一种钢覆面一体化矫形工装的制作方法
[0001]
本实用新型属于安装工装,具体涉及一种钢覆面一体化矫形工装。
背景技术:
[0002]
目前,在乏燃料后处理建安工程中,钢覆面包含热室钢覆面、设备室钢覆面和不锈钢水池覆面,其施工体量大、焊接点多、工期要求紧、土建安装深度交叉施工作业,根据设计技术要求,钢覆面安装要先制作焊接龙骨,由焊接龙骨支撑钢覆面板材,钢覆面的支架龙骨焊接点多,焊接由于受局部热点影响,大尺寸焊接接极易出现扭曲变形和波浪变形,受焊缝布局不规则,焊接变形难以控制。针对大尺寸预埋龙骨焊接矫形,在行业内的焊接件安装施工作业中都属难点。
技术实现要素:
[0003]
本实用新型针对现有技术的缺陷,提供一种钢覆面一体化矫形工装。
[0004]
本实用新型是这样实现的:一种钢覆面一体化矫形工装,包括型钢骨架,型钢骨架为长方形框架,在型钢骨架下方设置支腿,支腿底端设置底板,型钢骨架上设置横支梁,型钢骨架和横支梁构成了工作平台,工作平台上下侧面分别设置矫形上支架和矫形下支架,工作平台上设置行走机构,型钢骨架上设置卡槽,行走机构能够带矫形上支架和动矫形下支架在卡槽内移动,矫形上支架和矫形下支架的h型钢上设置压紧机构,该压紧机构用于矫形上支架和矫形下支架作业过程中的矫形件压紧。
[0005]
如上所述的一种钢覆面一体化矫形工装,其中,矫形上支架呈门型结构,顶部材料为h型钢。
[0006]
如上所述的一种钢覆面一体化矫形工装,其中,所述行走机构由行走轮、定位轮、支撑支架、连接支架及螺栓构成,所述连接支架内部设置有凹槽,支撑支架贴合在连接支上,由螺栓连接定位;支撑支架端部伸出翼板设置有定位轮,支撑支架两侧处伸出轴设置行走轮;定位轮与型钢骨架腹板相贴合,定位矫形上支架和矫形下支架行走位置;行走轮与型钢骨架翼板相贴合,型钢骨架翼板为行走轮提供行走轨道,所述定位轮设置有前后2组,防止矫形上支架或矫形下支架在行走过程中由于倾斜而卡死,行走轮前后布置有2组,矫形上支架或矫形下支架左右对称2组,既可充当矫形行走机构,又可作为矫形上支架或矫形下支架的支撑机构,通过行走机构的左右移动,可以确定工作平台横向行程位置。
[0007]
如上所述的一种钢覆面一体化矫形工装,其中,所述矫形压紧机构由千斤顶、支架板、支撑螺杆及行走轴承构成,所述支架板为凹槽状,支架板与矫形上支架和矫形下支架的h型钢面贴合,所述支架板附带有支撑螺杆,支撑螺杆上带有行走轴承,所述支架板背侧安装有矫形用千斤顶,通过千斤顶上下调节确定矫形压力强度,所述行走轴承可在矫形上支架或矫形下支架的滑槽内滑动,确定工作平台纵向行程位置;所述矫形压紧机构附带有千斤顶,千斤顶为工装系统提供矫形压紧装置,用于矫形件的压紧。
[0008]
如上所述的一种钢覆面一体化矫形工装,其中,所述矫形上支架设置有6组,安装
矫形压紧机构12组。
[0009]
如上所述的一种钢覆面一体化矫形工装,其中,钢覆面一体化矫形工装还包括垫块,该垫块用于与行走机构和矫形压紧机构配合进行压紧。
[0010]
如上所述的一种钢覆面一体化矫形工装,其中,所述矫形下支架设置有2组,安装矫形压紧机构有4组。
[0011]
本实用新型的效果是:本新型的工装可一次完成多个大尺寸预制件的整体矫形,半成品矫形件可进行同步流水线作业,提高空间利用率。车间内龙门吊配合下,可实现矫形件的翻转及吊装转运。矫形方式由预制件的敲击振动消散集中应力后千斤顶硬压实塑型和焊接过程压紧紧固后矫形以减小形变。可矫形和焊接同步进行,既可当做工作平台兼焊接和打磨一体,又可成为矫形平台进行焊件矫形;矫形件可敲击振动消除应力后直接将需矫形部分压实于平台上,节约人力,矫形效率高,矫形完成后可直接转运至运输车辆,有效缩短了施工工期;焊接平台上带有8个可移动的作业平台,多点作业,操作性强,操作简单,人员易培养;针对不同类型和不同尺寸的型钢龙骨架都可以适用,工艺类似情况下值得推广。
附图说明
[0012]
图1为本实用新型的结构示意图;
[0013]
图2为本实用新型的行走机构示意图;
[0014]
图3为本实用新型的压紧机构示意图;
[0015]
图4为本实用新型的矫形件矫形过程示意图;
[0016]
图5为本实用新型的易变形焊接件矫形示意图。
具体实施方式
[0017]
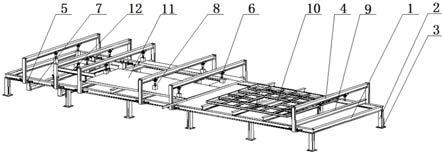
结合图1所示,一种钢覆面一体化矫形工装,包括型钢骨架1、支腿2、底板3、矫形上支架4、行走机构5、矫形压紧机构6、矫形下支架7、横支梁9。所述型钢骨架1和横支梁9构成了工作平台,所述型型钢骨架1和横支梁9形成的平台上放置矫形件,型钢骨架1 底部设置有支腿2,所述型钢骨架1和支腿2材料为h型钢,所述支腿2底部附带底板3,底板3处连接膨胀螺栓固定于地面上;所述矫形上支架4呈门型结构,所述矫形上支架4顶部材料为h型钢,所述矫形上支架4侧部与行走机构5连接,行走机构5带动矫形上支架4 在型钢骨架1卡槽内移动;所述矫形压紧机构6吊装在矫形上支架4 卡槽内,可沿卡槽轨道处移动;所述行走机构5、矫形上支架4和矫形压紧机构6三者结合,可在平台范围内对矫形件平面矫形;所述矫形下支架7呈门型结构,中间横梁处材料为h型钢所述矫形下支架7 与行走机构5连接,行走机构5带动矫形下支架7在型钢骨架1卡槽内移动;所述矫形压紧机构6安装在矫形下支架7上,可沿着矫形下支架7卡槽内移动;所述行走机构5、矫形下支架7和矫形压紧机构 6三者结合,可在平台范围内横向和纵向压紧。
[0018]
结合图2所示,所述行走机构5由行走轮5-1、定位轮5-2、支撑支架5-3、连接支架5-4及螺栓5-5构成。所述连接支架5-4内部设置有凹槽,支撑支架5-3贴合在连接支架5-4上,由螺栓5-5连接定位;支撑支架5-3端部伸出翼板设置有定位轮5-2,支撑支架5-3 两侧处伸出轴设置行走轮5-1;定位轮5-2与型钢骨架1腹板相贴合,定位矫形上支架4和矫形下支架7行走位置;行走轮5-1与型钢骨架 1翼板相贴合,型钢骨架1翼板为行走轮5-1提供行走轨
道。所述定位轮5-2设置有前后2组,防止矫形上支架4或矫形下支架7在行走过程中由于倾斜而卡死。行走轮5-1前后布置有2组,矫形上支架4 或矫形下支架7左右对称2组,既可充当矫形行走机构,又可作为矫形上支架4或矫形下支架7的支撑机构。通过行走机构5的左右移动,可以确定工作平台横向行程位置。
[0019]
结合图3所示,所述矫形压紧机构6由千斤顶6-1、支架板6-2、支撑螺杆6-3及行走轴承6-4构成。所述支架板6-2为凹槽状,支架板6-2与矫形上支架4和矫形下支架7的h型钢面贴合,所述支架板 6-2附带有支撑螺杆6-3,支撑螺杆6-3上带有行走轴承6-4,所述支架板6-2背侧安装有矫形用千斤顶6-1,通过千斤顶6-1上下调节确定矫形压力强度。所述行走轴承6-4可在矫形上支架4或矫形下支架7的滑槽内滑动,确定工作平台纵向行程位置;所述矫形压紧机构 6附带有千斤顶6-1,千斤顶6-1为工装系统提供矫形压紧装置,用于矫形件的压紧。
[0020]
结合图1、图4和图5所示,所述矫形上支架4设置有6组,安装矫形压紧机构12组,可进行多点位同步矫形或多矫形件流水线作业矫形。所述第一类矫形件11矫形过程如图4所示,由多个承压点进行矫形,通过行走机构5和矫形压紧机构6调节至合适位置后,增加垫块8压紧,矫形完成后迅速移动至下个点位处,如图1所示第二类矫形件10所处位置处配合车间内天车可进行翻转。同时,平台上的第一类矫形件11进行矫形时,可对第二类矫形件10进行平台吊运和矫形位置标定,形成流水线作业模式,节约时间,增加效率。所述矫形下支架7设置有2组,安装矫形压紧机构6有4组,与矫形下支架7配合,可组合对焊接变形较大部件进行矫形。如图5所示,针对第三类矫形件12矫形,矫形下支架7处的矫形压紧机构6根据第三类矫形件12的形变情况调整千斤顶6-1位置;矫形上支架4处的矫形压紧机构6与第三类矫形件12之间增加垫块8,缓慢压紧千斤顶 6-1,直至四者贴合,缓慢调整上下位置处的千斤顶6-1,对矫形件进行动态矫形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1