高温浓硫酸液下泵泵轴加工装置及加工方法与流程
高温浓硫酸液下泵泵轴加工装置及加工方法
【技术领域】
1.本发明涉及化工设备技术领域,具体为一种高温浓硫酸液下泵泵轴加工装置及加工方法。
背景技术:
2.高温浓硫酸液下泵主要用于高温浓硫酸介质的输送同时兼容液下泵所有其他应用领域,其泵轴长度大于3000mm,泵轴长度与直径比大于25,属于细长轴、挠性轴。由于细长轴刚性差,在加工过程中有切削力和切削热产生应力,容易产生振动和弯曲变形,大大增加了加工难度,加工精度难以保证,使得轴的报废率增高。本发明的高温浓硫酸泵泵轴的材料选用310s(06cr25ni20)材质,其化学成分为cr(24%-26%)、ni(19%-22%)、si(≤1.5%)、mn(≤2%)等,310s(06cr25ni20)奥氏体铬镍不锈钢,因为含有的cr和ni成分较高,使得拥有很好的蠕变强度,310s材质具有良好耐腐蚀、耐氧化、耐高温、耐酸碱性能,符合高温浓硫酸液下泵泵轴工作特性。因此,310s不锈钢棒料锻件材料被用于高温浓硫酸液下泵泵轴生产加工。由于高温浓硫酸液下泵泵轴长度大于3000mm,泵轴长度与直径比大于25,我们不仅要利用该材料作为高温浓硫酸液下泵泵轴材料的特殊性的同时,还要解决刚性差、易变形难加工的问题。
3.由此可见,提供一种高温浓硫酸液下泵泵轴加工装置及加工方法是本领域亟需解决的问题。
技术实现要素:
4.针对上述问题,本发明高温浓硫酸液下泵泵轴加工装置及加工方法可以有效地降低高温浓硫酸泵细长轴在机加工过程中产生的废品率,提高细长轴的高精度加工。
5.为解决上述问题,本发明高温浓硫酸液下泵泵轴加工装置包括用于夹持细长轴毛坯料一端的三爪自定心卡盘、支撑细长轴的第一中心架和第二中心架,所述加工装置还包括位于第一中心架和第二中心架之间的跟刀架、车刀以及夹持细长轴的可旋转三角夹头。
6.进一步的,所述第一中心架和第二中心架上均连接有冷却液管。
7.进一步的,所述可旋转三角夹头包括顶针、圆形底座、轴承、圆盘和三角夹头。
8.进一步的,所述高温浓硫酸液下泵泵轴加工方法包括以下工序:
9.工序一:下料,按下料尺寸图,截取310s(06cr25ni20)材料的锻件圆棒料作为细长轴2的毛坯料进行加工,按下料尺寸图预留有一定的长度余量。
10.工序二:预加工,按预加工工序图,装夹待加工的细长轴毛坯料。
11.工序三:固溶化处理,按310s(06cr25ni20轴料固溶化处理工艺,在井式炉进行固溶化处理。
12.工序四:粗车削,按粗车削工序工艺,利用主轴箱中的三爪自定心卡盘及两个中心架装夹细长轴,冷却液通过冷却液管进入中心架,带走中心架调节丝杆与细长轴摩擦产生的热量,可以有效地避免摩擦热和切削热产生的应力,从而减小细长轴在加工中的的产生
弯曲变形程度。
13.工序五:低温消除内应力,按310s(06cr25ni20轴料低温消除内应力热处理工艺,在井式炉进行低温消除内应力。
14.工序六:ut无损检测,对细长轴进行超声波检测,检查轴内部结构是否有损伤。
15.工序七:精车削,按精车削工序工艺,,用活动顶针和机床主轴三爪自定心卡盘一夹一顶的方式装夹细长轴,车轴的两端头部处外圆作为精车轴的基准。
16.工序八:铣削,按铣削工序工艺,在铣床上装夹找平细长轴,铣削轴上各处键槽至尺寸要求。在铣削键槽时要注意防止轴的弯曲变形。
17.工序九:精磨削,按精磨削工序工艺,在卧式磨床上装夹找正细长轴,精磨轴上所有外径至最终尺寸,轴的跳动公差符合要求,转速、进刀量严格控制。
18.工序十:pt无损检测,对细长轴进行pt浸透探伤检测,对轴表面结构检查是否有损伤。
19.进一步的,所述工序二中按预加工工序图,在轴台阶位置,需避免出现直角直接过渡,采用斜角加工过渡。
20.进一步的,所述工序三中热处理时轴应在垂直悬挂状态下热处理,使用至少一个校准的接触式热电偶,安装在轴的中间位置,以保证温度读取的有效性。
21.进一步的,所述工序三中入炉温度≤200℃,以120℃/h的速度升温至1050℃
±
10℃并保温2h,保温过程结束后,出炉水冷,轴从熔炉至水淬槽转移时间应小于60秒,水冷槽的水温度在热处理过程中的任何阶段都不能超过50℃。
22.进一步的,所述工序五中入炉温度≤150℃,以150℃/h的速度升温至250℃~300℃并保温2h,保温过程结束后,出炉垂直悬挂均匀空冷。
23.再者,本发明高温浓硫酸液下泵泵轴加工装置及加工方法可以有效地降低高温浓硫酸泵细长轴在机加工过程中产生的废品率,提高细长轴的高精度加工。
【附图说明】
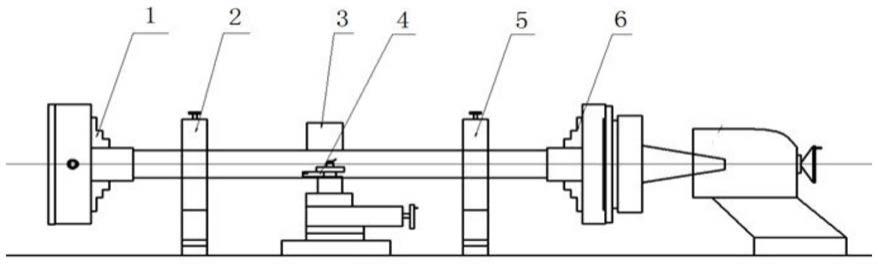
24.图1是本发明高温浓硫酸液下泵泵轴加工装置及加工方法中细长轴的装夹示意图。
25.图2是本发明高温浓硫酸液下泵泵轴加工装置及加工方法中中心架的结构示意图。
26.图3是本发明高温浓硫酸液下泵泵轴加工装置及加工方法中可旋转三角夹头的结构示意图。
【具体实施方式】
27.本发明所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「侧面」等,仅是附图中的方向,只是用来解释和说明本发明,而不是用来限定本发明的保护范围。
28.参见图1至图3,给出了本发明高温浓硫酸液下泵泵轴加工装置及加工方法中加工装置的组成部分,其包括用于夹持细长轴毛坯料一端的三爪自定心卡盘1、支撑细长轴毛坯料的第一中心架2和第二中心架3,中心架上连接有冷却液管201。所述加工装置还包括位于
第一中心架和第二中心架之间的跟刀架4和车刀5,细长轴毛坯料的另一端通过可旋转三角夹头6夹紧,所述可旋转三角夹头包括顶针a、圆形底座b、轴承c、圆盘d和三角夹头e。
29.本发明高温浓硫酸液下泵泵轴加工方法主要包括以下工序;
30.工序一:下料
31.按下料尺寸图,截取310s(06cr25ni20)材料的锻件圆棒料作为细长轴2的毛坯料进行加工,按下料尺寸图预留有一定的长度余量。
32.工序二:预加工
33.按预加工工序图,装夹待加工的细长轴毛坯料,利用机床主轴箱中的三爪自定心卡盘夹住细长轴的一端头部,并架上中心架,预加工整轴的外圆及端面,在右端外圆车m60*2-6h的螺纹(用作井式炉热处理安装吊具用),按预加工工序图,在轴台阶位置,需避免出现直角直接过渡,应采用斜角加工过渡。
34.工序三:固溶化处理
35.按310s(06cr25ni20轴料固溶化处理工艺,在井式炉进行固溶化处理,具体为热处理时轴应在垂直悬挂状态下热处理,使用至少一个校准的接触式热电偶,安装在轴的中间位置,以保证温度读取的有效性;入炉温度≤200℃;以120℃/h的速度升温至1050℃
±
10℃;保温2h;保温过程结束后,出炉水冷;轴从熔炉至水淬槽转移时间应小于60秒;水冷槽的水温度在热处理过程中的任何阶段都不能超过50℃。
36.工序四:粗车削
37.按粗车削工序工艺,利用主轴箱中的三爪自定心卡盘及两个中心架装夹细长轴。用中心钻钻出一端中心孔,用活动顶针顶住中心孔车削轴身,调头装夹,钻出细长轴另一端中心孔及车削轴身,轴身处布置带有冷却液管的中心架,冷却液通过冷却液管进入中心架,调节丝杆顶轴端部位,带走中心架调节丝杆与细长轴摩擦产生的热量,以及刀具产生的切削热,可以有效地避免摩擦热和切削热产生的应力,从而减小细长轴在加工中的的产生弯曲变形程度。车刀加工处的相对侧面布置跟刀架,以使得车刀与跟刀架在车床导轨上同步运动并相向抵住细长轴轴身。随后进行粗车操作,轴的各段外圆及长度按粗车削工序图留足余量。车轴的两端头部外圆便于精车两端装夹,作为精车轴基准。
38.工序五:低温消除内应力
39.按310s(06cr25ni20轴料低温消除内应力热处理工艺,在井式炉进行低温消除内应力,具体为热处理时轴应在垂直悬挂状态下,热处理时,应使用至少一个校准的接触式热电偶,安装在轴的中间位置,以保证温度读取的有效性;入炉温度≤150℃;以150℃/h的速度升温至250℃~300℃;保温2h;保温过程结束后,出炉垂直悬挂均匀空冷。
40.工序六:ut无损检测
41.对细长轴进行超声波检测,检查轴内部结构是否有损伤。
42.工序七:精车削
43.按精车削工序工艺,,用活动顶针和机床主轴三爪自定心卡盘一夹一顶的方式装夹细长轴,车轴的两端头部处外圆作为精车轴的基准。装夹细长轴,装夹方式采用轴的一端用机床主轴箱的三爪自定心卡盘夹紧,另一端用活动顶针改装后的可旋转三角夹头夹紧并旋紧锁死,轴身处布置带有冷却液管的中心架,冷却液通过冷却液管进入中心架,调节丝杆顶轴端部位,带走中心架调节丝杆与细长轴摩擦产生的热量,以及刀具产生的切削热,可以
有效地避免摩擦热和切削热产生的应力,从而减小细长轴在加工中的的产生弯曲变形程度。车刀对侧布置跟刀架,然后进行轴的精车操作。按精车削工序图,轴的长度车至尺寸要求,每一段外圆留有精磨余量。加工的转速及进刀量应特别注意,尽量减少产生额外的应力。根据不同直径,转速、进刀量应严格按照工艺文件执行。
44.工序八:铣削
45.按铣削工序工艺,在铣床上装夹找平细长轴,铣削轴上各处键槽至尺寸要求。在铣削键槽时要注意防止轴的弯曲变形。
46.工序九:精磨削
47.按精磨削工序工艺,在卧式磨床上装夹找正细长轴,精磨轴上所有外径至最终尺寸,轴的跳动公差符合要求,转速、进刀量严格控制。
48.工序十:pt无损检测
49.对细长轴进行pt浸透探伤检测,对轴表面结构检查是否有损伤。pt无损检测工序合格后验收入库,即完成高温浓硫酸液下泵泵轴的加工。
50.本发明高温浓硫酸液下泵泵轴加工装置及加工方法可以有效地降低高温浓硫酸泵细长轴在机加工过程中产生的废品率,提高细长轴的高精度加工。
51.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1