一种不锈钢复合板异步扎制装置的制作方法
1.本实用新型涉及复合板扎制技术领域,具体是一种不锈钢复合板异步扎制装置。
背景技术:
2.异步扎制相比于传统扎制工艺有其独到之处。首先,采用异步扎制可以大大地降低扎制力,所以设备重量轻,能耗低,轧机变形小,产品精度高、性能优良;其次,减少了轧辊的磨损和中间退火,降低了生产费用。
3.现有的不锈钢复合板异步扎制装置在使用时,不能根据复合板的厚度自动调整扎制辊之间的间距,更换复合板时工作人员调整扎制辊之间的间距,耗时过多降低工作效率。
技术实现要素:
4.本实用新型的目的在于提供一种不锈钢复合板异步扎制装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种不锈钢复合板异步扎制装置,包括:机壳、旋转轮和升降杆,所述机壳上安装有第一扎制辊和第二扎制辊,所述第一扎制辊和第二扎制辊分别由第一变速电机和第二变速电机驱动,所述机壳上固定有固定轮,且固定轮的边缘环绕设有多个锯齿凹槽,所述旋转轮的边缘环绕设有多个锯齿凸块,所述锯齿凹槽与锯齿凸块啮合,所述旋转轮的直径小于固定轮的直径,所述固定轮的中心轴与固定轮转动连接,且固定轮的中心轴与驱动电机的输出端连接,所述固定轮的中心轴通过第二连接杆与旋转轮的中心轴连接,所述升降杆上设有滑槽,且升降杆的一端与第一扎制辊转动连接,所述旋转轮的偏心位置与第一连接杆的一端转动连接,所述第一连接杆的另一端与滑槽滑动连接,所述升降杆两端分别与一个限位环滑动连接,两个所述限位环均与机壳固定连接。
7.作为本实用新型进一步的方案:所述机壳上安装有位置感应器,用于测量第一扎制辊距地面的高度。
8.作为本实用新型再进一步的方案:所述机壳上安装有冷却液箱,所述冷却液箱通过送液总管与两个送液支管连接,所述送液总管上设有加压泵,所述送液支管为u字型,每个所述送液支管远离送液总管的一端均设有一个喷头。
9.作为本实用新型再进一步的方案:每个所述送液支管上均设有一个限流阀。
10.作为本实用新型再进一步的方案:所述第一扎制辊与第二扎制辊分别与一个花纹轮滑动连接。
11.与现有技术相比,本实用新型的有益效果是:
12.1.旋转轮旋转带动升降杆升降,调控第一扎制辊与第二扎制辊之间的间距,避免工作人员手动调整,耗时过多降低工作效率。
13.2.冷却液通过喷头喷射,对扎制后的不锈钢复合板进行淬火处理,加快不锈钢复合板的冷却成型。
14.3.多个花纹轮使得扎制辊可以扎制出单侧带有花纹的坯料,增加装置实用性。
附图说明
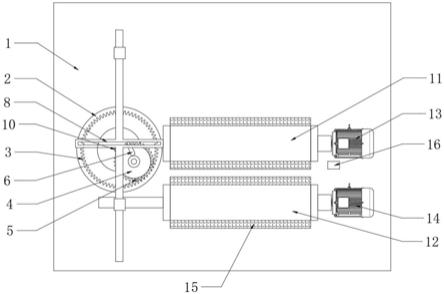
15.图1为不锈钢复合板异步扎制装置的结构示意图。
16.图2为不锈钢复合板异步扎制装置的侧视结构示意图。
17.图3为不锈钢复合板异步扎制装置中第一连接杆的结构示意图。
18.图4为不锈钢复合板异步扎制装置中送液支管的结构示意图。
19.附图中:1
‑
机壳、2
‑
固定轮、3
‑
锯齿凹槽、4
‑
旋转轮、5
‑
锯齿凸块、6
‑
第一连接杆、7
‑
升降杆、8
‑
滑槽、9
‑
限位环、10
‑
第二连接杆、11
‑
第一扎制辊、12
‑
第二扎制辊、13
‑
第一变速电机、14
‑
第二变速电机、15
‑
花纹轮、16
‑
位置感应器、17
‑
驱动电机、18
‑
冷却液箱、19
‑
送液总管、20
‑
加压泵、21
‑
送液支管、22
‑
喷头、23
‑
限流阀。
具体实施方式
20.这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本公开相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实施例公开的一些方面相一致的装置和方法的例子。
21.如图1~3所示,本实用新型实施例中,一种不锈钢复合板异步扎制装置,包括:机壳1、旋转轮4和升降杆7,所述机壳1上安装有第一扎制辊11和第二扎制辊12,所述第一扎制辊11和第二扎制辊12分别由第一变速电机13和第二变速电机14驱动,所述机壳1上固定有固定轮2,且固定轮2的边缘环绕设有多个锯齿凹槽3,所述旋转轮4的边缘环绕设有多个锯齿凸块5,所述锯齿凹槽3与锯齿凸块5啮合,所述旋转轮4的直径小于固定轮2的直径,所述固定轮2的中心轴与固定轮2转动连接,且固定轮2的中心轴与驱动电机17的输出端连接,所述固定轮2的中心轴通过第二连接杆10与旋转轮4的中心轴连接,所述升降杆7上设有滑槽8,且升降杆7的一端与第一扎制辊11转动连接,所述旋转轮4的偏心位置与第一连接杆6的一端转动连接,所述第一连接杆6的另一端与滑槽8滑动连接,所述升降杆7两端分别与一个限位环9滑动连接,两个所述限位环9均与机壳1固定连接。
22.如图1所示,作为本实用新型一个优选的实施例,所述机壳1上安装有位置感应器16,用于测量第一扎制辊11距地面的高度。
23.在实际应用中,位置感应器16检测第一扎制辊11距地面的高度并向外部控制器传递信号,外部控制器连接有信号处理模块,向驱动电机17传递信号,驱动电机17上电工作驱动固定轮2的中心轴旋转,带动旋转轮4通过锯齿凹槽3与锯齿凸块5之间的啮合,在固定轮2上转动,由于限位环9对升降杆7具有限位作用,旋转轮4旋转通过第一连接杆6带动升降杆7做往复直线运动,从而实现对第一扎制辊11的升降调控,使得第一扎制辊11移动到与第二扎制辊12之间的间距合适的位置,第一变速电机13和第二变速电机14输出不同的转速和扭矩分别驱动第一扎制辊11和第二扎制辊12进行异步扎制,避免工作人员手动调整扎制辊之间的间距,耗时过多降低工作效率。
24.如图1~4所示,作为本实用新型另一个优选的实施例,所述机壳1上安装有冷却液箱18,所述冷却液箱18通过送液总管19与两个送液支管21连接,所述送液总管19上设有加
压泵20,所述送液支管21为u字型,每个所述送液支管21远离送液总管19的一端均设有一个喷头22。
25.如图4所示,作为本实用新型另一个优选的实施例,每个所述送液支管21上均设有一个限流阀23。
26.在实际应用中,外部控制器调控加压泵20上电工作,驱动冷却液箱18中的冷却液通过送液总管19流向两个送液支管21,限流阀23使得冷却液采用相同速率通过每个送液支管21,并最终通过喷头22喷射在扎制完成的复合板上,对扎制后的不锈钢复合板进行淬火处理,加快不锈钢复合板的冷却成型。
27.如图1所示,作为本实用新型另一个优选的实施例,所述第一扎制辊11与第二扎制辊12分别与一个花纹轮15滑动连接。
28.在实际应用中,花纹轮15上设有多个凸筋与凹槽,将花纹轮15滑动套设在第一扎制辊11与第二扎制辊12上,可以扎制出单侧带有花纹的坯料,增加装置实用性。
29.本实用新型的工作原理是:
30.旋转轮4通过锯齿凹槽3与锯齿凸块5之间的啮合在固定轮2上转动,带动升降杆7做往复直线运动,从而实现对第一扎制辊11的升降调控,使得第一扎制辊11移动到与第二扎制辊12之间的间距合适的位置,避免工作人员手动调整扎制辊之间的间距,耗时过多降低工作效率。冷却液通过送液总管19流向两个送液支管21,并最终通过喷头22喷射在扎制完成的复合板上,对扎制后的不锈钢复合板进行淬火处理。将花纹轮15滑动套设在第一扎制辊11与第二扎制辊12上,可以扎制出单侧带有花纹的坯料。
31.有必要进行说明的是,本申请技术方案的用电部件,如第一变速电机13、第二变速电机14、位置感应器16、驱动电机17和加压泵20等均与外部控制器连接,所述的外部控制器为现有技术,本申请技术方案未对其进行改进,因而不需要公开外部控制器的具体型号、电路结构等,不影响本申请技术方案的完整性。
32.本领域技术人员在考虑说明书及实施例处的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由权利要求指出。
33.应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围仅由所附的权利要求来限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1