一种铁路货车下侧门组成自动化生产系统的制作方法
1.本发明属于下侧门生产系统技术领域,具体涉及一种铁路货车下侧门组成自动化生产系统。
背景技术:
2.目前国内铁路货车企业的下侧门组成生产工艺流程大多是:下侧板零件制备,然后转序进行下侧门板的标记加工(目前多采用气动刻打方式),完成后再转序到下侧门组焊生产线进行折页、挂环等部件的组装、焊接。
3.现有生产工艺存在的问题:
4.a、从物流运输来看,下侧门的标记加工与组焊未集成在一条生产线上,作业场地布局分散,增加一次物料捣运和上下料码垛的过程,物料转序耗费时间和人力,捣运成本较高。
5.b、从装备情况来看,各企业现有的下侧门组焊生产线装备自动化程度不高,采用人工完成工件的组对,焊接工序除折页正面采用龙门焊接专机以外,其余均采用人工焊接。龙门焊接专机只能焊接折页中部较长的焊缝,两端焊缝也需要人工焊接,并且焊接过程需要有人值守维护。
6.c、从劳动强度来看,标记刻打工序采用人工上下料方式,操作者劳动强度大。
7.d、从作业环境来看,标记刻打工序采用气动打标方式,现场工作噪声大(100分贝以上);组焊生产线场地的焊接烟尘净化效果不佳,现场环境差。
8.e、从人员配置情况来看,下侧门标记刻打配置2人,组焊生产线配置6人/单班,用工成本高。
9.在将折页与门板进行点焊时,需要将门板和折页进行准确定位。折页按多排码放在箱子里,则如果使用搬运机器人直接将折页转移到点焊平台时,搬运机器人每次夹取折页的位置不同,从而保证折页定位准确。
技术实现要素:
10.为了解决现有技术存在的上述问题,本发明目的在于提供一种能保证折页在阻对点焊装置上准确定位的铁路货车下侧门组成自动化生产系统。
11.本发明所采用的技术方案为:
12.一种铁路货车下侧门组成自动化生产系统,包括依次布置的门板上料区、折页上料区、折页预定位装置、阻对点焊装置、自动焊接装置和码垛区,阻对点焊装置和自动焊接装置上均安装有焊接机械手;还包括轨道,轨道上安装有若干转运物料的搬运机器人;所述折页预定位装置包括预定位平台,预定位平台上安装有若干用于对折页进行定位的折页固定定位挡块和若干用于夹紧折页的折页夹紧气缸。
13.搬运机器人将门板转移到阻对点焊装置上进行夹紧,将折页转移到折页预定位装置上进行预定位。对折页进行预定位时,折页夹紧气缸将折页推向抵靠折页固定定位挡块
的位置定位好后再使折页夹紧气缸的活塞杆收回。折页在折页预定位装置上定位后,再由搬运机器人转移到阻对点焊装置上夹紧。折页和门板阻对准确后,焊接机械手对折页和门板进行点焊。搬运机器人在轨道上移动,并将点焊好的下侧门转移到自动焊接装置上进行正面焊接。搬运机器人还能将生产好的下侧门在码垛区进行码垛。
14.本发明的生产系统能有效地减少物料捣运,减轻劳动强度,改善现场作业环境,有助于提升公司装备自动化水平。
15.作为本发明的优选方案,所述折页固定定位挡块包括侧向固定定位挡块和顶部固定定位挡块;所述折页夹紧气缸包括侧向夹紧气缸、底部夹紧气缸和顶部气动定位装置,侧向固定定位挡块、顶部固定定位挡块、侧向夹紧气缸、底部夹紧气缸和顶部气动定位装置均安装于预定位平台上,侧向夹紧气缸和侧向固定定位挡块相对设置;对折页进行预定位时,顶部气动定位装置的活塞杆穿入折页的销孔中。
16.当搬运机器人将折页转移到预定位平台上后,启动侧向夹紧气缸、底部夹紧气缸和顶部气动定位装置。侧向夹紧气缸和底部夹紧气缸将折页推动到抵靠侧向固定定位挡块和顶部固定定位挡块的位置,使得折页移动到预定位置。顶部气动定位装置的活塞杆穿入折页的销孔,使得折页得到进行一步定位。折页在折页预定位装置上定位后,搬运机器人能夹取折页的确定位置,从而搬运机器人将折页转移到阻对点焊装置时,折页能放置到准确位置,折页与门板的相对位置准确,方便进行点焊。由于阻对点焊装置上要放置门板和两个折页,则不方便通过汽缸来推动折页移动到位,而本发明通过折页预定位装置解决了这个问题。
17.作为本发明的优选方案,所述侧向夹紧气缸和侧向固定定位挡块均为两个。两个侧向夹紧气缸能将折页推动到准确位置,避免侧边经使用一个侧向夹紧气缸和侧向固定定位挡块时,折页可能产生倾斜的情况。
18.作为本发明的优选方案,所述顶部气动定位装置的活塞杆的形状为锥形。由于顶部气动定位装置的活塞杆的端部较小,则顶部气动定位装置的活塞杆伸出时,活塞杆能更加容易穿入折页的销孔,保证折页得到准确定位。
19.作为本发明的优选方案,所述阻对点焊装置包括点焊平台,点焊平台上分别安装有若干用于对门板进行定位的门板压紧气缸和门板定位挡块,点焊平台上还安装有用于对折页进行定位的折页孔定位气缸和若干折页压紧气缸,折页孔定位气缸的活塞杆穿入折页的销孔中。门板压紧气缸能将门板压紧,门板定位挡块能对门板进行限位,避免门板错位。折页孔定位气缸能对折页进行定位,折页压紧气缸能将折页压紧。折页和门板分别进行定位和压紧后,折页和门板的相对位置准确,从而折页能焊接到门板的准确位置。
20.作为本发明的优选方案,所述门板压紧气缸的数量为四个,四个门板压紧气缸分设于门板的四个角处;所述门板定位挡块包括顶部支撑定位挡块、门板底部定位挡块和门板侧边定位挡块,顶部支撑定位挡块、门板底部定位挡块和门板侧边定位挡块均安装于点焊平台上。四个门板压紧气缸分设于门板的四个角处,则门板压紧气缸能将门板进行压紧,避免点焊的过程中门板松动。
21.作为本发明的优选方案,所述折页压紧气缸的数量为四个,折页孔定位气缸的数量为两个,每根折页对应两个折页压紧气缸和一个折页孔定位气缸。每个折页由两个折页压紧气缸进行压紧,避免折页松动。并且,折页由折页孔定位气缸定位,保证折页位置准确。
22.作为本发明的优选方案,所述折页孔定位气缸的活塞缸的形状为锥形。由于折页孔定位气缸的活塞杆的端部较小,折页孔定位气缸的活塞杆伸出时,活塞杆能更容易穿入折页的销孔内。
23.作为本发明的优选方案,所述阻对点焊装置和自动焊接装置之间设置有焊枪水冷箱;所述自动焊接装置与码垛区之间依次设置有打标记装置、小件阻对及翻焊装置。打标记装置能对下侧门进行打标,小件阻对及翻焊装置能在下侧门上焊接附属件、将下侧门翻转以进行反面焊接。
24.作为本发明的优选方案,还包括控制系统,控制系统分别与折页预定位装置、阻对点焊装置、自动焊接装置、焊接机械手、搬运机器人、打标记装置、小件阻对及翻焊装置电连接。
25.本发明的有益效果为:
26.1.本发明的搬运机器人将门板转移到阻对点焊装置上进行夹紧,将折页转移到折页预定位装置上进行预定位。对折页进行预定位时,折页夹紧气缸将折页推向抵靠折页固定定位挡块的位置定位好后再使折页夹紧气缸的活塞杆收回。折页在折页预定位装置上定位后,再由搬运机器人转移到阻对点焊装置上夹紧。折页和门板阻对准确后,焊接机械手对折页和门板进行点焊。本发明能将折页进行预定位后再转移到阻对点焊装置的准确位置,避免了直接将折页从箱体中转移到阻对点焊装置时难以保证折页定位准确的情况。
27.2.本发明的生产系统能依次进行门板和折页的点焊、正面焊接、小件阻对焊接、翻焊、码垛定,有效地减少物料捣运,减轻劳动强度,改善现场作业环境,有助于提升公司装备自动化水平。
附图说明
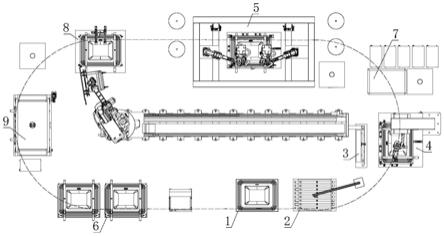
28.图1是本发明的结构示意图;
29.图2是折页预定位装置的结构示意图;
30.图3是阻对点焊装置的结构示意图。
31.图中,1
‑
门板上料区;2
‑
折页上料区;3
‑
折页预定位装置;4
‑
阻对点焊装置;5
‑
自动焊接装置;6
‑
码垛区;7
‑
焊枪水冷箱;8
‑
打标记装置;9
‑
小件阻对及翻焊装置;31
‑
预定位平台;32
‑
侧向固定定位挡块;33
‑
顶部固定定位挡块;34
‑
侧向夹紧气缸;35
‑
底部夹紧气缸;36
‑
顶部气动定位装置;41
‑
点焊平台;42
‑
门板压紧气缸;43
‑
门板定位挡块;44
‑
折页孔定位气缸;45
‑
折页压紧气缸;431
‑
顶部支撑定位挡块;432
‑
门板底部定位挡块;433
‑
门板侧边定位挡块。
具体实施方式
32.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
33.如图1~图3所示,本实施例的铁路货车下侧门组成自动化生产系统,包括依次布置的门板上料区1、折页上料区2、折页预定位装置3、阻对点焊装置4、焊枪水冷箱7、自动焊接装置5、打标记装置8、小件阻对及翻焊装置9、码垛区6。还包括控制系统,控制系统分别与
折页预定位装置3、阻对点焊装置4、自动焊接装置5、焊接机械手、搬运机器人、打标记装置8、小件阻对及翻焊装置9电连接。本发明适用于铁路货车下侧门部件的组装、焊接、标记刻打等多项作业,满足c70e、c80e、c80b等铁路货车型下侧门以及类似结构的下侧门生产。
34.阻对点焊装置4和自动焊接装置5上均安装有焊接机械手;还包括轨道,轨道上安装有若干转运物料的搬运机器人;所述折页预定位装置3包括预定位平台31,预定位平台31上安装有若干用于对折页进行定位的折页固定定位挡块和若干用于夹紧折页的折页夹紧气缸。其中,采用焊接机械手替代原有的龙门专机,实现长、短焊缝的自动焊接,焊接过程智能控制,操作可调性强,焊接过程自动清理维护,不需要人员值守,更适合少人化、无人化的生产作业方式。
35.搬运机器人将门板转移到阻对点焊装置4上进行夹紧,将折页转移到折页预定位装置3上进行预定位。对折页进行预定位时,折页夹紧气缸将折页推向抵靠折页固定定位挡块的位置定位好后再使折页夹紧气缸的活塞杆收回。折页在折页预定位装置3上定位后,再由搬运机器人转移到阻对点焊装置4上夹紧。折页和门板阻对准确后,焊接机械手对折页和门板进行点焊。搬运机器人在轨道上移动,并将点焊好的下侧门转移到自动焊接装置5上进行正面焊接。标记加工设备采用计算机控制,加工过程自动进行。搬运机器人将工件送入该工位,定位夹紧机构将下侧门定位夹紧,发出信号,标记加工设备按要求自动开始工作。完成后夹具松开,机器人进入抓取工件传送至下工位。小件组对及翻焊用于下侧门附属件的组对焊接、折页与门板反面焊缝的焊接,以及折页自动焊缝的修补。机器人将工件送入该工位,定位夹紧。操作人员进入,借助定位样杆完成小件组对。反面工件组焊采用翻转变位装置。该工位焊接工作由人工完成。完成后,翻转至下侧门正面朝上,夹具松开,操作人员退出,发出信号,机器人进入抓取工件传送至下工位。下料码垛工位与上料工位共用一台上料机器人进行下料、码垛作业。机器人按照生产节拍进行自动下料、码垛,完成后操作人员通过天车将工件吊放到物料缓存区。
36.本发明的生产系统能依次进行门板和折页的点焊、正面焊接、小件阻对焊接、翻焊、码垛定,有效地减少物料捣运,减轻劳动强度,改善现场作业环境,有助于提升公司装备自动化水平。本发明采用u型线进行生产布局,较以往的一字流水线,场地占用少,上下料及工位间运输共用一台搬运机器人,减少设备投入;生产线采用模块化设计,便于拆迁。
37.标记加工集成到组焊生产线上,减少了物料转序。采用计算机控制,加工过程自动进行,设备稳定可靠性好,易于维护;操作安全、方便;对环境没有污染。该自动化生产线上的所有软硬件设施均预留标准的信息通讯接口,以备后期信息化、智能化升级。该自动化生产线投入使用且生产稳定后,生产线上配置的操作人员不超过两人,较现有生产方式,每班次可减少直接用工六人,大幅降低用工成本。
38.本发明设计的自动化生产线更能适应少人化作业,有效地减少物料捣运,减轻劳动强度,改善现场作业环境,有助于提升公司装备自动化水平,有助于公司工业机器人应用型人才(技能型、技术型)育成。
39.具体地,所述折页固定定位挡块包括侧向固定定位挡块32和顶部固定定位挡块33;所述折页夹紧气缸包括侧向夹紧气缸34、底部夹紧气缸35和顶部气动定位装置36,侧向固定定位挡块32、顶部固定定位挡块33、侧向夹紧气缸34、底部夹紧气缸35和顶部气动定位装置36均安装于预定位平台31上,侧向夹紧气缸34和侧向固定定位挡块32相对设置;对折
页进行预定位时,顶部气动定位装置36的活塞杆穿入折页的销孔中。
40.当搬运机器人将折页转移到预定位平台31上后,启动侧向夹紧气缸34、底部夹紧气缸35和顶部气动定位装置36。侧向夹紧气缸34和底部夹紧气缸35将折页推动到抵靠侧向固定定位挡块32和顶部固定定位挡块33的位置,使得折页移动到预定位置。顶部气动定位装置36的活塞杆穿入折页的销孔,使得折页得到进行一步定位。折页在折页预定位装置3上定位后,搬运机器人能夹取折页的确定位置,从而搬运机器人将折页转移到阻对点焊装置4时,折页能放置到准确位置,折页与门板的相对位置准确,方便进行点焊。由于阻对点焊装置4上要放置门板和两个折页,则不方便通过汽缸来推动折页移动到位,而本发明通过折页预定位装置3解决了这个问题。工作时,门板和折页被定位卡紧后,控制系统发出信号,焊接机器人开始工作。焊接完成后,装置复位,夹具松开,机器人进入抓取工件传送至下工位。
41.所述侧向夹紧气缸34和侧向固定定位挡块32均为两个。两个侧向夹紧气缸34能将折页推动到准确位置,避免侧边经使用一个侧向夹紧气缸34和侧向固定定位挡块32时,折页可能产生倾斜的情况。
42.所述顶部气动定位装置36的活塞杆的形状为锥形。由于顶部气动定位装置36的活塞杆的端部较小,则顶部气动定位装置36的活塞杆伸出时,活塞杆能更加容易穿入折页的销孔,保证折页得到准确定位。
43.具体地,所述阻对点焊装置4包括点焊平台41,点焊平台41上分别安装有若干用于对门板进行定位的门板压紧气缸42和门板定位挡块43,点焊平台41上还安装有用于对折页进行定位的折页孔定位气缸44和若干折页压紧气缸45,折页孔定位气缸44的活塞杆穿入折页的销孔中。门板压紧气缸42能将门板压紧,门板定位挡块43能对门板进行限位,避免门板错位。折页孔定位气缸44能对折页进行定位,折页压紧气缸45能将折页压紧。折页和门板分别进行定位和压紧后,折页和门板的相对位置准确,从而折页能焊接到门板的准确位置。
44.所述门板压紧气缸42的数量为四个,四个门板压紧气缸42分设于门板的四个角处;所述门板定位挡块43包括顶部支撑定位挡块431、门板底部定位挡块432和门板侧边定位挡块433,顶部支撑定位挡块431、门板底部定位挡块432和门板侧边定位挡块433均安装于点焊平台41上。四个门板压紧气缸42分设于门板的四个角处,则门板压紧气缸42能将门板进行压紧,避免点焊的过程中门板松动。
45.所述折页压紧气缸45的数量为四个,折页孔定位气缸44的数量为两个,每根折页对应两个折页压紧气缸45和一个折页孔定位气缸44。每个折页由两个折页压紧气缸45进行压紧,避免折页松动。并且,折页由折页孔定位气缸44定位,保证折页位置准确。所述折页孔定位气缸44的活塞缸的形状为锥形。由于折页孔定位气缸44的活塞杆的端部较小,折页孔定位气缸44的活塞杆伸出时,活塞杆能更容易穿入折页的销孔内。
46.需要说明的是:
47.阻对点焊装置4采用模块化设计,具有良好的柔性,兼容多种车型下侧门组成及类似结构。切换车型生产时能迅速、便捷,调整少量工装档位实现车型转产,部分档位可以采用交流伺服电机驱动,通过数控一键式调整各车型档位位置,遇到个别差异化较大的结构可通过更换组对模块转产。组对胎上应有明确的基准线(基准面),便于车型换产时快速定位调整。
48.自动焊接系统采用可编程焊接机器人,同时支持三维模型输入编程(离线编程)与
示教编程。焊接机器人可靠性、环境适应性和耐久性水平接近国外同类产品水平。
49.打标记装置8采用计算机控制,加工过程自动进行。控制软件功能强大,用户可随意输入、编排内容,支持中英文字符、阿拉伯数字、任意图形;可自动进行序列号(流水号)加工;加工内容可存盘保留;对加工部位的表面无特殊要求,可适应各种材质工件。标记加工设备稳定可靠性好,易于维护;操作安全、方便;工作噪声小于75分贝;对环境没有污染。
50.小件阻对及翻焊装置9的翻转机构应翻转平稳,并且能在任意位置停止,操作方便,翻转角度0~360
°
。翻转变位过程中,工件可靠固定,不会脱落、发生位移。工作台高度符合人体工程学设计,便于操作者焊接作业。
51.自动传送装置采用上下料工位的搬运机器人完成各工位的物料传输,满足生产线节拍要求。通过铺设地面轨道,满足各工位物料传输需求。
52.本发明还包括液压系统,液压系统的主要液压元件等采用国内知名品牌产品。
53.气动系统带过滤器、减压阀及油雾器并配有单独气路开关,主要气动元件应采用国内知名品牌产品。
54.电气控制系统采用进口品牌可编程序控制器。
55.该生产线自动焊接工位采用集中焊烟除尘系统,折页组对工位、小件焊接工位采用单机焊烟除尘系统。
56.焊接电源采用全数字逆变控制脉冲电源,能在混合气体保护和co2气体保护条件下,满足1.2mm、1.6mm实芯或药芯焊丝的连续焊接需要。
57.生产线自动化硬件设施具备标准的信息通讯接口;采用集中控制软件,数据信息能够保存;具备焊接管理系统。该生产线后期通过更新升级,能够实现自动采集生产线数据信息、具备在线质量检测功能、具备检修及维护报警功能。
58.本发明不局限于上述可选实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是落入本发明权利要求界定范围内的技术方案,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1