一种气动增压工装的制作方法
1.本实用新型涉及一种工装,尤其涉及一种能够减少工装数量的气动增压工装。
背景技术:
2.目前对于航空座椅类产品的销轴装配品类多,而且可能大小不一,因此,对于压装所要求的力也有大有小,现在的加工工艺通常采用专用气缸压装方式,这种现有的气缸压装工装可压装大小相近的销轴产品,对于销轴装配品类多的产品就要求较多工装,生产成本高,且生产效率受影响。
技术实现要素:
3.本实用新型所要解决的技术问题是需要提供一种能够减少工装数量和节约生产成本的适用于销轴装配品类较多的气动增压工装。
4.对此,本实用新型提供一种气动增压工装,包括:气缸组件、上安装板、上模组件、下模组件、导轨安装板和底板,所述气缸组件设置于所述上安装板上,所述上安装板的下方设置有所述导轨安装板,所述上模组件通过所述导轨安装板设置于所述下模组件的上方,所述下模组件设置于所述底板上。
5.本实用新型的进一步改进在于,所述上模组件通过滑块设置于所述导轨安装板上,所述滑块与所述气缸组件中的气缸杆相连接。
6.本实用新型的进一步改进在于,所述气缸组件包括两个以上的气缸,每一个气缸上均单独设置有对应的气管接头。
7.本实用新型的进一步改进在于,所述气缸组件包括第一气缸、第二气缸和第三气缸,所述第一气缸通过所述第二气缸连接至所述第三气缸。
8.本实用新型的进一步改进在于,所述上安装板上设置有气管孔,所述气管孔设置于所述气管接头的正下方。
9.本实用新型的进一步改进在于,还包括支柱,所述支柱设置于所述上安装板和所述底板之间。
10.本实用新型的进一步改进在于,所述支柱底部设置有加强筋。
11.本实用新型的进一步改进在于,所述下模组件上设置有定位孔。
12.本实用新型的进一步改进在于,所述定位孔的数量为两个以上,所述两个以上的定位孔均匀设置于所述下模组件的上端面。
13.本实用新型的进一步改进在于,所述下模组件上设置有用于固定产品的固定构件。
14.与现有技术相比,本实用新型的有益效果在于:通过组合式的气缸组件实现压力可调,进而能够满足航空座椅等产品的销轴装配品类较多的需求,有效减少了压装工装的数量,节约了生产成本,同时也减少了工人的劳动强度,进而得以提高其工作效率。
附图说明
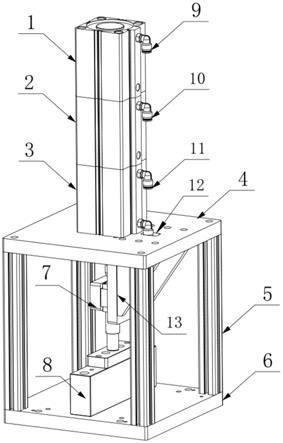
15.图1是本实用新型一种实施例的立体结构示意图。
具体实施方式
16.下面结合附图,对本实用新型的较优的实施例作进一步的详细说明。
17.如图1所示,本例提供一种气动增压工装,包括:气缸组件、上安装板4、上模组件7、下模组件8、导轨安装板13和底板6,所述气缸组件设置于所述上安装板4上,所述上安装板4的下方设置有所述导轨安装板13,所述上模组件7通过所述导轨安装板13设置于所述下模组件8的上方,所述下模组件8设置于所述底板6上。
18.本例所述气缸组件包括两个以上的气缸,每一个气缸上均单独设置有对应的气管接头,因此,所述气缸组件为组合式气缸,便于实现压力的调节,适合用于机械装配领域中的销轴类装配和铆接等产品装配,能够实现产品的快速装配、快速定位及快速夹紧。所述上模组件7和下模组件8分别为用于实现产品压装的上压模块和压装底座模块。
19.本例所述导轨安装板13为用于实现所述上模组件7实现导轨运动的安装板,优选的,所述上模组件7通过滑块设置于所述导轨安装板13上,所述滑块与所述气缸组件中的气缸杆相连接。
20.在实际生产中,所述气缸组件的气缸(包括第一气缸1、第二气缸2和第三气缸3)安装在所述上安装板4上,所述上安装板4的下方装有所述导轨安装板13,所述上模组件7(也称上模模块)安装在所述导轨安装板13的滑块上,滑块固定在所述气缸组件的气缸杆上,由气缸(包括第一气缸1、第二气缸2和第三气缸3)带动滑块上下运动,所述下模组件8安装在所述底板6上,所述下模组件8实现所需压装的产品精准定位,所述上模组件7将其下方的销轴压入产品至要求位置,装配效率高。
21.如图1所示,本例所述气缸组件包括两个以上的气缸,每一个气缸上均单独设置有对应的气管接头,且在所述上安装板4上设置有气管孔12,所述气管孔12设置于所述气管接头(如第一气管接头9、第二气管接头10和第三气管接头11)的正下方,便于实现通气的控制。
22.更为具体的,所述气缸组件包括第一气缸1、第二气缸2和第三气缸3,所述第一气缸1通过所述第二气缸2连接至所述第三气缸3,所述第一气缸1、第二气缸2和第三气缸3上分别设置了第一气管接头9、第二气管接头10和第三气管接头11,每一个气缸均可以单独通过其开关实现通气控制。
23.本例所述第一气缸1、第二气缸2和第三气缸3分别连接至三个开关控制,即每一个气缸均对应一个开关控制,当压较小的销轴时所需力较小,只打开第三气缸3的开关通气来压装产品;当一个气缸压装产品不能完成时,同时打开第二气缸2和第三气缸3的开关,采用所述第二气缸2和第三气缸3同时压装产品,此时的压力是两个气缸产生的力,相当于一个气缸的两倍力;当第一气缸1、第二气缸2和第三气缸3这三个气缸同时打开时,可产生更大的力,可压装更大的销轴,因此,能够实现压力的调节。
24.如图1所示,本例还包括支柱5,所述支柱5设置于所述上安装板4和所述底板6之间,用于实现支撑作用,同时也为所述上模组件7的上下运动预留出足够的空间了;所述支柱5底部优选设置有加强筋,便于增加其结构的稳定性,也便于重心下移;所述下模组件8上
设置有定位孔,所述定位孔用于实现产品的定位;优选的,所述定位孔的数量为两个以上,所述两个以上的定位孔均匀设置于所述下模组件8的上端面,便于实现需要压装的产品的定位。
25.本例所述下模组件8上还优选设置有用于固定产品的固定构件,所述固定构件可以是弹簧夹紧装置、磁铁固定装置、卡扣构件、防滑固定构件以及卡合构件中的任意一种或几种,便于实现产品的固定和夹紧,有助于后续的压紧增压操作。
26.综上所述,本例通过组合式的气缸组件实现压力可调,进而能够满足航空座椅等产品的销轴装配品类较多的需求,有效减少了压装工装的数量,节约了生产成本,同时也减少了工人的劳动强度,进而得以提高其工作效率。
27.以上所述之具体实施方式为本实用新型的较佳实施方式,并非以此限定本实用新型的具体实施范围,本实用新型的范围包括并不限于本具体实施方式,凡依照本实用新型之形状、结构所作的等效变化均在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1