一种长条豹纹面料生产方法与流程
1.本技术涉及豹纹面料制备的技术领域,尤其是涉及一种长条豹纹面料生产方法。
背景技术:
2.针织豹纹面料一般是通过涤/阳离子,黑尼龙/白尼龙等2组分或3组分通过复合纺丝的形式先制备复合纱线,然后再将复合纱线进行针织,形成针织豹纹面料。针织豹纹面料其原理是通过纱线染色或者颜色不同形成颜色区分,然后在针织过程中形成豹纹。因而复合纱线间距和网络点数量以及复合纱线的材料,对制备的针织面料的豹纹的长度有着非常关键的作用。
3.目前,针织豹纹面料一般是采用包覆复合纱线进行针织;纱线在包覆退绕时会形成的气圈,气圈的大小对网络点的间距和网络点的数量都是有影响的;但是现有的制备工艺中纱线在退绕时气圈大小是没有控制的,随着包覆工艺的进行,纱筒上线圈直径会发生变化,形成气圈大小也会随之变化,因而网络点的间距和数量也难以稳定控制,所以目前的制备工艺,制备的针织豹纹面料的豹纹长度基本在3~4cm左右;不能形成很长的横条状的豹纹风格。
4.针对上述相关技术,发明人认为研发一种制备较长横条纹状针织豹纹面料的方法是十分有必要的。
技术实现要素:
5.为了延长针织豹纹布料的豹纹长度,本技术提供一种长条豹纹面料生产方法。
6.本技术提供的一种长条豹纹面料生产方法采用如下的技术方案:一种长条豹纹面料生产方法,包括以下步骤:s1:在包覆纱线筒上安装气圈控制器,接着将包覆纱线筒和纱芯筒分别装载在包覆纱机上对应的位置;s2:将纱芯纱线通过导纱杆传送至芯纱位置;开启包覆纱机,通过对包覆纱线进行物理旋转形成气圈,包覆纱线和纱芯纱线会在导纱嘴处进行退绕包覆和合捻包缠后,得到包覆纱;s3:将步骤s2中的包覆纱与地纱进行针织后,得到长条豹纹面料;所述步骤s1中,气圈控制器包括有气圈控制筒和弹性胶圈,其中:气圈控制筒的内径与纱线筒的卷筒外径相匹配,气圈控制筒通过插套固定在纱线筒的卷筒上,弹性胶圈的直径略小于气圈控制筒的外径,弹性胶圈套在气圈控制筒上,纱线包覆时,包覆纱线筒上的纱线需要穿过弹性胶圈。
7.通过采用上述技术方案,本技术中的包覆纱线筒的包覆纱线上安装有有气圈控制器,气圈控制器通过弹性胶圈压住纱线,从而控制绕退包覆时包覆纱线的气圈大小和张力,减小绕退包覆过程中气圈大小的变化,保持气圈大小的基本一致,从而可以更好的控制网络点的间距和数量,形成较长的横条豹纹。
作为优选,所述步骤s2中,纱芯纱线的直径是包覆纱线的2倍及以上,退绕包覆过程中为包覆闪现圆周运动缠绕纱芯纱线。
8.通过采用上述技术方案,本技术中纱芯纱线的直径是包覆纱线的2倍及以上是为了能更有效的控制包覆效果,使包覆纱线不会容易露芯,同时保证包覆纱线的柔软度,可以使得形成长条豹纹风格会稳定。
9.进一步作为优选,包覆纱线为75d/36f阳离子,纱芯纱线为150d/72f hoy;包覆的线速度为3.0~3.3m/s。
10.通过采用上述技术方案,采用上述的包覆纱线和纱芯纱线,并控制包覆的线速度,使包覆纱与纱线的结合力更好,可以更好的提高包覆效果,还可以更好的控制网络点的间距和网络点,针织时,可以使面料更柔软,从而可以更好的形成稳定的长条纹豹纹。
11.作为优选,所述步骤s3中,地纱为75d/36f半消光轻网dty,地纱的上机张力为5~7g。通过采用上述技术方案,本技术中通过控制针织的工艺参数,可以形成性能较好的针织面料,也可以更好的控制长条纹豹纹的形成。
12.作为优选,所述的长条豹纹面料的制备方法中,还包括步骤s4:对制备的长条纹豹纹面料进行起绒。
13.通过采用上述技术方案,本技术中通过对长条纹豹纹布料进一步进行起绒工艺,可以是长条豹纹更立体增加长条豹纹的清晰度。
14.作为优选,所述的起绒工艺的具体包括以下步骤为:将长条豹纹布料进行配缸、染色、脱水后,进行开幅,将开幅后的布料加入助剂进行预定型,进行反面拉毛,再接着进行正面拉毛,然后依次进行中间定型、反面梳毛、反面剪毛、正面梳毛、正面剪毛、最终定型,最后打卷。
15.通过采用上述技术方案,本技术中通过加入能够使长条豹纹面料更蓬松、丰厚和柔软,因而更容易起绒,接着通过拉毛工艺控制起绒高度,通过梳毛和剪毛工艺控制长条保温的清晰度。
16.作为优选,助剂的按照质量浓度,包含以下组分:nvs 1.5~2.5%,am 4~6%,dan 0.5~1.5%,ne 0.05~0.15%;预定型温度为140~160℃,布料速度为15~17ypm。
17.通过采用上述技术方案,nvs与阳离子纱线和地纱有很好的亲和性,加入nvs后,会使面料变得蓬松,从而使得面料容易起绒;am是一种非离子型的交联剂,其与弱阳离子型dan,配合使用可以增加面料的防水性,而且其与阳离子纱线和地纱都能很好的结合,因而可以渗透至面料内部,使面料更平整,从而更好的起绒;ne为是一种有机酸试剂,主要是起到调节助剂的ph值的作用,从而可以使助剂更好的与面料发生反应;几种助剂的相互协同作用,可以促使面料更好的起绒,更好的控制起绒高度,从而提升长条豹纹的立体效果。
18.作为优选,所述的反面拉毛的具体工艺参数为:总速度为9~11ypm、弯针速度155~158rpm、直针速度138~141rpm、主转筒转速为155 rpm、涨力速度8.2~8.8ypm;所述的正面面拉毛的具体工艺参数为:总速度为9~11ypm、弯针速度9~11rpm、直针速度9~11rpm、主转筒转速为155 rpm、涨力速度8.4~8.9ypm。
19.通过采用上述技术方案,通过控制拉毛的工艺参数,可以控制长条豹纹面料的起绒高度,在保证布料的性能的同时,使得长条豹纹的清晰度增加。
20.作为优选,中间定型工艺参数为:温度为140~160℃,布速40ypm。
21.作为优选,所述的反面梳毛的工艺参数为:总速度为16~20ypm,a辊速度为10%rpm,b辊速度为10%rpm,弯针速度为28~32rpm,直针速度28~32rpm,辊筒速度为130rpm;反面剪毛的工艺参数为:车速为18~22ypm,圆刀刀距为3.0~3.2inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
22.作为优选,所述的正面梳毛的工艺参数为:总速度为16~20ypm,a辊速度为18~20rpm,b辊速度为18~20rpm,弯针速度为80~84rpm,直针速度80~84rpm,辊筒速度为130rpm;正面剪毛的工艺参数为:车速为18~22ypm,圆刀刀距为1.8~2.0inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
23.通过采用上述技术方案,通过控制梳毛和剪毛的工艺参数,可以使面料更通畅,外观更美观,通过剪毛工艺,可以使布面干净,无浮毛、倒毛现象,洗后外观良好;梳毛和剪毛后,可以使长条豹纹更清晰,立体。
24.作为优选,所述的最终定型的工艺参数为:布速为18~22ypm,定型温度为170~175℃。
25.综上所述,本技术包括以下至少一种有益技术效果:1.本技术中通过在包覆线上加载气圈控制器,可以使气圈大小保持稳定,不会随着包覆的进行发生较大的变化,从而可以控制网络点和网络点间距,使得针织时形成稳定的长条豹纹。
26.2.本技术中通过对针织长条豹纹面料进一步进行了起绒处理,可以是豹纹更立体,更清晰,从而提升面料的综合质量。
附图说明
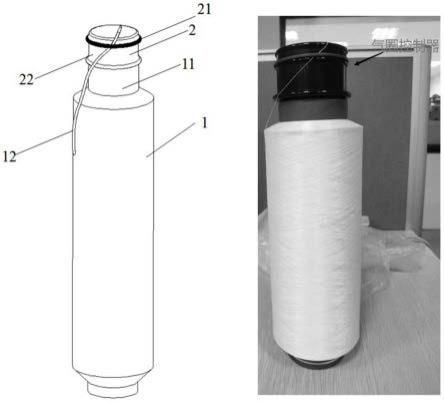
27.图1 本技术中气圈控制器的结构示意图和实物图。
28.图2本技术中制备包覆纱的示意图。
29.图3实施例1制备的长横豹纹面料的实物图。
30.图4对比例1制备的短横条豹纹的面料的实物图。
31.图5 实施例2制备的长横豹纹面料的实物图附图标记说明:1、包覆纱线筒;2、气圈控制器;11卷筒;12包覆纱线;21气圈控制筒;22弹性胶圈;3纱芯筒;31纱芯纱线。
具体实施方式
32.本技术中的气圈控制器如图1所示,气圈控制器2包括气圈控制筒21和弹性胶圈22;气圈控制筒21套插在包覆纱线筒1的卷筒11上,包覆纱线12需要穿过弹性胶圈22;在进行退绕包覆时可以控制纱线气圈的大小,从而控制包覆纱线的网络点和网络点间距。
33.包覆时的原理示意图,如图2所示,纱芯筒3的上的纱芯纱线31经过导纱杆到达指定位置后,开启包覆设备进行包覆,在纱芯纱线31上退绕包覆一层包覆纱12,其纱芯筒3上是没有安装气圈控制器2的。
34.实施例1
s1:在包覆纱线筒1上如图1所示安装气圈控制器2,其中气圈控制筒21的内径与卷筒11的内径项匹配,通过插套的方式,可将气圈控制筒21固定在卷筒上;气圈控制筒21是外径是在内径的基础上增加了1cm(小于包覆纱筒的外径),弹性胶圈22的内径略小于气圈控制筒21的外径,通过套入的方式,固定在气圈控制筒21上,包覆纱线12需要穿过弹性胶圈。接着将含有气圈控制器的包覆纱线筒和纱芯筒3分别装载在包覆纱机上对应的位置。
35.s2:将纱芯纱线通过导纱杆传送至芯纱位置;开启包覆纱机,通过对包覆纱线进行物理旋转形成气圈,包覆纱线和纱芯纱线会在导纱嘴处进行退绕包覆和合捻包缠后,得到包覆纱;包覆纱线为75d/36f阳离子,纱芯纱线为150d/72f hoy;包覆的线速度为3.1m/s。
36.s3:将步骤s2中的包覆纱与地纱(75d/36f半消光轻网dty)进行针织后,针织时控制地纱的上机张力为6g,得到长条豹纹面料;s4:对步骤s3中的长条纹豹纹面料进行起绒,起绒的具体步骤为:将长条豹纹布料进行配缸、染色、脱水后,进行开幅,将开幅后的布料加入助剂进行预定型;其中助剂为组成为:nvs 2.0%,am 5%,dan 1.0%,ne 0.1;预定型温度为150℃,布料速度16ypm。
37.预定型后的面料进行反面拉毛,反面拉毛的工艺参数如下:总速度为10ypm、弯针速度157.4rpm、直针速度138.7rpm、主转筒转速为155 rpm、涨力速度8.3ypm;反面拉毛后的面料进行正面拉毛,正面拉毛的工艺参数如下:总速度为10ypm、弯针速度10rpm、直针速度10rpm、主转筒转速为155 rpm、涨力速度8.5ypm。
38.正面拉毛后的面料中间定型,中间定型的温度为150℃,布速为40 ypm。
39.中间定型后的面料进行反面梳毛和反面剪毛,具体工艺参数如下:反面梳毛的工艺参数为:总速度为18ypm,a辊速度为10%rpm,b辊速度为10%rpm,弯针速度为30rpm,直针速度30rpm,辊筒速度为130rpm;反面剪毛的工艺参数为:车速为20ypm,圆刀刀距为3.1inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
40.反面剪毛后的面料进行正面梳毛和正面剪毛,其工艺参数为:总速度为18ypm,a辊速度为19rpm,b辊速度为19.5rpm,弯针速度为82rpm,直针速度82rpm,辊筒速度为130rpm;正面剪毛的工艺参数为:车速为20ypm,圆刀刀距为1.9inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
41.正面剪毛后的面料进行最终定型,最终定型温度为171℃,布速为20 ypm。
42.最终定型后,进行打卷,得到长横条豹纹针织面料。
43.对比例1与实施例1基本一致,区别点在于,对比例1中包覆纱线筒上不安装气圈控制器。
44.实施例1中制备的长横条豹纹针织面料的实物图如图3所示,对比例1制备的横条豹纹针织面料的实物图如图4所示。
45.从图3和图4中实物图可以看出,图3中的横条纹豹纹的长度是明显长于图4中的,经过测量,图3中的横条豹纹的长度为7~10cm,图4中横条纹豹纹的长度为1~4cm,说明本申
请中的气圈控制器可以很好的控制网络点间距和网络点数量,从而形成更长的横条纹豹纹。
46.实施例2与实施例1基本一致,区别点在于,不进行起绒工艺,其结果如图5所示,对图5中的横条豹纹长度进行测试,其长度为6~10cm,与实施例1基本差不多,但是因为没有进行起绒工艺,豹纹纹路不是很清晰。
47.实施例3s1:在包覆纱线筒1上如图1所示安装气圈控制器2,其中气圈控制筒21的内径与卷筒11的内径项匹配,通过插套的方式,可将气圈控制筒21固定在卷筒11气圈控制筒21是外径是在内径的基础上增加了1.5cm(小于包覆纱筒的外径),弹性胶圈22的内径略小于气圈控制筒21的外径,通过套入的方式,固定在气圈控制筒21上,包覆纱线12需要穿过弹性胶圈。接着将含有气圈控制器的包覆纱线筒和纱芯筒3分别装载在包覆纱机上对应的位置。
48.s2:将纱芯纱线通过导纱杆传送至芯纱位置;开启包覆纱机,通过对包覆纱线进行物理旋转形成气圈,包覆纱线和纱芯纱线会在导纱嘴处进行退绕包覆和合捻包缠后,得到包覆纱;包覆纱线为75d/36f阳离子,纱芯纱线为150d/72f hoy;包覆的线速度为3.0/s。
49.s3:将步骤s2中的包覆纱与地纱(75d/36f半消光轻网dty)进行针织后,针织时控制地纱的上机张力为5g,得到长条豹纹面料;s4:对步骤s3中的长条纹豹纹面料进行起绒,起绒的具体步骤为:将长条豹纹布料进行配缸、染色、脱水后,进行开幅,将开幅后的布料加入助剂进行预定型;其中助剂为组成为:nvs 1.5%,am 6%,dan 0.5%,ne 0.15%;预定型温度为140℃,布料速度15ypm。
50.预定型后的面料进行反面拉毛,反面拉毛的工艺参数如下:总速度为9ypm、弯针速度155.2rpm、直针速度138.4rpm、主转筒转速为155 rpm、涨力速度8.7ypm;反面拉毛后的面料进行正面拉毛,正面拉毛的工艺参数如下:总速度为9ypm、弯针速度11rpm、直针速度11rpm、主转筒转速为155 rpm、涨力速度8.9ypm。
51.正面拉毛后的面料中间定型,中间定型的温度为160℃,布速为40 ypm。
52.中间定型后的面料进行反面梳毛和反面剪毛,具体工艺参数如下:反面梳毛的工艺参数为:总速度为18ypm,a辊速度为10%rpm,b辊速度为10%rpm,弯针速度为28rpm,直针速度28rpm,辊筒速度为130rpm;反面剪毛的工艺参数为:车速为22ypm,圆刀刀距为3.2inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
53.反面剪毛后的面料进行正面梳毛和正面剪毛,其工艺参数为:总速度为22ypm,a辊速度为18rpm,b辊速度为20rpm,弯针速度为80rpm,直针速度80rpm,辊筒速度为130rpm;正面剪毛的工艺参数为:车速为18ypm,圆刀刀距为1.8inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
54.正面剪毛后的面料进行最终定型,最终定型温度为175℃,布速为22ypm。
55.最终定型后,进行打卷,得到长横条豹纹针织面料。
56.本实施例中制备得到的长横条豹纹针织面料的,横条纹长度为9~14cm。
57.实施例4s1:在包覆纱线筒1上如图1所示安装气圈控制器2,其中气圈控制筒21的内径与卷筒11的内径项匹配,通过插套的方式,可将气圈控制筒21固定在卷筒11气圈控制筒21是外径是在内径的基础上增加了1.8cm(小于包覆纱筒的外径),弹性胶圈22的内径略小于气圈控制筒21的外径,通过套入的方式,固定在气圈控制筒21上,包覆纱线12需要穿过弹性胶圈。接着将含有气圈控制器的包覆纱线筒和纱芯筒3分别装载在包覆纱机上对应的位置。
58.s2:将纱芯纱线通过导纱杆传送至芯纱位置;开启包覆纱机,通过对包覆纱线进行物理旋转形成气圈,包覆纱线和纱芯纱线会在导纱嘴处进行退绕包覆和合捻包缠后,得到包覆纱;包覆纱线为75d/36f阳离子,纱芯纱线为150d/72f hoy;包覆的线速度为3.3/s。
59.s3:将步骤s2中的包覆纱与地纱(75d/36f半消光轻网dty)进行针织后,针织时控制地纱的上机张力为7g,得到长条豹纹面料;s4:对步骤s3中的长条纹豹纹面料进行起绒,起绒的具体步骤为:将长条豹纹布料进行配缸、染色、脱水后,进行开幅,将开幅后的布料加入助剂进行预定型;其中助剂为组成为:nvs 2.5%,am 4%,dan 1.5%,ne 0.05%;预定型温度为160℃,布料速度17ypm。
60.预定型后的面料进行反面拉毛,反面拉毛的工艺参数如下:总速度为11ypm、弯针速度157.7rpm、直针速度140.5rpm、主转筒转速为155 rpm、涨力速度8.2ypm;反面拉毛后的面料进行正面拉毛,正面拉毛的工艺参数如下:总速度为11ypm、弯针速度9rpm、直针速度9rpm、主转筒转速为155 rpm、涨力速度8.4ypm。
61.正面拉毛后的面料中间定型,中间定型的温度为40℃,布速为40 ypm。
62.中间定型后的面料进行反面梳毛和反面剪毛,具体工艺参数如下:反面梳毛的工艺参数为:总速度为22ypm,a辊速度为10%rpm,b辊速度为10%rpm,弯针速度为32rpm,直针速度32rpm,辊筒速度为130rpm;反面剪毛的工艺参数为:车速为22ypm,圆刀刀距为3.2inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
63.反面剪毛后的面料进行正面梳毛和正面剪毛,其工艺参数为:总速度为20ypm,a辊速度为18rpm,b辊速度为18rpm,弯针速度为84rpm,直针速度84rpm,辊筒速度为130rpm;正面剪毛的工艺参数为:车速为22ypm,圆刀刀距为2.0inch,底刀刀距为0.2inch,刀速为1100rpm,刷距为6.0inch,刷速为50rpm。
64.正面剪毛后的面料进行最终定型,最终定型温度为170℃,布速为18ypm。
65.最终定型后,进行打卷,得到长横条豹纹针织面料。
66.本实施例中制备得到的长横条豹纹针织面料的,横条纹长度为8~15cm。
67.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1