高度方向位置之差为1mm,也有可能产生左右方向上的油剂施加装置20的重量平衡
的偏斜。因此,优选使轨道32l上的供油导丝器22的高度方向位置与轨道32r上的供油导丝器22的高度方向位置相同。在本实施方式中,支承部件14l、14r(更详细地说是滑动部16l、16r)与供油导丝器22一体构成。由此,金属线34l、34r经由滑动部16l、16r将油剂施加装置20支承为,滑动部16l的上端的刻度与滑动部16r的上端的刻度之差为1mm以下(更优选滑动部16l的上端的刻度与滑动部16r的上端的刻度为相同值)。
[0143]
[5.变形例]
[0144]
接下来,在以下说明对本实施方式的升降装置30施加了变更的变形例。另外,在以下说明的第一变形例~第三变形例中,对与上述实施方式不同的点进行说明,对于未说明的点与上述实施方式相同。
[0145]
[5-1.第一变形例]
[0146]
在本实施方式中,在绞盘40与滑动部16l、16r之间配置有a绳轮42l、42r、b绳轮44l、44r以及c绳轮46l、46r,但绳轮的数量以及配置位置并不限定于此。
[0147]
例如,在绞盘40与滑动部16l、16r之间也可以仅配置a绳轮42l、42r、b绳轮44l、44r以及c绳轮46l、46r中的一部分绳轮。
[0148]
另外,在绞盘40与滑动部16l、16r之间也可以配置与a绳轮42l、42r、b绳轮44l、44r以及c绳轮46l、46r不同的绳轮(以下称作“d绳轮”)。在绞盘40与滑动部16l、16r之间配置d绳轮的情况下,可以在a绳轮42l、42r、b绳轮44l、44r以及c绳轮46l、46r的基础上配置d绳轮,可以配置a绳轮42l、42r、b绳轮44l、44r以及c绳轮46l、46r中的一部分绳轮和d绳轮,也可以均不配置a绳轮42l、42r、b绳轮44l、44r以及c绳轮46l、46r而配置d绳轮。
[0149]
即,只要通过使绞盘40旋转,能够使经由滑动部16l、16r而支承于连结部18l、18r的油剂施加装置20左右平衡良好地在上下方向上移动即可,绞盘40与滑动部16l、16r之间配置的绳轮的数量以及配置位置并不限定于在本实施方式中说明的方式。
[0150]
[5-2.第二变形例]
[0151]
接下来,参照图6说明对本实施方式的升降装置30施加了变更的第二变形例。图6是表示第二变形例的升降装置70的概略图的一个例子。另外,在对第二变形例的升降装置70进行说明时,对于具有与上述实施方式相同的构成的部分赋予相同的符号而适当地省略其说明。
[0152]
如图6所示,升降装置70配置在基底部件12的上方,具备轴部件72、旋转辊74以及旋转操作部76。
[0153]
轴部件72是沿着大致水平的左右方向延伸的长条状的轴部件,且是旋转辊74的旋转轴。旋转操作部76是圆板状的部件,且以与轴部件72大致同心的方式与轴部件72一体构成。操作人员通过使旋转操作部76转动,能够使旋转辊74以轴部件72为旋转中心而转动。
[0154]
另外,虽然未图示,但升降装置70具备阻止旋转辊74旋转的锁定机构。在操作人员使旋转操作部76转动时,将锁定机构的锁定解除而进行操作。
[0155]
在旋转辊74上卷挂有金属线34l、34r。操作人员通过使旋转操作部76转动,由此金属线34l、34r的前端所连接的滑动部16l、16r沿着轨道32l、32r在上下方向上移动。当滑动部16l、16r在上下方向上移动时,支承托架25以及丝线限制导丝器26在上下方向上移动。如此,能够使油剂施加装置20(支承托架25、经由支承棒23而支承于支承托架25的供油导丝器22以及供油管24、丝线限制导丝器26等)升降。
[0156]
另外,虽然在图6中未示出,但在旋转辊74上也可以形成有能够卷挂金属线34l、金属线34r的槽。
[0157]
根据第二变形例的升降装置70,通过对旋转操作部76进行操作并使旋转辊74转动的简单构成,就能够使油剂施加装置20升降。并且,金属线34l与滑动部16l连接,金属线34r与滑动部16r连接,因此与金属线和滑动部在1处连接的情况相比,能够在保持左右方向上的平衡的同时使油剂施加装置20升降。
[0158]
另外,根据第二变形例的升降装置70,根据旋转辊74的旋转量来决定金属线34l、34r的卷取量。另外,升降装置70具备阻止旋转辊74旋转的锁定机构。因此,能够根据旋转操作部76的操作量即旋转辊74的旋转量,使油剂施加装置20在任意的上下方向位置停止。因此,例如在不变更丝线种类的情况下,也能够对应于想要使油剂施加装置20稍微升降的情况。
[0159]
另外,根据第二变形例的升降装置70,旋转操作部76设置在比基底部件12靠上方即从油剂施加装置20分离的位置。因此,操作人员能够在从油剂施加装置20分离的位置处操作旋转操作部76。由此,不使纺丝设备的运行停止,在纺丝设备的运行中就能够使油剂施加装置20升降。
[0160]
[5-3.第三变形例]
[0161]
接下来,说明对本实施方式的升降装置30施加了变更的第三变形例。
[0162]
图7是用于说明第三变形例的升降装置300的图,且是表示油剂装置100的后视图的一个例子的概略图。
[0163]
另外,在该第三变形例中,升降装置300的构成与上述升降装置30不同,因此升降装置30使用不同的符号。另外,油剂装置100具备构成与上述升降装置30不同的升降装置300,因此油剂装置10使用不同的符号。而且,关于基底部件120也使用与上述基底部件12不同的符号。
[0164]
升降装置300与升降装置30的相同点在于,具备轨道32l、32r(参照图2)、金属线34l、34r、绞盘40、力传递轴36(参照图3、图4)、蜗轮蜗杆副50(参照图4)。但是,升降装置300不具备升降装置30所具备的各绳轮42l、42r、44l、44r、46l、46r(参照图3、图4)。另外,升降装置300代替升降装置30所具备的张力调整装置60l、60r而具备张力调整装置94l、94r。
[0165]
另外,在该第三变形例中,绞盘40的构成与参照图3以及图4说明过的绞盘40相同。但是,并不是如参照图3以及图4说明过的那样配置为能够以与基底部件12(参照图3)的面大致正交的方向为旋转中心而旋转,而是配置为能够以大致铅垂方向为旋转中心而旋转。金属线34l、34r从绞盘40向大致水平方向输出。另外,绞盘40的旋转方向并不限定于此。
[0166]
另外,蜗轮蜗杆副50(参照图4)被配置为,当操作手柄38(参照图3)而力传递轴36(参照图3)以轴向为旋转中心而旋转时,绞盘40旋转。
[0167]
如图7所示,绞盘40载放于托架84。托架84具有供绞盘40载放的绞盘支承部841以及与基底部件120的面大致正交的铅垂方向的平面部842。平面部842与从绞盘40输出的金属线34l、34r的输出方向大致正交。
[0168]
然而,说明了如下情况:参照图3以及图4说明的c绳轮46l、46r分别配置于跨越基底部件12(参照图3、图4)和轨道32l、32r(参照图2)而形成的孔中。在该第三变形例的基底部件120中,与在基底部件12中配置c绳轮46l、46r的孔大致相同的部位形成有开口部121l、
121r。
[0169]
另外,例如,图2所示的轨道32l、32r的上端处于比c绳轮46l、46r所配置的孔高的位置,但在该第三变形例中,轨道32l、32r的上端处于比开口部121l、121r低的位置。但是,轨道32l、32r的上端位置不特别限定。
[0170]
在基底部件120的后方侧的面上,在左右方向上与轨道32l、32r(参照图2)大致相同的位置上,安装有纵长矩形的支承板88l、88r。在该支承板88l、88r的上端部安装有后述的固定部件92l、92r。
[0171]
在金属线34l和滑动部16l(参照图2)连接的部位(第一连接部)与绞盘40之间,更详细地说,在托架84的平面部842与固定部件92l之间,设置有对金属线34l进行外包的挠性的外侧线缆86l。同样,在金属线34r和滑动部16r(参照图2)连接的部位(第二连接部)与绞盘40之间,更详细地说,在托架84的平面部842与固定部件92r之间,设置有对金属线34r进行外包的挠性的外侧线缆86r。
[0172]
外侧线缆86l的一方的端部861l(以下称作“输入侧端部861l”)与平面部842连接,以使所内插的金属线34l向与托架84的平面部842大致正交的方向输出。外侧线缆86l的另一方的端部862l(以下称作“输出侧端部862l”)与固定部件92l连接。
[0173]
与外侧线缆86l的输入侧端部861l相同,外侧线缆86r的一方的端部861r(以下称作“输入侧端部861r”)与平面部842连接,以使所内插的金属线34r向与托架84的平面部842大致正交的方向输出。外侧线缆86r的另一方的端部862r(以下称作“输出侧端部862r”)与固定部件92r连接。关于输出侧端部862r与固定部件92r的连接的详细情况将后述。
[0174]
外侧线缆86l、86r例如是对金属制(例如swrh62a那样的硬钢线)的基础绕线涂覆树脂(例如聚氯乙烯、聚乙烯)而成的,但并不限定于此。
[0175]
金属线34l在外侧线缆86l的内部能够相对于外侧线缆86l滑动。为了提高金属线34l的滑动性,优选在外侧线缆86l的径向内侧设置低摩擦系数的筒状部件(例如,添加了钼的聚乙烯制的衬管),但不是必须的。
[0176]
金属线34r在外侧线缆86r的内部能够相对于外侧线缆86r滑动。与外侧线缆86l相同,为了提高金属线34r的滑动性,优选在外侧线缆86r的径向内侧设置有低摩擦系数的筒状部件,但不是必须的。
[0177]
在支承板88l、88r上在比固定部件92l、92r靠下方的位置安装有中继部件90l、90r。中继部件90l在从托架84的平面部842到固定部件92l之间的中途位置处,支承外侧线缆86l。同样,中继部件90r在从托架84的平面部842到固定部件92r之间的中途位置处,支承外侧线缆86r。
[0178]
图8是用于说明第三变形例的升降装置300的图,且是表示形成于基底部件120的开口部121r的周边的一个例子的概略图。在该图8中,表示从右方观察在开口部121r的左右方向上的大致中央部沿着与基底部件120的面正交的铅垂方向横切的截面情况下的一个例子。另外,在图8中,以截面图的方式表示基底部件120、金属线34r的一部分、外侧线缆86r的一部分、固定部件92r的一部分以及张力调整装置94r。
[0179]
如图8所示,固定部件92r具有安装于支承板88r的主体部921r以及在主体部921r安装于支承板88r的状态下成为大致水平的平面部922r。
[0180]
张力调整装置94r具有调节螺栓941r以及调整螺母946r。调节螺栓941r具有头部
942r以及在外周形成有螺纹部的轴部944r。在头部942r形成有槽943r。在轴部944r形成有内部能够供金属线34r插通的插通孔945r。在调整螺母946r的内周形成有与轴部944r的外周所形成的螺纹部与螺合的螺纹部。轴部944r沿着大致铅垂方向贯通形成在固定部件92r的平面部922r的贯通孔923r。在贯通孔923r的内周形成有与轴部944r的外周所形成的螺纹部与螺合的螺纹部。当使调整螺母946r转动时,调节螺栓941r相对于平面部922r向大致铅垂方向移动。因此,通过使调整螺母946r转动,能够变更托架84的平面部842(参照图7)与固定部件92r的平面部922r之间的金属线34r的路径间距离,进而能够变更金属线34r的张力。
[0181]
外侧线缆86r的输出侧端部862r内插于形成在调节螺栓941r的头部942r的槽943r。此时,为了不使外侧线缆86r的输出侧端部862r从槽943r脱离,例如优选进行压入。另外,当在槽943r的内周面与外侧线缆86r的输出侧端部862r的外周面之间,例如夹设有由橡胶等弹性部件构成的筒状部件时,外侧线缆86r的输出侧端部862r变得难以从槽943r脱离,因此较优选。如此,外侧线缆86r的输出侧端部862r经由调节螺栓941r而与固定部件92r连接。
[0182]
内插于外侧线缆86r的金属线34r插通形成于轴部944r内部的插通孔945r,前端与滑动部16r(参照图2、图3)连接。
[0183]
外侧线缆86r在比输出侧端部862r靠绞盘40(参照图7)的一侧,以具有规定的曲率半径的方式向上方描绘圆弧地弯曲。然后,外侧线缆86r的输出侧端部862r沿着大致铅垂方向内插于形成在调节螺栓941r的头部942r的槽943r中。
[0184]
另外,在图8中对形成于基底部件120的开口部121r的周边进行了说明,但形成于基底部件120的开口部121l的周边也同样。即,固定部件92l、张力调整装置94l以及张力调整装置94l等开口部121l周边的各种构成,与固定部件92r、张力调整装置94r以及张力调整装置94r等开口部121r周边的各种构成相同。另外,例如外侧线缆86l向固定部件92l的连接方法等开口部121l周边的各种构成之间的相关性,也与开口部121r周边的各种构成之间的相关性相同。由此,对于开口部121l周边省略说明。
[0185]
如此,第三变形例的升降装置300不具备如参照图3以及图4说明那样的各绳轮42l、42r、44l、44r、46l、46r,取而代之具备供金属线34l、34r内插的外侧线缆86l、86r。因此,能够使升降装置300的构成变得简单。另外,例如能够省去向各绳轮42l、42r、44l、44r、46l、46r钩挂金属线34l、34r的麻烦,仅对内插有金属线34l、34r的外侧线缆86l、86r进行配置,能够使操作性提高。另外,例如不会产生金属线34l、34r从各绳轮42l、42r、44l、44r、46l、46r脱离、或者各绳轮42l、42r、44l、44r、46l、46r破损的情况,因此能够提高生产率。而且,与各绳轮42l、42r、44l、44r、46l、46r相比,外侧线缆86l、86r的设置场所的自由度较高。因此,即使在设置场所受到限制那样的情况(例如在现有的纺丝设备中设置升降装置的情况)下,也能够容易地设置升降装置300。
[0186]
另外,外侧线缆86r的输出侧端部862r为,在弯曲为具有规定的曲率半径之后,沿着大致铅垂方向内插于形成在调节螺栓941r的头部942r的槽943r中。关于外侧线缆86l的输出侧端部862l也同样。因此,能够经由滑动部16l、16r(参照图2、图3)使油剂施加装置20(参照图2)顺畅地升降。特别是,在使油剂施加装置20上升时,能够抑制将油剂施加装置20抬起的力向铅垂方向以外的方向分散,因此能够高效地抬起油剂施加装置20。
[0187]
另外,通过张力调整装置94l或者张力调整装置94r能够变更金属线34l以及金属
线34r中的至少任一个的张力。因此,能够通过升降装置300的简单构造使油剂施加装置20升降的同时,使从喷丝头8(参照图1)到供油导丝器22(参照图2)的距离在沿着左右方向配置的多个供油导丝器22之间不产生偏斜而成为几乎相同。
[0188]
另外,“外侧线缆86l”以及“外侧线缆86r”分别相当于本发明的“第一外插部件”以及“第二外插部件”。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1