高精密粉末成型机的制作方法
[0001]
本实用新型涉及一种高精密粉末成型机,尤其涉及一种成型精度高、成型效果好的高精密粉末成型机。
背景技术:
[0002]
现在的粉末成型机一般包括上模及下模,并利用上模驱动机构驱动上模向下运动,以及利用下模驱动机构驱动下模向上运动,从而使得所述上模及下模合模,进而压缩模腔内的粉末,使粉末形成固体工件。然而,现有的粉末成型机都具有机械刚性不强及运行精度不高,难以达到微米级别,导致压制的产品不粘连,密度不均匀的缺点,因此,产品加工质量不理想。
技术实现要素:
[0003]
本实用新型的目的在于提供一种成型精度高、成型效果好的高精密粉末成型机。
[0004]
为了实现上述目的,本实用新型提供的高精密粉末成型机包括机架及设置于所述机架上的上模装置、下模装置及送料装置;所述上模装置位于所述下模装置的上方;所述下模装置包括定模、第一下模驱动机构、第一下模、至少两第二下模驱动机构、至少两第二下模及至少两下压板;所述定模固定于所述机架上;所述第一下模驱动机构的输出端与第一下模连接,以驱动所述第一下模升降;所述第二下模驱动机构的输出端与所述下压板连接,所述下压板与所述第二下模连接,以驱动所述第二下模升降;所述定模、第一下模及第二下模形成模腔;所述送料装置可向所述模腔输送粉末,以利用所述上模装置将所述模腔内的粉末压制成工件。
[0005]
与现有技术相比,由于本实用新型通过设置至少两第二下模、至少两下压板以及至少两第二下模驱动机构,通过将所述第二下模驱动机构的输出端与所述下压板连接,并使所述下压板与所述第二下模连接,从而使一所述第二下模驱动机构可以驱动一所述第二下模升降。由于每一所述第二下模均匀一个第二下模驱动机构单独驱动,从而可以使得各个第二下模及第二下模驱动机构的受力减少,进而可以提高粉末成型机整体的机械刚性;并且可以单独对每一第二下模的位置进行控制,有利于提高运行的精度,提高成型的质量。
[0006]
较佳地,所述下压板沿竖直方向呈层叠设置,且各个所述下压板在水平面的同一圆周方向依次错开。通过所述下压板,可以将与之对应的第二下模驱动机构的力全部传递给与之对应的第二下模,保证第二下模具有足够的顶推力来压制产品,从而提高机械刚性,并进一步提高运行的精度,提高成型的质量。
[0007]
较佳地,所述第二下模驱动机构分布于所述第一下模驱动机构的四周。
[0008]
较佳地,所述第一下模驱动机构包括第一下模电机、第一下模丝杆、第一下模螺套、第一下模推板及第一下模推杆,所述第一下模电机的输出端与所述第一下模丝杆连接,所述第一下模丝杆与所述第一下模螺套螺纹连接,所述第一下模丝杆及第一下模螺套穿设于所述下压板,所述第一下模螺套与所述第一下模推板连接,所述第一下模推板与所述第
一下模推杆连接,所述第一下模推杆与所述第一下模连接。通过利用所述第一下模丝杆与所述第一下模螺套配合,使得所述第一下模的移动位置更回精确,极大地提高了运行的精度,提高产品成型的质量。
[0009]
较佳地,所述第二下模驱动机构包括第二下模电机、第二下模丝杆、第二下模螺母、第二下模推板及第二下模推杆,所述第二下模电机的输出端与所述第二下模丝杆连接,所述第二下模丝杆与所述第二下模螺套螺纹连接,所述第二下模螺套与所述第二下模推板连接,所述第二下模推板与所述第二下模推杆连接,所述第二下模推杆与对应于所述第二下模推杆的所述下压板连接。通过利用所述第二下模丝杆与所述第二下模螺母配合,使得所述第二下模的移动位置更回精确,极大地提高了运行的精度,提高产品成型的质量。
[0010]
具体地,各个所述第二下模推板沿竖直方向呈层叠设置,且各个所述第二下模推板在水平面的同一圆周方向依次错开。这样可以实现对各个下压板独立地驱动,又可以避免发生相互干涉,提高结构的紧凑性,缩小机体的体积。
[0011]
较佳地,所述上模装置包括第一上模驱动机构、第一上模、第二上模驱动机构、第二上模及升降平台,所述第一上模驱动机构的输出端与所述第一上模及所述升降平台连接,以驱动所述第一上模及所述升降平台升降;所述第二上模驱动机构设置于所述升降平台上,且所述第二上模驱动机构的输出端与所述第二上模连接,以驱动所述第二上模升降。通过设置所述升降平台,使所述第二上模驱动机构设置于所述升降平台上,从而可利用所述第一上模驱动机构驱动所述第一上模升降的同时驱动所述升降平台升降,进而使得所述第二上模驱动机构能与所述第一上模同步升降。这样可以大大降低了所述上模装置的调机困难度,提高运行的精度。
[0012]
具体地,所述第一上模驱动机构包括第一上模电机、第一上模丝杆、第一上模螺套及第一上模推板,所述第一上模电机的输出端与所述第一上模丝杆连接,所述第一上模丝杆与所述第一上模螺套螺纹连接,所述第一上模螺套与所述升降平台及所述第一上模推板连接,所述第一上模推板与所述第一上模连接。
[0013]
具体地,所述第二上模驱动机构包括第二上模电机、第二上模丝杆、第二上模螺套及第二上模推板,所述第二上模电机固定于所述升降平台上且输出端与所述第二上模丝杆连接,所述第二上模丝杆与所述第二上模螺套螺纹连接,所述第二上模螺套与所述第二上模推板连接,所述第二上模推板与所述第二上模连接。
[0014]
较佳地,所述送料装置包括推送机构、罩体及粉末输送装置,所述罩体可移动地设置于所述模腔的上方,所述推送机构驱动所述罩体移动并盖合于所述模腔上或远离所述模腔,所述粉末输送装置的输出端与所述罩体连通。通过利用所述推送机构,可以驱动所述罩体靠近所述模腔,再利用所述粉末输送装置将粉末自动送到所述模腔。另外,在产品成型后,又可以利用所述推送机构带动所述罩体,从而将产品顶推下料,因此,实现自动上、下料的目的,自动化程度高,节省人力成本。
附图说明
[0015]
图1是本实用新型高精密粉末成型机的立体图。
[0016]
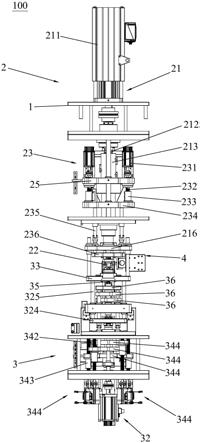
图2是本实用新型高精密粉末成型机的主视图。
[0017]
图3是本实用新型高精密粉末成型机的侧视图。
[0018]
图4是本实用新型高精密粉末成型机的下模装置的立体图。
[0019]
图5是本实用新型高精密粉末成型机的下模装置的主视图。
[0020]
图6是本实用新型高精密粉末成型机的下压板的俯视图。
[0021]
图7是本实用新型高精密粉末成型机的第二下模驱动机构的仰视图。
[0022]
图8是本实用新型高精密粉末成型机的第二下模推板的俯视图。
[0023]
图9是本实用新型高精密粉末成型机的上模装置的立体图。
[0024]
图10是本实用新型高精密粉末成型机的上模装置的主视图。
[0025]
图11是本实用新型高精密粉末成型机的送料装置的结构图。
具体实施方式
[0026]
为详细说明本实用新型的技术内容、构造特征、所实现的效果,以下结合实施方式并配合附图详予说明。
[0027]
如图1至图5及图9至图10所示,本实用新型的高精密粉末成型机100包括机架1及设置于所述机架1上的上模装置2、下模装置3及送料装置4;所述上模装置2位于所述下模装置3的上方;所述下模装置3包括定模31、第一下模驱动机构32、第一下模33、至少两第二下模驱动机构34、至少两第二下模35及至少两下压板36;本申请具有三第二下模驱动机构34、三第二下模35及三下压板36。所述定模31固定于所述机架1上。所述第一下模驱动机构32的输出端与第一下模33连接,以驱动所述第一下模33升降。所述第二下模驱动机构34的输出端与所述下压板36连接,所述下压板36与所述第二下模35连接,以驱动所述第二下模35升降;所述定模31、第一下模33及第二下模35形成模腔。所述送料装置4可向所述模腔输送粉末,以利用所述上模装置2将所述模腔内的粉末压制成工件。
[0028]
请参阅图2、图5至图7所示,所述下压板36沿竖直方向呈层叠设置,且各个所述下压板36在水平面的同一圆周方向依次错开。所述第二下模驱动机构34分布于所述第一下模驱动机构32的四周。通过所述下压板36,可以将与之对应的第二下模驱动机构34的力全部传递给与之对应的第二下模35,保证第二下模35具有足够的顶推力来压制产品,从而提高机械刚性,并进一步提高运行的精度,提高成型的质量。
[0029]
再参阅图4及图5,所述第一下模驱动机构32包括第一下模电机321、第一下模丝杆322、第一下模螺套323、第一下模推板324及第一下模推杆325,所述第一下模电机321的输出端与所述第一下模丝杆322连接,所述第一下模丝杆322与所述第一下模螺套323螺纹连接,所述第一下模丝杆322及第一下模螺套323穿设于所述下压板36,所述第一下模螺套323与所述第一下模推板324连接,所述第一下模推板324与所述第一下模推杆325连接,所述第一下模推杆325与所述第一下模33连接。通过利用所述第一下模丝杆322与所述第一下模螺套323配合,使得所述第一下模33的移动位置更回精确,极大地提高了运行的精度,提高产品成型的质量。
[0030]
再参阅图4及图5,所述下模装置3还包括第三下模37及顶杆38,所述顶杆38连接于所述第一下模推板324上,所述第三下模37设置于所述顶杆38上端,且所述第三下模37向上延伸到所述模腔内。所述第三下模37为柱体结构,在模腔内可在产品成型后使产品形成孔。
[0031]
再参阅图4、图5及图8,每一所述第二下模驱动机构34包括两第二下模电机341、两第二下模丝杆342、两第二下模螺母343、一第二下模推板344及两第二下模推杆345。所述第
二下模电机341的输出端与所述第二下模丝杆342一一对应连接,所述第二下模丝杆342与所述第二下模35螺套一一对应地螺纹连接,两所述第二下模35螺套与一所述第二下模推板344连接且位于所述第二下模推板344的两端,所述第二下模推板344与两所述第二下模推杆345连接,两所述第二下模推杆345与对应于两所述第二下模推杆345的所述下压板36连接。各个所述第二下模推板344沿竖直方向呈层叠设置,且各个所述第二下模推板344在水平面的同一圆周方向依次错开。这样既可以实现对各个下压板36独立地驱动,又可以避免发生相互干涉,提高结构的紧凑性,缩小机体的体积。通过利用所述第二下模丝杆342与所述第二下模螺母343配合,又使得所述第二下模35的移动位置更回精确,极大地提高了运行的精度,提高产品成型的质量。
[0032]
再如图1至图3及图9至图10,所述下模装置3还包括定模支撑机构39,所述定模支撑机构39包括支撑杆391及底板392,所述支撑杆391的一端固定于所述机架1,所述支撑杆391的另一端穿过所述下压板36并与所述底板392连接,所述定模31固定于所述底板392上。
[0033]
再请参阅图9及图10,所述第一下模驱动机构32在合模时,所述第一下模电机321启动带动所述第一下模丝杆322转动,所述第一下模丝杆322带动所述第一下模螺套323上升,所述第一下模螺套323带动所述第一下模推板324向上移动,所述第一下模推板324带动所述第一下模推杆325及所述第三下模37上升合模位,同时所述第一下模推杆325带动所述第一下模33上升到合模位。
[0034]
所述第二下模驱动机构34在合模时,所述第二下模电机341启动,带动所述第二下模丝杆342转动,所述第二下模丝杆342带动所述第二下模螺母343上升,所述第二下模螺母343带动所述第二下模推板344上升,所述第二下模螺母343带动所述第二下模推杆345上升,所述第二下模推杆345带动所述下压板36上升。这时,三个所述下压板36与所述第一下模33压合在一起。此时,三个所述第二下模35伸入到所述模腔内,并与所述第一下模33及第三下模37合模。
[0035]
再请参阅图9及图10,所述上模装置2包括第一上模驱动机构21、第一上模22、第二上模驱动机构23、第二上模24及升降平台25,所述第一上模驱动机构21的输出端与所述第一上模22及所述升降平台25连接,以驱动所述第一上模22及所述升降平台25升降;所述第二上模驱动机构23设置于所述升降平台25上,且所述第二上模驱动机构23的输出端与所述第二上模24连接,以驱动所述第二上模24升降。通过设置所述升降平台25,使所述第二上模驱动机构23设置于所述升降平台25上,从而可利用所述第一上模驱动机构21驱动所述第一上模22升降的同时驱动所述升降平台25升降,进而使得所述第二上模驱动机构23能与所述第一上模22同步升降。这样可以大大降低了所述上模装置2的调机困难度,提高运行的精度。
[0036]
再请参阅图9及图10,所述第一上模驱动机构21包括第一上模电机211、第一上模丝杆212、第一上模螺套213及第一上模推板214,所述第一上模电机211的输出端与所述第一上模丝杆212连接,所述第一上模丝杆212与所述第一上模螺套213螺纹连接,所述第一上模螺套213与所述升降平台25及所述第一上模推板214连接,所述第一上模推板214与所述第一上模22连接。所述第一上模螺套213的端部与所述第一上模推板214之间连接有第一上模推杆215。
[0037]
再请参阅图9及图10,所述第二上模驱动机构23包括两第二上模电机231、两第二
上模丝杆232、两第二上模螺套233、一第二上模推板234、两第二上模推杆235及一第二上模压板236,两所述第二上模电机231固定于所述升降平台25的两端且输出端与所述第二上模丝杆232一一对应连接,所述第二上模丝杆232与所述第二上模螺套233一一对应地螺纹连接,两所述第二上模螺套233与所述第二上模推板234连接。所述第二上模推杆235设置于所述第二上模压板236与所述第二上模推板234之间,所述第二上模24设置于所述第二上模压板236。所述第二上模24呈柱状并穿过所述第一上模22并延伸到所述模腔内。
[0038]
再请参阅图2、图5及图10,所述第一下模33上设有导向柱331,所述第一上模螺套213的端部与所述第一上模推板214之间连接有导向板216;具体是,所述第一上模推板214与所述第一上模推杆215固定连接,所述第一上模推杆215穿过所述第二上模压板236与所述导向板216连接,所述第一上模螺套213与所述导向板216连接。所述导向板216滑动地套接于所述导向柱331。通过设置所述导向柱331及导向板216,使得所述上模装置2与所述下模装置3能相互配合,保证合模的准确,提高运行的精度。
[0039]
如图11所示,所述送料装置4包括推送机构41、罩体42及粉末输送装置43,所述罩体42可移动地设置于所述模腔的上方,所述推送机构41驱动所述罩体42移动并盖合于所述模腔上或远离所述模腔,所述粉末输送装置43的输出端与所述罩体42连通。所述推送机构41包括马达、丝杆、螺母及推送杆,马达的输出端与丝杆连接,丝杆与螺母连接,螺母与推送杆连接,推送杆与所述罩体2连接。通过利用所述推送机构41,可以驱动所述罩体42靠近所述模腔,再利用所述粉末输送装置43将粉末自动送到所述模腔。另外,在产品成型后,又可以利用所述推送机构41带动所述罩体42,从而将产品顶推下料,因此,实现自动上、下料的目的,自动化程度高,节省人力成本。
[0040]
综合上述并结合上述附图,下面对本实用新型高精密粉末成型机100的工作原理进行描述,如下:
[0041]
所述第一下模驱动机构32推动所述第一下模33及第三下模37上升,同时,所述第二下模驱动机构34驱动所述第二下模35上升,这时,所述定模31、第一下模33、第二下模35及第三下模37之间形成一开口的模腔。之后,所述送料装置4向所述模腔内输送粉末。然后,通过振动机构振动调整所述模腔内的粉末的均匀性。
[0042]
粉末输送完成后,所述第一上模驱动机构21驱动所述第一上模22下移,同时所述第二上模24下移。在所述第一上模22及第二上模24进入所述模腔之前,所述第二上模24到达填粉位。当所述第一上模驱动机构21驱动所述第一上模22进入所述模腔后,所述第一上模驱动机构21停止动作。此时,再次通过振动机构振动调整所述模腔内的粉末的均匀性。
[0043]
接着,所述第一上模驱动机构21继续带动所述第一上模22下压,所述第二上模24同时下压。当所述第二上模24到达压制位时,所述第一上模驱动机构21继续驱动所述第一上模22下压,此时,所述第二上模驱动机构23驱动所述第二上模24相对所述第一上模22回退,使得所述第二上模24相对压制位静止不动。与此同时,所述第一下模驱动机构32驱动所述第一下模33开始向下移动脱模,当所述第一上模22压制到位后,所述第一上模驱动机构21驱动所述第一上模22开始回退上升,所述第二上模驱动机构23驱动所述第二上模24回退上升,使得所述第二上模24相对所述第一上模22脱模更快,直到所述第一上模22、第二上模24、第一下模33及第二下模35完全回退复位,压制即可完成。所述送料装置4即可将成型后的产品推出下料通道。
[0044]
与现有技术相比,由于本实用新型通过设置至少两第二下模35、至少两下压板36以及至少两第二下模驱动机构34,通过将所述第二下模驱动机构34的输出端与所述下压板36连接,并使所述下压板36与所述第二下模35连接,从而使一所述第二下模驱动机构34可以驱动一所述第二下模35升降。由于每一所述第二下模35均匀一个第二下模驱动机构34单独驱动,从而可以使得各个第二下模35及第二下模驱动机构34的受力减少,进而可以提高粉末成型机整体的机械刚性;并且可以单独对每一第二下模35的位置进行控制,有利于提高运行的精度,提高成型的质量。
[0045]
本实用新型高精密粉末成型机100所涉及到的各个电机的控制方法均为本领域普通技术人员所熟知,在此不再做详细的说明。
[0046]
以上所揭露的仅为本实用新型的较佳实例而已,当然不能以此来限定本实用新型之权利范围,因此依本实用新型申请专利范围所作的等同变化,仍属于本实用新型所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1