一种自动螺丝供料机构的制作方法
[0001]
本实用新型涉及螺丝上料技术领域,具体涉及一种自动螺丝供料机构。
背景技术:
[0002]
当前,螺丝供料通常采用人工或者料盘供料的方式,缺点如下:首先,操作员工作强度大,需要取螺丝,对准位置,重复工作强度比较大;其次,精度比较低,由于采用手动或料盘方式供料,取螺丝的位置比较随机,不适合后续自动化生产;最后,生产效率比较低,由于采用人工操作,生产速度不稳定,不同工人的生产速度和品质也不一样,效率比较低。且,传统的自动螺丝机对螺丝的形状有要求,长径比要比较大的才能适用,有些比较短的或者头部比较大的螺丝就无法使用了,有局限性。
技术实现要素:
[0003]
本实用新型的目的在于克服现有技术的不足,提供一种自动螺丝供料机构。
[0004]
本实用新型的技术方案如下:
[0005]
一种自动螺丝供料机构,包括:。
[0006]
一送料机构,由振动盘、直线震动供料器以及送料气缸构成,所述直线震动供料器顶部设有料道,所述料道一端与所述振动盘出料口连接,另一端设有送料气缸,位于所述送料气缸推送端连接有推送滑块;
[0007]
一感应机构,由有料传感器、缺料传感器、满料传感器以及取料传感器构成,所述有料传感器、缺料传感器以及满料传感器均设于上述料道上,位于料道靠近上述送料气缸一侧末端设有有料传感器,位于料道靠近上述振动盘末端设有满料传感器,且位于同侧还设有缺料传感器,所述缺料传感器位于满料传感器后方,所述取料传感器设于所述螺丝取料位末端。
[0008]
在本实用新型中,位于所述推送滑块靠近料道一侧设有螺丝上料孔位,且当送料气缸复位时,所述螺丝上料孔位与所述料道对应。
[0009]
进一步的,所述螺丝上料孔位有且只有一个。
[0010]
在本实用新型中,所述缺料传感器设于料道上料方向的四分之一或三分之一处。
[0011]
在本实用新型中,所述振动盘、直线震动供料器以及送料气缸均与中央控制系统电性连接,并由所述中央控制系统协调控制。
[0012]
在本实用新型中,所述料传感器、缺料传感器、满料传感器以及取料传感器均与中央控制系统电性连接,并将检测到的数据传输至中央控制系统。
[0013]
在本实用新型中,所述振动盘、直线震动供料器以及送料气缸由统一供能系统提供能源。
[0014]
相较于现有技术,本实用新型的有益效果在于:
[0015]
本实用新型采用螺丝自动入料的方式,减少了操作员的劳动强度;定位精度比较高,由于采用气缸推进,定点定位,有助于自动化改造;效率高,由于采用了振动盘和直线振
动供料机构,供料速度比较稳定,而且速度快;适应范围广,由于采用振动盘供料,基本上各种形状的螺丝都可以根据螺丝形状定制振动盘,没有了螺丝长径比的限制,也没有了螺丝头部的限制,应用范围广。
附图说明
[0016]
为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0017]
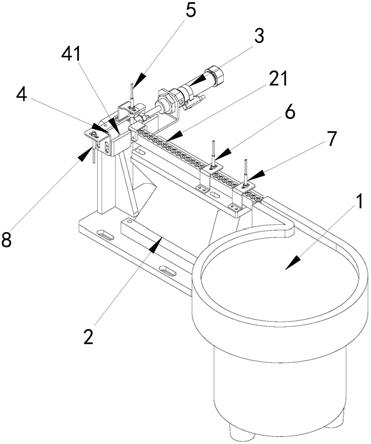
图1为本实用新型提供的一种自动螺丝供料机构的立体图。
[0018]
附图标记说明如下:
[0019]
1、振动盘;2、直线震动供料器;21、料道;3、送料气缸;4、推送滑块;41、螺丝上料孔位;5、有料传感器;6、缺料传感器;7、满料传感器;8、取料传感器。
具体实施方式
[0020]
在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0021]
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0022]
为了说明本实用新型所述的技术方案,下面通过具体实施例来进行说明。
[0023]
实施例
[0024]
请参阅,本实用新型提供的一种自动螺丝供料机构,包括:
[0025]
一送料机构,由振动盘、直线震动供料器以及送料气缸构成,直线震动供料器顶部设有料道,料道一端与振动盘出料口连接,另一端设有送料气缸,位于送料气缸推送端连接有推送滑块;
[0026]
一感应机构,由有料传感器、缺料传感器、满料传感器以及取料传感器构成,有料传感器、缺料传感器以及满料传感器均设于料道上,位于料道靠近送料气缸一侧末端设有有料传感器,位于料道靠近振动盘末端设有满料传感器,且位于同侧还设有缺料传感器,缺料传感器位于满料传感器后方,取料传感器设于螺丝取料位末端。
[0027]
在本实施例中,位于推送滑块靠近料道一侧设有螺丝上料孔位,且当送料气缸复位时,螺丝上料孔位与料道对应。
[0028]
进一步的,螺丝上料孔位有且只有一个。
[0029]
在本实施例中,缺料传感器设于料道上料方向的四分之一或三分之一处。
[0030]
在本实施例中,振动盘、直线震动供料器以及送料气缸均与中央控制系统电性连接,并由中央控制系统协调控制。
[0031]
在本实施例中,料传感器、缺料传感器、满料传感器以及取料传感器均与中央控制系统电性连接,并将检测到的数据传输至中央控制系统。
[0032]
在本实施例中,振动盘、直线震动供料器以及送料气缸由统一供能系统提供能源。
[0033]
工作原理:
[0034]
首先,螺丝由人工加入到振动盘内,振动盘能够将螺丝按照头上脚下的方向供应出来,供应到直线振动供料器的料道中;随后,直线振动供料器将螺丝按同样的方向将螺丝想前输送,当输送到设定数量时,就会停止振动盘供料;然后,当螺丝消耗到设定的数量时,又会启动振动盘供料,这样会节省能源,减少振动盘不必要的工作,延长设备寿命降低使用成品;螺丝前进到尽头后,当有料传感器检测到螺丝到位后,送料气缸将螺丝推进到取料位置;然后控制系统也会停止直线振动供料器,节能降耗;当取料传感器检测到有取料动作完成后,送料气缸复位,启动直线振动供料器,螺丝到位后,供料气缸推出,然后待机;每触发一次取料传感器,系统就会重复上述第5步,实现持续供料。
[0035]
虽然已参照几个典型实施方式描述了本实用新型,但应当理解,所用的术语是说明和示例性、而非限制性的术语。由于本实用新型能够以多种形式具体实施而不脱离实用新型的精神或实质,所以应当理解,上述实施方式不限于任何前述的细节,而应在随附权利要求所限定的精神和范围内广泛地解释,因此落入权利要求或其等效范围内的全部变化和改型都应为随附权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1