磁性槽盘驱动式顺序更换电极的组合电极头的制作方法
[0001]
本发明涉及一种磁性槽盘驱动式顺序更换电极的组合电极头。
背景技术:
[0002]
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将想件局部加热,同时加压进行焊接的方法,焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化,广泛应用于汽车车身、钣金结构件等拼焊场合。
[0003]
然而现有的电阻焊机均是单电极结构,在针对需要多规格焊点的板材焊接过程中,往往采用在多台焊钳上安装各个规格的电极按顺序对板材进行焊接的方式,这种结构方式的焊接效率低下,生产成本也高。
技术实现要素:
[0004]
本发明的目的在于克服以上所述的缺点,提供一种磁性槽盘驱动式顺序更换电极的组合电极头。
[0005]
为实现上述目的,本发明的具体方案如下:一种磁性槽盘驱动式顺序更换电极的组合电极头,包括呈倒u形的翻转支撑架、翻转旋转盘和磁性槽盘;所述翻转支撑架的两端分别弹性连接有浮动压料架;所述翻转旋转盘的一侧转动连接在翻转支撑架的一端上、并位于翻转支撑架的凹口内,所述翻转旋转盘的圆周面上等间隔排布有多个焊接电极;所述磁性槽盘同轴连接在翻转旋转盘的另一侧,所述磁性槽盘上开设有多条沿直径方向贯穿的且与多个焊接电极位置一一对应的变位锁止槽,所述磁性槽盘上形成有多个扇形部,每个所述扇形部均设有弧形状的动磁体;所述翻转支撑架上与磁性槽盘相对的内侧面设有与每个动磁体一一对应且中心对称的定磁体;其中,所述动磁体与定磁体的极性相同,所述动磁体和定磁体的角弧度β均大于扇形部的角弧度α的四分之一、且小于扇形部的角弧度α的二分之一,所述动磁体与定磁体之间相对的表面为倾斜面;与所述磁性槽盘位于同一侧的所述浮动压料架向上延伸有变位推杆,所述变位推杆的自由端轴接有滚轮,所述滚轮嵌入变位锁止槽内;在所述磁性槽盘处于锁止状态时,所述动磁体对应与相对的定磁体之间的相位差θ大于零度、且小于动磁体的角弧度β。
[0006]
本发明中,进一步地,所述动磁体和定磁体的倾斜面均为倾斜曲面。
[0007]
本发明中,进一步地,所述浮动压料架间隔延伸有两个导向柱,所述导向柱活动伸入翻转支撑架内、且套设有压料弹簧,所述压料弹簧的两端分别与翻转支撑架和浮动压料架抵接。
[0008]
本发明中,进一步地,所述浮动压料架的底面设有压料块。
[0009]
本发明中,进一步地,还包括电极修磨装置,所述电极修磨装置设于翻转支撑架上、并位于翻转旋转盘的上方,所述电极修磨装置用于对焊接电极工作面进行修磨处理。
[0010]
本发明中,进一步地,所述电极修磨装置包括电磁推杆、修磨滑座、两个导向杆、电磁升降模块、修磨头座、震动打磨头和震动抛光头,所述电磁推杆固定在翻转支撑架上,所述两个导向杆间隔并排连接在翻转支撑架的两端之间,所述修磨滑座滑动连接在两个导向杆上,所述电磁推杆的推杆端固定连接在修磨滑座上,所述电磁升降模块固定在修磨滑座上,所述修磨头座固定在电磁升降模块上,所述震动打磨头和震动抛光头间隔固定在修磨头座上。
[0011]
本发明中,进一步地,所述电极修磨装置还包括压电微动片,所述压电微动片设于电磁升降模块与修磨头座之间。
[0012]
本发明的有益效果为:与现有技术相比,本发明利用翻转支撑架上弹性连接的浮动压料架带动变位推杆和滚轮移动,同时配合动磁体与定磁体之间的相互磁性排斥力,使得磁性槽盘驱动翻转旋转盘带动多个焊接电极依次转位至工作位上完成焊接工作,大大提高焊接效率,避免多次重复定位板材,焊接精度高,适应多规格焊点的应用场景,降低生产成本。
附图说明
[0013]
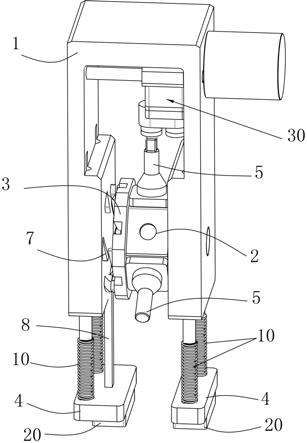
图1是本发明的结构示意图;图2是本发明部分结构的结构示意图;图3是本发明的磁性槽盘与动磁体配合的结构示意图;图4是本发明的翻转支撑架与定磁体配合的结构示意图;图5是本发明的电极修磨装置的结构示意图;附图标记说明:翻转支撑架-1;翻转旋转盘-2;磁性槽盘-3;变位锁止槽-31;扇形部-32;浮动压料架-4;焊接电极-5;动磁体-6;定磁体-7;变位推杆-8;滚轮-9;压料弹簧-10;压料块-20;电极修磨装置-30;电磁推杆-301;修磨滑座-302;导向杆-303;电磁升降模块-304;修磨头座-305;震动打磨头-306;震动抛光头-307;压电微动片-308。
具体实施方式
[0014]
下面结合附图和具体实施例对本发明作进一步详细的说明,并不是把本发明的实施范围局限于此。
[0015]
如图1至图5所示,本实施例所述的一种磁性槽盘驱动式顺序更换电极的组合电极头,包括呈倒u形的翻转支撑架1、翻转旋转盘2和磁性槽盘3;所述翻转支撑架1的两端分别弹性连接有浮动压料架4;所述翻转旋转盘2的一侧转动连接在翻转支撑架1的一端上、并位于翻转支撑架1的凹口内,所述翻转旋转盘2的圆周面上等间隔排布有多个焊接电极5;所述磁性槽盘3同轴连接在翻转旋转盘2的另一侧,所述磁性槽盘3上开设有多条沿直径方向贯穿的且与多个焊接电极5位置一一对应的变位锁止槽31,所述磁性槽盘3上形成有多个扇形部32,每个所述扇形部32均设有弧形状的动磁体6;所述翻转支撑架1上与磁性槽盘3相对的内侧面设有与每个动磁体6一一对应且中心对
称的定磁体7;其中,所述动磁体6与定磁体7的极性相同,所述动磁体6和定磁体7的角弧度β均大于扇形部32的角弧度α的四分之一、且小于扇形部32的角弧度α的二分之一,所述动磁体6与定磁体7之间相对的表面为倾斜面;与所述磁性槽盘3位于同一侧的所述浮动压料架4向上延伸有变位推杆8,所述变位推杆8的自由端轴接有滚轮9,所述滚轮9嵌入变位锁止槽31内;在所述磁性槽盘3处于锁止状态时,所述动磁体6对应与相对的定磁体7之间的相位差θ大于零度、且小于动磁体6的角弧度β。
[0016]
本实施例中,具体地,所述翻转旋转盘2的圆周面上等间隔排布有三个不同规格的焊接电极5,相对应地,所述磁性槽盘3上开设有三条变位锁止槽31。
[0017]
本实施例的工作方式是:安装时,通过翻转支撑架1将整个组合电极头安装固定在外界焊钳上,初始状态时,翻转支撑架1两端上的浮动压料架4在弹性作用下处于伸出状态,变位推杆8带动滚轮9嵌入变位锁止槽31的最底端位置,将磁性槽盘3锁止,此时,翻转旋转盘2上的焊接电极5并未处于竖直向下状态的工作位上,且动磁体6与对应的定磁体7之间的相位差θ大于零度、且小于动磁体6的角弧度β;工作时,外界焊钳经由翻转支撑架1带动整个组合电极头下探,此时两个浮动压料架4率先与外界待焊接的板材接触并压紧贴合板材,随着翻转支撑架1的继续下探,浮动压料架4相对翻转支撑架1上移,变位推杆8带动滚轮9沿着变位锁止槽31上移,当滚轮9移动至三条变位锁止槽31的相交处时,即滚轮9移出该变位锁止槽31的下半部分,由于动磁体6与定磁体7之间存在磁性排斥力,因此,此时磁性槽盘3在磁性排斥力作用下旋转一个角度,该角度超过其扇形部32的角弧度的一半,随着翻转支撑架1的继续下探,变位推杆8带动滚轮9继续上移,由于磁性槽盘3旋转角度大于扇形部32的角弧度的一半,因此,滚轮9上移过程中进入相邻变位锁止槽31的上半部分,此时滚轮9与该变位锁止槽31啮合,在变位推杆8的推力作用下,磁性槽盘3克服动磁体6与定磁体7之间的磁性排斥力同向转动一个角度,磁性槽盘3带动翻转旋转盘2同步转动,翻转旋转盘2带动多个焊接电极5进行转位,直至变位推杆8与该变位锁止槽31平行,并对磁性槽盘3进行锁止,保持焊接电极5的位置不变,此时所需的焊接电极5转动至处于竖直向下状态的工作位上,然后翻转支撑架1继续下探,使该焊接电极5与板材接触并进行焊接工作;该焊接电极5完成焊接工作后,外界焊钳带动翻转支撑架1上移,浮动压料架4由于弹性作用,保持压紧板材,使得变位推杆8带动滚轮9沿着变位锁止槽31相对下移,当滚轮9移动至变位锁止槽31的相交处时,磁性槽盘3在磁性排斥力下带动翻转旋转盘2再次同向旋转一个角度,然后变位推杆8继续拉动滚轮9相对下移,并嵌入另一变位锁止槽31的下半部分,并推动磁性槽盘3同向旋转,使得翻转旋转盘2上的工作位空置,此时组合电极头回到初始状态,然后外界焊钳再次带动整个组合电极头下探,如此重复上述工作过程,磁性槽盘3带动翻转旋转盘2旋转一个电极位,使得另一规格的焊接电极5处于工作位上进行焊接工作,如此重复,在一个组合电极头完成三个不同规格的焊接电极5的焊接工作。
[0018]
本实施例利用翻转支撑架1上弹性连接的浮动压料架4带动变位推杆8和滚轮9移动,同时配合动磁体6与定磁体7之间的相互磁性排斥力,使得磁性槽盘3驱动翻转旋转盘2带动多个焊接电极5依次转位至工作位上完成焊接工作,大大提高焊接效率,避免多次重复定位板材,焊接精度高,适应多规格焊点的应用场景,降低生产成本。
[0019]
同时,本实施例通过设置浮动压料架4对板材进行压紧贴合,相对于传统在焊接过程中依靠焊接电极5对板材进行压合的方式,能够减轻焊接电极5的轴向压力,更好地保护焊接电极5,延长焊接电极5的使用寿命,并且通过浮动压料架4以及动磁体6与定磁体7配合为磁性槽盘3提供动力,从而无需设置外置驱动动力源,简化结构,工作更可靠。
[0020]
基于上述实施例的基础上,进一步地,所述动磁体6和定磁体7的倾斜面均为倾斜曲面。如此设置,使得动磁体6与定磁体7之间的磁场分布更均匀,受力更平衡。
[0021]
基于上述实施例的基础上,进一步地,所述浮动压料架4间隔延伸有两个导向柱,所述导向柱活动伸入翻转支撑架1内、且套设有压料弹簧10,所述压料弹簧10的两端分别与翻转支撑架1和浮动压料架4抵接。如此设置,使得浮动压料架4在做相对运动时更稳定、可靠,压紧更牢靠,保证焊点的可靠焊接。
[0022]
基于上述实施例的基础上,进一步地,所述浮动压料架4的底面设有压料块20。如此设置,使得浮动压料架4对板材的压紧更牢靠,同时设置压料块20能够避免浮动压料架4直接与板材接触,更好地保护板材表面。
[0023]
基于上述实施例的基础上,进一步地,还包括电极修磨装置30,所述电极修磨装置30设于翻转支撑架1上、并位于翻转旋转盘2的上方,所述电极修磨装置30用于对焊接电极5工作面进行修磨处理。实际使用时,翻转旋转盘2带动焊接电极5转位至竖直向上状态,即位于修磨工位,此时电极修磨装置30开始对该焊接电极5工作面进行修磨处理,以保证焊接电极5工作面的光洁度,保障焊点的可靠连接,进而无需将焊接电极5拆卸后进行修磨,效率更高。
[0024]
基于上述实施例的基础上,具体地,所述电极修磨装置30包括电磁推杆301、修磨滑座302、两个导向杆303、电磁升降模块304、修磨头座305、震动打磨头306和震动抛光头307,所述电磁推杆301固定在翻转支撑架1上,所述两个导向杆303间隔并排连接在翻转支撑架1的两端之间,所述修磨滑座302滑动连接在两个导向杆303上,所述电磁推杆301的推杆端固定连接在修磨滑座302上,所述电磁升降模块304固定在修磨滑座302上,所述修磨头座305固定在电磁升降模块304上,所述震动打磨头306和震动抛光头307间隔固定在修磨头座305上。
[0025]
实际使用时,电磁推杆301带动修磨滑座302沿着导向杆303滑动,修磨滑座302经由修磨头座305带动震动打磨头306和震动抛光头307移动,使得震动打磨头306位于焊接电极5的正上方,然后电磁升降模块304,带动震动打磨头306下探至与焊接电极5工作面接触,然后震动打磨头306开始工作,对焊接电极5工作面进行粗打磨,粗打磨完成后,电磁升降模块304和电磁推杆301共同作用,调整震动抛光头307与焊接电极5工作面接触,然后震动抛光头307对焊接电极5工作面进行抛光处理,保证焊接电极5工作面的光洁度。
[0026]
基于上述实施例的基础上,进一步地,所述电极修磨装置30还包括压电微动片308,所述压电微动片308设于电磁升降模块304与修磨头座305之间。实际使用时,电磁升降模块304带动震动打磨头306或震动抛光头307下探至接近焊接电极5工作面,随后压电微动片308工作,使得震动打磨头306或震动抛光头307缓慢接触焊接电极5工作面,避免震动打磨头306或震动抛光头307在下探过程中对焊接电极5造成冲击而损坏焊接电极5,如此也可提高修磨精度,焊接电极5材料损失小,可有效延长电极使用寿命。
[0027]
以上所述仅是本发明的一个较佳实施例,故凡依本发明专利申请范围所述的构
造、特征及原理所做的等效变化或修饰,包含在本发明专利申请的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1