加工高性能耐热钢实心焊丝的去应力收集装置的制作方法
[0001]
本实用新型涉及焊丝加工技术领域,具体涉及加工高性能耐热钢实心焊丝的去应力收集装置。
背景技术:
[0002]
焊丝是作为填充金属或同时作为导电用的金属丝焊接材料。在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时焊丝也是导电电极。焊丝的表面不涂防氧化作用的焊剂。
[0003]
焊丝在做去应力加工时需要对焊丝进行高频率的外力进行冲击,会导致焊丝部分段变形,不利于整辊的收集。
技术实现要素:
[0004]
(一)要解决的技术问题
[0005]
为了克服现有技术不足,现提出加工高性能耐热钢实心焊丝的去应力收集装置,解决现有焊丝在做去应力加工时需要对焊丝进行高频率的外力进行冲击,会导致焊丝部分段变形,不利于整辊的收集的问题。
[0006]
(二)技术方案
[0007]
本实用新型通过如下技术方案实现:本实用新型提出了加工高性能耐热钢实心焊丝的去应力收集装置,包括工作台和拔丝模,所述工作台顶端中部设置有夹装座,所述夹装座顶部设置有卷收辊,所述工作台顶部一侧设置有模具座,所述模具座顶部设置有所述拔丝模,所述拔丝模内设置有拔丝孔,所述拔丝模一侧在所述模具座上设置有移动裁刀,所述移动裁刀一侧设置有裁板,所述拔丝模内设置有焊丝工件,所述焊丝工件远离所述模具座一端设置有限位环,所述限位环底部设置有伸缩杆,所述工作台底端中部设置有伺服电机,所述伺服电机一侧壁上还设有电机固定架,所述伺服电机另一侧设置有操作面板,所述移动裁刀底部设置有气缸推杆。
[0008]
进一步的,所述夹装座与所述工作台通过螺栓固定连接,所述卷收辊与所述夹装座通过卡槽固定连接。
[0009]
进一步的,所述模具座与所述工作台通过螺栓固定连接,所述拔丝模与所述模具座通过卡压的方式固定连接。
[0010]
进一步的,所述拔丝孔成型于所述拔丝模上,所述移动裁刀与所述模具座滑动连接,所述裁板与所述模具座焊接。
[0011]
进一步的,所述气缸推杆内嵌在所述模具座内,所述气缸推杆动能输出端与所述移动裁刀通过螺栓固定连接,所述焊丝工件与所述拔丝孔插接,所述限位环嵌套在所述焊丝工件上。
[0012]
进一步的,所述伸缩杆与所述限位环焊接,所述伺服电机与所述工作台通过所述电机固定架固定连接,所述电机固定架与所述工作台焊接,所述操作面板与所述工作台通
过螺栓固定连接。
[0013]
(三)有益效果
[0014]
本实用新型相对于现有技术,具有以下有益效果:
[0015]
为解决现有焊丝在做去应力加工时需要对焊丝进行高频率的外力进行冲击,会导致焊丝部分段变形,不利于整辊的收集的问题,本实用新型通过设置拔丝模,可对去应力加工后的焊丝进行有效的防护,保障其界面不发生形变,有利于在焊丝完整收集在卷辊上。
附图说明
[0016]
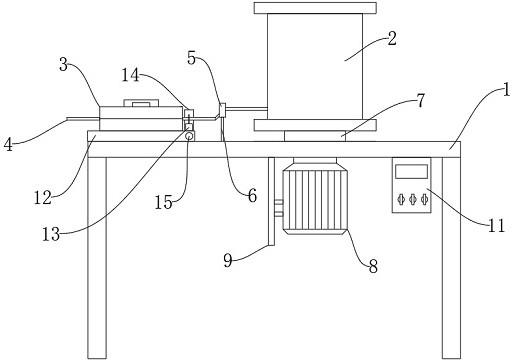
图1是本实用新型所述加工高性能耐热钢实心焊丝的去应力收集装置的结构示意图;
[0017]
图2是本实用新型所述加工高性能耐热钢实心焊丝的去应力收集装置中拔丝模的左视图;
[0018]
图3是本实用新型所述加工高性能耐热钢实心焊丝的去应力收集装置中移动裁刀、裁板、模具座以及气缸推杆的位置关系示意图。
[0019]
附图标记说明如下:
[0020]
1、工作台;2、卷收辊;3、拔丝模;4、焊丝工件;5、限位环;6、伸缩杆;7、夹装座;8、伺服电机;9、电机固定架;10、拔丝孔;11、操作面板;12、模具座;13、移动裁刀;14、裁板;15、气缸推杆。
具体实施方式
[0021]
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0022]
如图1-3图所示,本实施例中的加工高性能耐热钢实心焊丝的去应力收集装置,包括工作台1和拔丝模3,工作台1顶端中部设置有夹装座7,夹装座7顶部设置有卷收辊2,工作台1顶部一侧设置有模具座12,模具座12顶部设置有拔丝模3,拔丝模3内设置有拔丝孔10,拔丝模3一侧在模具座12上设置有移动裁刀13,移动裁刀13一侧设置有裁板14,拔丝模3内设置有焊丝工件4,焊丝工件4远离模具座12一端设置有限位环5,限位环5底部设置有伸缩杆6,工作台1底端中部设置有伺服电机8,伺服电机8一侧壁上还设有电机固定架9,伺服电机8另一侧设置有操作面板11,移动裁刀13底部设置有气缸推杆15。
[0023]
夹装座7与工作台1通过螺栓固定连接,卷收辊2与夹装座7通过卡槽固定连接。
[0024]
模具座12与工作台1通过螺栓固定连接,拔丝模3与模具座12通过卡压的方式固定连接。
[0025]
拔丝孔10成型于拔丝模3上,移动裁刀13与模具座12滑动连接,裁板14与模具座12焊接。
[0026]
气缸推杆15内嵌在模具座12内,气缸推杆15动能输出端与移动裁刀13通过螺栓固定连接,焊丝工件4与拔丝孔10插接,限位环5嵌套在焊丝工件4上。
[0027]
伸缩杆6与限位环5焊接,伺服电机8与工作台1通过电机固定架9固定连接,电机固定架9与工作台1焊接,操作面板11与工作台1通过螺栓固定连接。
[0028]
通过采用上述技术方案,限位环5在焊丝工件4卷收时,可根据在卷收辊2上的位置,相应的带动伸缩杆6剩下移动,有效的避免了焊丝收集时偏移的问题,在卷收辊2卷收结束后,气缸推杆15推动移动裁刀13将焊丝工件4对齐裁板14剪断,方便快捷,另外拔丝孔10的截面孔径与焊丝工件4的正常状态的截面直径相同,不会对焊丝工件4产生外力的拉拔,不会造成二次拉伸的干扰。
[0029]
本实施例的具体实施过程如下:首先将工作台1放置在焊丝去应力加工设备的尾端,然后将加工出来的焊丝工件4引入到拔丝模3内,拔丝孔10与焊丝工件4的正常截面直径相同,焊丝工件4卷绕到卷收辊2上,通过操作面板11启动伺服电机8带动卷收辊2转动,开始卷收焊丝工件4,待焊丝工件4表面发生变形时,拔丝孔10能够有效的进行约束并对焊丝工件4进行校正,使其变直,恢复为正常状态的截面,此设计的出现,可对去应力加工后的焊丝进行有效的防护,保障其界面不发生形变,最后有利于在焊丝完整收集在卷辊上。
[0030]
上面的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的构思和范围进行限定。在不脱离本实用新型设计构思的前提下,本领域普通人员对本实用新型的技术方案做出的各种变型和改进,均应落入到本实用新型的保护范围,本实用新型请求保护的技术内容,已经全部记载在权利要求书中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1