插孔与保护套管铆接并挤点的自动装配设备的制作方法
1.本实用新型属于电连接器零件装配技术领域,涉及一种插孔与保护套管铆接并挤点的自动装配设备。
背景技术:
2.目前对插孔和保护套管的装配为人工手动装配,如图1所示的插孔(100) 有一端开口端,保护套管(200)有一端收口端(200
‑
1),装配时,如图2所述,插孔(100)的开口端需要插入到保护套管(200)收口端(200
‑
1)的反向端。
3.插孔(100)挤四点位置与保护套管(200)内壁为过盈配合,故装配时需要铆接压入,压入后在图2所示的挤四点位置进行四点挤压,以保证保护套管(200) 和插孔(100)不会分离,装配牢固。
4.目前上述的装配过程均为人工通过工装手动装配,人工将插孔放置在定位工装内,缺定保护套管方向后将其插入,用小锤轻敲保护套管,同时目视直至到位,然后放置在挤点工装上,调节到要求的挤点位置进行挤压。
5.人工装配效率低下,劳动量过大,装配工序繁琐,对操作者的熟练度提出了较高的要求,同时装配的零件尺寸较小,直径仅有1.5mm,通过目视观察难以准确判断铆接是否到位,若已经装配到位后继续进行铆压,则会对保护套的收口端造成堆铆的损伤,导致零件报废,合格率低。在使用挤点工装进行挤点时,需要把铆接后的组件装夹至挤点工装处,导致产品的装配时长的增加。因此需要一种自动化设备能够实现对插孔与保护套管铆接并挤点,使一台设备同时能够完成两种工序的装配加工,提高产品生产效率和装配一致性。
技术实现要素:
6.为了解决上述技术问题,本实用新型提供一种插孔与保护套管铆接并挤点的自动装配设备,本实用新型的设备为全自动设备,能够实现插孔零件和保护套管零件的自动装配、铆压、挤点,并且能够自动上下料,无需人工操作,安全稳定,解决了手工装配效率低,工作量大,装配方法复杂,对操作者熟练度要求高的问题。
7.为了达到上述目的,本实用新型采用如下技术方案:一种插孔与保护套管铆接并挤点的自动装配设备,该自动装配设备包括机架组件、旋转工装组件、插孔错料分料组件、插孔上料组件、保护套管检测组件、保护套管选向组件、保护套管上料组件、双向铆压组件、可调行程挤点组件及成品下料组件;
8.所述机架组件包括机箱和外罩,机箱的上表面为工作台,所述旋转工装组件安装在机箱上表面中间位置,在旋转工装组件的外周一侧安装有插孔错料分料组件,插孔上料组件安装在所述插孔错料分料组件一侧,保护套管选向组件安装在插孔错料分料组件的右侧,所述保护套管选向组件安装在保护套管选向组件和插孔错料分料组件之间,保护套管检测组件安装在所述旋转工装组件上,所述双向铆压组件、可调行程挤点组件和成品下料组件沿圆周方向依次安装在旋转工装组件外周的另一侧;
9.所述插孔错料分料组件实现将插孔按照开口端朝上的方向有序排队,插孔上料组件从插孔错料分料组件中拾取插孔并放置于旋转工装组件上;所述保护套管选向组件实现保护套管的输送并且辨别保护套管的收口端,将保护套管按照收口端朝上垂直放置;所述保护套管上料组件用于将保护套管从保护套管选向组件上取下,并准确插入旋转工装组件上放置的插孔上;所述保护套管检测组件,用于检测所述保护套管上料组件是否将保护套管准确安装到旋转工装组件上的插孔上;旋转工装组件将准确安装好的保护套管和插孔运送至所述双向铆压组件进行铆压,可调行程挤点组件对铆压到位的插孔和保护套管的挤四点位置进行挤四点动作,成品下料组件将挤四点后的成品合格件和漏装保护套管的不合格件分别自旋转工装组件上取下分别收集。
10.进一步地,所述旋转工装组件包括第一电机、皮带、第一齿轮、凸轮分割器输入轴、凸轮分割器安装架、凸轮分割器、旋转圆盘、固定圆盘、固定圆盘盖板、若干伸缩气缸、伸缩气缸连接板、工装定位夹、工装打开夹、工装夹爪机构,所述第一电机固定在机箱上表面上,且置于插孔上料组件的外侧,所述凸轮分割器安装架固定在机箱上表面上方,且在分割器安装架上设有凸轮分割器,第一电机的输出端通过皮带和第一齿轮与凸轮分割器输入轴相连接,凸轮分割器的输出轴与旋转圆盘相连接,旋转圆盘跟随凸轮分割器的输出轴一起旋转,凸轮分割器上方另外与固定圆盘固定连接,固定圆盘上方固定安装有固定圆盘盖板,通过第一电机带动凸轮分割器输入轴旋转,从而通过凸轮分割器的输出轴带动旋转圆盘实现在圆周方向进行45度的间歇旋转,旋转圆盘上表面沿圆周方向平均分布设有 8个工装夹爪机构,用于夹取插孔,固定圆盘的上表面沿径向由内向外对应于工装夹爪机构的位置开设有8个长导槽,在所述固定圆盘盖板上与每个导槽相对应的位置沿径向分别设有短导槽,在对应所述插孔上料组件、成品下料组件、保护套管上料组件、双向铆压组件和可调行程挤点组件五个工位的长导槽内安装有l 型伸缩气缸连接板,每个l型伸缩气缸连接板与伸缩气缸相连接,伸缩气缸置于固定圆盘盖板上,在插孔上料组件、成品下料组件工位的l型伸缩气缸连接板通过工装打开夹与工装夹爪机构相配合,实现工装夹爪机构打开,在保护套管上料组件、双向铆压组件和可调行程挤点组件三个工位的l型伸缩气缸连接板通过工装定位夹与工装夹爪机构相配合,实现工装夹爪机构的收紧,控制工装夹爪机构上的插孔稳定不晃动。
11.进一步地,所述插孔错料分料组件包括第一底板、插孔振动盘、插孔出料料道、导轨底板、插孔错料机构、插孔分料机构和感应光纤机构,所述导轨底板固定在第一底板上,在导轨底板上水平方向平行且间隔设置有2条导轨,所述插孔振动盘安装在第一底板上方一侧,在所述插孔振动盘的出料口处设有用于输送插孔的插孔出料料道,在所述插孔出料料道的出口处依次设有安装在导轨底板上的插孔错料机构和插孔分料机构,插孔错料机构固定在导轨底板2条导轨的一端,插孔分料机构与2条导轨滑动连接,实现与插孔错料机构相向运动,感应光纤机构安装在插孔错料机构和插孔分料机构之间的位置,用于感应自插孔错料机构输出的插孔,使插孔分料机构启动动作。
12.进一步地,所述插孔错料机构包括错料气缸、错料气缸安装板、2个错料气缸安装板固定支架、错料气缸连接板、错料弹簧挡板、第一弹簧、错料块、错料块盖板和错料夹块,所述2个错料气缸安装板固定支架分别垂直且靠左端固定在导轨底板上,在2个错料气缸安装板的上方水平固定有错料气缸安装板,在错料气缸安装板的上方末端安装有错料气缸,
错料气缸的活塞杆与错料气缸连接板相连接,所述错料块固定在所述错料气缸安装板的前端;所述错料块包括矩形块体,在所述矩形块体上表面前端具有第一矩形凹槽,在第一矩形凹槽上方安装有错料块盖板,在第一矩形凹槽的前端沿长度方向设有用于输送插孔的第一插孔料道,且第一插孔料道与插孔出料料道位置相对应,自插孔出料料道输出的插孔直接进入第一插孔料道,在矩形块体内部沿宽度方向开设有用于错料夹块穿过的第一通道,且在第一通道前端的矩形块体设有延伸至第一插孔料道前边缘的第一缺口;所述错料夹块包括第一长条状连接段,在所述第一长条状连接段的前端设有第一夹紧块,在矩形块体的后端面设有用于安装第一弹簧的弹簧孔,在所述矩形块体后侧设有错料弹簧挡板,错料弹簧挡板的前端面设有第二矩形凹槽,错料夹块的第一长条状连接段自第一通道内穿过后固定在错料弹簧挡板的第二矩形凹槽内,同时,第一弹簧的两端分别与错料弹簧挡板与错料块接触,且初始状态时,错料弹簧挡板前端面与错料块末端面之间具有空隙,插孔可以在第二插孔料道内通过,第一弹簧受力压缩后,弹性力使错料弹簧挡板带动错料夹块的第一夹紧块与错料块紧贴,将插孔夹持在错料块的第一插孔料道内。
13.进一步地,所述插孔分料机构包括分料气缸、分料气缸接头、分料气缸连接块、限位块、分料滑块安装板、分料摆缸安装板、分料摆缸、分料弹簧挡板、第二弹簧、分料块、插孔挡板和分料夹块,所述分料气缸固定在插孔错料机构的前端,分料气缸的活塞杆前端通过分料气缸接头与分料气缸连接块顶端固定,所述分料气缸连接块底部可移动地置于限位块内,在所述限位块的左、右两端分别安装调整螺栓,左端的调整螺栓用于限定连接块的左、右移动范围,右端的调节螺栓限定连接块的前、后位置,所述分料气缸连接块的后端与分料滑块安装板相固定,分料滑块安装板底面与2条导轨滑动连接,所述分料滑块安装板的上方垂直固定有分料摆缸安装板,分料摆缸安装板的上方后端面与分料摆缸相固定,分料摆缸的活塞杆前端穿过分料摆缸安装板与分料块固定;
14.所述分料块包括l型块体,在l型块体的短臂前端上表面设有第三矩形凹槽,在第三矩形凹槽前端设有第二插孔料道,第二插孔料道与第一插孔料道在同一条直线上,所述插孔挡板通过螺栓固定在第三矩形凹槽上方,所述插孔挡板的右端前方设有阻挡部,阻挡部的左侧为矩形缺口,插孔挡板与l型块体固定时,矩形缺口的下方为露出的第二插孔料道,使插孔可以沿第二插孔料道通过后由阻挡部阻止插孔前进,l型块体的短臂内部设有沿短臂纵向开设的第二通道;所述分料夹块包括第二长条状连接段,在第二长条状连接段的前端设有第二夹紧块,第二弹簧的两端分别与l型块体后端且以及分料弹簧挡板相接触,分料弹簧挡板的底端设有第四矩形凹槽,分料夹块的第二长条状连接段自l型块体内部的第二通道内穿出且固定在第四矩形凹槽内,实现与分料弹簧挡板的连接,初始状态时,分料弹簧挡板的前端面有分料块的l型块体末端面之间具有空隙,插孔可以在第二插孔料道内通过,第二弹簧受力压缩后,弹性力使分料弹簧挡板带动分料夹块的第二夹紧块与分料块紧贴,从而使分料夹块将插孔夹持在分料块的第二插孔料道内;
15.分料气缸驱动活塞杆带动分料气缸连接块连同分料滑块安装板沿导轨左右移动,从而带动分料块左右移动,实现分料块与错料块的接触或分离,初始状态时,分料块与错料块为接触状态,插孔可以通过,分料摆缸沿圆周方向90度往复旋转,带动分料块实现90度往复运动,实现将插孔由水平方向改变为垂直方向。
16.进一步地,所述插孔上料组件包括第二底板、第一支柱、第二支柱、第一线路托板、
第一圆形气缸、第一浮动接头、第一上料安装板、第一直线导轨、第一滑块、第一滑块安装板、第一圆形气缸连接块、第一滑块挡板、第一提升气缸、第一夹爪气缸、第一夹爪气缸限位板、第一夹爪固定板、第一定位块、插孔夹爪;
17.所述第二底板固定在机箱上表面上,且位于插孔错料分料组件的右侧,所述第一支柱和第二支柱分别垂直固定在第二底板上方的左、右两侧,所述第一线路托板水平架设在所述第一支柱和第二支柱上方,在第一支柱和第二支柱的前端固定有第一上料安装板,在所述第一上料安装板的前端沿水平方向且间隔固定有第一直线导轨,在2条第一直线导轨上分别设有第一滑块,2个第一滑块的前端与第一滑块安装板相固定,在第一滑块安装板的右端面设有第一圆形气缸连接块,第一圆形气缸水平安装在第一支柱的左端,第一圆形气缸连接块的连接端穿过上料安装板置于第一支柱和第二支柱之间,且第一圆形气缸的输出端设有第一浮动接头,第一圆形气缸通过第一浮动接头带动第一圆形气缸连接块连同第一滑块安装板沿第一直线导轨左、右往复移动,在第一滑块安装板的前端上方安装有第一提升气缸,在所述第一滑块安装板的下侧前端固定有第一滑块挡板,在第一滑块挡板的上方设有第一夹爪气缸限位板,第一滑块挡板与第一夹爪固定板沿垂直方向可滑动连接,第一夹爪固定板的前端依次与第一定位块和第一夹爪气缸相固定,第一夹爪气缸底端设有相对设置的一对插孔夹爪,第一夹爪气缸驱动一对插孔夹爪的开合;
18.所述第一夹爪气缸限位板上设有用于第一提升气缸底端穿过的开口,第一提升气缸底端穿过开口通过第一浮动接头与第一夹爪固定板相连接,从而实现第一提升气缸在垂直方向上下往复移动,从而带动第一夹爪固定板和第一夹爪气缸上下往复移动,第一夹爪气缸限位板用于限制第一夹爪气缸的移动上限。
19.进一步地,所述保护套管选向组件包括进料部和安装在进料部一侧的检测选向部,所述进料部包括第三底板、保护套管振动盘和保护套管输送轨道,所述保护套管振动盘安装在第三底板上,保护套管输送轨道安装在保护套管振动盘出料端,用于将输送保护套管输送至检测选向部;
20.所述检测选向部包括第四底板;
21.2个竖直支架,前后平行固定在所述第四底板上;
22.支架安装板,水平安装在所述2个竖直支架上;
23.第二直线导轨,沿垂直方向安装在所述2个竖直支架其中靠前位置的1个竖直支架上;
24.第二滑块,与所述第二直线导轨滑动连接;
25.选向滑块连接板,与所述第二滑块固定安装;
26.垂直移动气缸,安装在所述选向滑块连接板的底端;
27.第三缓冲器,安装在所述支架安装板前端;
28.第四缓冲器,安装在第二直线导轨的下方;
29.支撑板,固定在滑块安装板的上方前端面上;
30.轴承座安装板,水平安装在所述支撑板上方;
31.轴承座,安装在所述轴承座安装板上;
32.电机安装板,垂直安装在轴承座安装板前端;
33.第二电机,安装在所述电机安装板上,并通过联轴器与所述轴承座连接;
34.夹爪气缸连接轴,与所述轴承座相连接;
35.保护套管夹爪气缸,与所述夹爪气缸连接轴相连接;
36.2个保护套管夹爪,一上一下安装在保护套管夹爪气缸上,保护套管夹爪气缸驱动2个保护套管夹爪的开合;
37.安装座,安装在所述支架安装板上,且在安装座上设有方形通孔;
38.导向轴,垂直固定在支架安装板上且置于方形通孔内;
39.第四弹簧,套装在所述导向轴上;
40.挡料板,沿垂直方向置于方形通孔中,且所述导向轴的顶端穿入挡料板中,第四弹簧的顶端与挡料板底端相接触,挡料板可在第四弹簧的弹性作用力下在沿导向轴在方形通孔内上下移动,挡料板的顶端设有用于保护套管通过的u型开口,且挡料板的内侧端面上设有凸台,所述2个保护套管夹爪置于凸台的上方,初始状态时,第四弹簧处于自然状态,挡料板顶端伸出安装座,将保护套管输送轨道出口挡住,所述2个保护套管夹爪均置于挡料板的凸台的上方;
41.检料块,安装在安装座上方,且置于方形通孔的右侧,检料块上方设有用于保护套管输送的轨道;
42.光电传感器,安装在检料块与保护套管夹爪之间,且检料块的左端置于光电传感器的上方,光电传感器用于检测检料块上是否有保护套管进入;
43.第一导轨安装板,横向固定在安装座上方末端,第一导轨安装板的后端设有开口;
44.第三直线导轨,横向架设在第一导轨安装板的左、右两端上方;
45.2个光纤安装块组件,分别置于第一导轨安装板的开口的左、右两端,且可滑动地安装在第三直线导轨上;
46.2个气缸连接块,分别与所述第三直线导轨可滑动安装且与光纤安装块组件垂直固定;
47.检测气缸,置于第一导轨安装板下方且水平安装在其中一个气缸连接块上,检测气缸的伸出端与另一个气缸连接块连接,当检测气缸闭合时,2个光纤安装块组件沿所述第三直线导轨相向运动;
48.第一限位块,固定在2个光纤安装块组件中的任意一个光纤安装块组件的内侧,用于限定2个光纤安装块组件的移动位置;
49.所述光纤安装块组件包括安装块本体、光纤、挡光块、第五弹簧和检测针,所述光纤置于安装块本体中,在安装块本体的前端具有凹槽,在凹槽的端面上设有与光纤位置相对应的通孔,检测针横向穿设在凹槽两端,在检测针上套装有第五弹簧和挡光块,初始状态时,检测针的两端凸出安装块本体的端面,挡光块在第五弹簧的弹力作用下置于通孔的外侧。
50.进一步地,所述保护套管检测组件包括第五底板、垂直安装板、水平连接板、第四直线导轨、第一运动板、第二提升气缸、传感器、检测杆、第六弹簧、检测杆安装块和限位板,所述垂直安装板垂直固定在第五底板的一端上方,所述第二提升气缸安装在垂直安装板上,且通过浮动接头与所述水平连接板相连接,垂直安装板的前端设有第四直线导轨,第四直线导轨的前端安装有第一运动板,第一运动板的上方与所述水平连接板相固定,第一运动板的前端面上方安装有传感器,检测杆安装块安装在第一运动板的下方,与所述传感器
之间间隔设置,检测杆沿垂直方向贯穿插入检测杆安装块中且可沿检测杆安装块内上下移动,在检测杆安装块内设有限位板,在限位块与检测杆安装块上端面之间的检测杆外周套装有第六弹簧;第二提升缸初始状态为伸出状态,检测杆上端不遮挡传感器检测窗,当旋转圆盘带着夹持着未知是否插入保护套管的插孔旋转至检测杆下方时,第二提升气缸下降,第一运动板带动安装块、检测杆、第六弹簧、限位板及传感器一同下降,检测杆底端与插孔接触,检测是否安装保护套管。
51.进一步地,所述双向铆压组件包括连接支座、第二导轨安装板、第五直线导轨、上滑块、下滑块、铆压气缸、铆压气缸连接件、铆压气缸安装板、上限位板、下限位板、铆压滑动安装板、第二运动板、铆压头、铆压板、液压缓冲器、下限位板底座、第二限位块及限位螺钉,所述第二导轨安装板垂直固定在连接支座前端,在所述第二导轨安装板前端垂直安装有第五直线导轨,所述上滑块和下滑块分别安装在所述第五直线导轨的上、下两端,所述铆压气缸安装在铆压气缸安装板上,铆压气缸安装板下方设有上限位板,上限位板左、右两端设有缺口,2个铆压滑动安装板分别置于第五直线导轨的两侧,且2个铆压滑动安装板的上端分别自上限位板的缺口插入与所述铆压气缸安装板固定,铆压气缸底端通过铆压气缸连接件与第二运动板相连接,在第二运动板的前端安装有铆压头,第二运动板固定在上滑块上;
52.所述铆压板上设有液压缓冲器,且铆压板固定在下限位板的上方,下限位板同时与2个铆压滑动安装板下端和下滑块相固定,下限位板底端与下限位板底座相固定,在2个铆压滑动安装板的前端上方均设有第二限位块,在第二限位块上垂直安装有用于保证无过压接的限位螺钉。
53.进一步地,可调行程挤点组件包括第六底板、安装支架、立板、单轴驱动器、联轴器、挤点电机、挤点滑块连接板、挤点组件安装板、挤点组件;所述安装支架垂直固定在第六底板上,且在安装支架后端安装有立板,所述单轴驱动器安装在安装支架前端,在单轴驱动器前端安装有挤点滑块连接板,所述挤点电机输出端安装有联轴器,且挤点电机输出端与挤点滑块连接板相连接,驱动挤点滑块连接板沿单轴驱动器上下移动,挤点组件安装板固定在挤点滑块连接板前端,挤点组件安装板上安装有用于实现插孔与保护套管挤四点的挤点组件;挤点电机驱动挤点滑块连接板带动挤点组件安装板上下移动,从而带动挤点组件上下运动,调整挤点组件相对于插孔和保护套管的位置,对插孔和保护套管进行挤四点。
54.进一步地,所述成品下料组件包括第七底板、2个立柱、第二线路托板、下料安装板、第二齿轮、下料电机、齿形带、第六直线导轨、下料滑块安装板、下料提升气缸、成品夹爪、第二夹爪气缸、第二夹爪气缸限位板、第二定位块、第二夹爪气缸固定板、第二滑块挡板、第五缓冲器、接料盒;所述第七底板固定在固定在机箱上表面上,所述2个立柱分别垂直固定在第七底板上方的左、右两侧,所述第二线路托板水平架设在2个立柱上方,在2个立柱的前端固定有下料安装板,在所述下料安装板前方左、右两侧分别设有1个第二齿轮,其中1个第二齿轮与置于下料安装板后方的下料电机相连接,在2个第二齿轮之间套装有齿形带,在所述下料安装板前方上、下两端沿水平方向分别安装有第六直线导轨,所述下料滑块安装板同时与2条第六直线导轨以及齿形带相连接,下料电机驱动齿形带转动从而带动下料滑块安装板沿2条第六直线导轨在水平方向往复移动,在下料滑块安装板的前端上方安装有下料提升气缸,在所述下料滑块安装板的下侧前端固定有第二滑块挡板,在第二滑块挡板的上方设有第二夹爪气缸限位板,第二滑块挡板与第二夹爪气缸固定板沿垂直方向可滑
动连接,第二夹爪气缸固定板的前端依次与第二定位块和第二夹爪气缸相固定,第二夹爪气缸底端设有相对设置的一对成品夹爪,第二夹爪气缸驱动一对成品夹爪的开合;
55.所述第二夹爪气缸限位板上设有用于下料提升气缸底端穿过的开口,下料提升气缸底端穿过开口与第二夹爪气缸固定板相连接,从而实现下料提升气缸在垂直方向上下往复移动,从而带动第二夹爪气缸固定板和第二夹爪气缸上下往复移动,第二夹爪气缸限位板用于限制第一夹爪气缸的移动上限;
56.所述接料盒安装在2个立柱之间且位于第二夹爪气缸下方,接料盒内部设有隔板将接料盒分成两部分,两部分的上方分别设有入料口,一部分用于装入合格件,一部分用于装入漏装保护套装的不合格件。
57.与现有技术相比,本实用新型具有如下有益效果:本实用新型的自动装配设备为全自动设备,能够实现插孔零件和保护套管零件的自动装配、铆压、挤点,并且能够自动上下料,无需人工操作,安全稳定,解决了手工装配效率低,工作量大,装配方法复杂,对操作者熟练度要求高的问题。大大提高了插孔与保护套管的装配时间和一致性,杜绝了质量问题的出现。
附图说明
58.图1是未装配的插孔和保护套管的示意图;
59.图2是装配的插孔和保护套管的示意图;
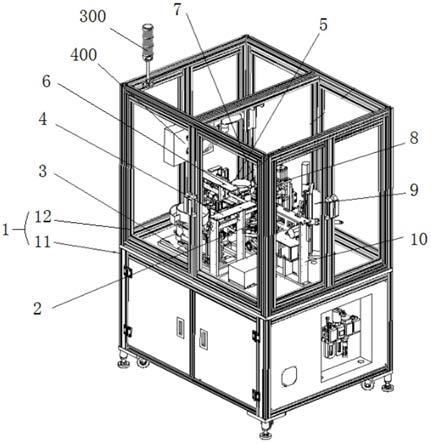
60.图3是本实用新型的插孔与保护套管铆接并挤点的自动装配设备结构示意图;
61.图4是本实用新型的各组件在机箱上的安装位置示意图;
62.图5是旋转工装组件的结构示意图;
63.图6是工装夹爪机构的零件爆炸图;
64.图7是工装定位夹与工装夹爪机构的配合结构示意图;
65.图8是工装打开夹与工装夹爪机构(未画工装盖板)的配合结构示意图;
66.图9是插孔错料分料组件的结构示意图;
67.图10是错料块的结构示意图;
68.图11是分料块的结构示意图;
69.图12是插孔上料组件的结构示意图;
70.图13是插孔上料组件与插孔错料分料组件、旋转工装组件之间的安装位置示意图;
71.图14是保护套管选向组件的结构示意图;
72.图15是保护套管选向组件的光纤安装块组件的结构示意图;
73.图16是保护套管选向组件的安装座、挡料板、导向轴、光电传感器、检测块与保护套管夹爪气缸、保护套管夹爪安装的零件爆炸示意图;
74.图17是保护套管上料组件的结构示意图;
75.图18是保护套管上料组件的压块安装结构示意图;
76.图19是保护套管检测组件的安装结构示意图;
77.图20是双向铆压组件的结构示意图;
78.图21是双向铆压组件与旋转圆盘的相对位置结构示意图;
79.图22是可调行程挤点组件的结构示意图;
80.图23是可调行程挤点组件中的挤点盘结构示意图;
81.图24是旋转环与挤点接触件的配合结构示意图,其中(a)为挤点接触件不进行挤点状态示意图;(b)为挤点状态示意图;
82.图25是成品下料组件的结构示意图;
83.图中:100、插孔,200、保护套管,200
‑
1、收口端,300、指示灯,400
‑
触摸屏安装支架;
84.1、机架组件,11、机箱,12、外罩;
85.2、旋转工装组件,21、第一电机,22、皮带,23、第一齿轮,24、凸轮分割器输入轴,25、凸轮分割器安装架,26、凸轮分割器,27、旋转圆盘,28、固定圆盘,29、固定圆盘盖板,210、伸缩气缸,211、伸缩气缸连接板,212、工装定位夹,213、工装打开夹,214、工装夹爪机构;2141、矩形工装底座,2142、工装夹爪,21421、短臂,21422、长臂,21423、容纳槽,21424、定位孔,21425、方槽,21426、夹爪内斜面,21427、夹爪外斜面,2143、弹簧定位销,2144、第三弹簧,2145、零件定位块,2146、工装盖板,21461、限位槽;
86.3、插孔错料分料组件,31、第一底板,32、插孔振动盘,33、插孔出料料道,34、导轨底板,35、错料气缸,36、错料气缸安装板,37、错料气缸安装板固定支架,38、错料气缸连接板,39、错料弹簧挡板,3901、第二矩形凹槽,310、第一弹簧,311、错料块,3111、第一矩形凹槽,3112、第一插孔料道,3113、第一通道,3114、第一缺口,312、错料块盖板,313、错料夹块,3131、第一长条状连接段,3132、第一夹紧块,314、分料气缸,315、分料气缸接头,316、分料气缸连接块,317、限位块,318、滑块安装板,319、分料摆缸安装板,320、分料摆缸,321、分料弹簧挡板,3211、第四矩形凹槽,322、第二弹簧,323、分料块,3231、第三矩形凹槽,3232、第二插孔料道,3233、第二通道,324、插孔挡板,3241、阻挡部,325、分料夹块,3251、第二长条状连接段,3252、第二夹紧块,326、水平支架,327、光纤调整块,328、感应光纤;
87.4、插孔上料组件,41、第二底板,42、第一支柱,43、第二支柱,44、第一线路托板,45、第一圆形气缸,46、第一浮动接头,47、第一缓冲器,48、第二缓冲器,49、第一上料安装板,410,第一直线导轨,411、第一滑块,412、第一滑块安装板,413、第一圆形气缸连接块,414、第一滑块挡板,415、第一提升气缸,416、第一夹爪气缸,417、第一夹爪气缸限位板,418、第一夹爪固定板,419、第一定位块,420、插孔夹爪;
88.5、保护套管选向组件,51、第三底板,52、保护套管振动盘,53、保护套管输送轨道,54、第四底板,55、竖直支架,551、支架安装板,56、第二直线导轨,57、第二滑块,58、选向滑块连接板,59、垂直移动气缸,510、第三缓冲器,511、第四缓冲器,512、支撑板,513、轴承座安装板,514、轴承座,515、电机安装板,516、第二电机,517、夹爪气缸连接轴,518、保护套管夹爪气缸, 519、保护套管夹爪,520、安装座,521、导向轴,522、第四弹簧,523、挡料板,5231、u型开口,5232、凸台,524、检料块,525、光电传感器,526、第一导轨安装板,527、第三直线导轨,528、光纤安装块组件,5281、安装块本体, 5282、光纤,5283、挡光块,5284、第五弹簧,5285、检测针,529、气缸连接块,530、检测气缸,531、第一限位块;
89.6、保护套管上料组件,61、压块;
90.7、保护套管检测组件,71、第五底板,72、垂直安装板,73、水平连接板, 74、第四直线导轨,75、第一运动板,76、第二提升气缸,77、传感器,78、检测杆,79、第六弹簧,710、检测
杆安装块,711、限位板;
91.8、双向铆压组件,81、连接支座,82、第二导轨安装板,83、第五直线导轨,84、上滑块,85、下滑块,86、铆压气缸,87、铆压气缸连接件,88、铆压气缸安装板,89、上限位板,810、下限位板,811、铆压滑动安装板,812、第二运动板,813、铆压头,814、铆压板,815、液压缓冲器,816、下限位板底座, 817、第二限位块,818、限位螺钉;
92.9、可调行程挤点组件,91、第六底板,92、安装支架,93、立板,94、单轴驱动器,95、联轴器,96、挤点电机,97、挤点滑块连接板,98、挤点组件安装板,99、挤点气缸,910、挤点盘安装板,911、挤点盘,9111、安装孔,912、挤点接触件,913、第七弹簧,914、旋转环,9141、圆环体,91411、弧形缺口, 9142、连接手柄,915、圆盖,916、连接块体,917、连接销;
93.10、成品下料组件,101、第七底板、102、立柱,103、第二线路托板,104、下料安装板,105、第二齿轮,106、下料电机,107、齿形带,108、第六直线导轨,109、下料滑块安装板,1010、下料提升气缸,1011、成品夹爪,1012、第二夹爪气缸,1013、第二夹爪气缸限位板,1014、第二定位块,1015、第二夹爪气缸固定板,1016、第二滑块挡板,1017、第五缓冲器,1018、接料盒;10181、入料口。
具体实施方式
94.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
95.实施例
96.参照图3
‑
图4,一种插孔与保护套管铆接并挤点的自动装配设备,该自动装配设备包括机架组件1、旋转工装组件2、插孔错料分料组件3、插孔上料组件 4、保护套管选向组件5、保护套管上料组件6、保护套管检测组件7、双向铆压组件8、可调行程挤点组件9及成品下料组件10;
97.所述机架组件1包括机箱11和外罩12,机箱11内放置电控器件和气动器件的安装板,剩余空间用于走线。外罩12上安装指示灯300和触摸屏安装支架 400。
98.机箱11的上表面为工作台,所述旋转工装组件2安装在机箱11上表面中间位置,在旋转工装组件2的外周一侧安装有插孔错料分料组件3,插孔上料组件 4安装在所述插孔错料分料组件3一侧,保护套管选向组件5安装在插孔错料分料组件3的右侧,所述保护套管选向组件5安装在保护套管选向组件5和插孔错料分料组件3之间,保护套管检测组件7安装在所述旋转工装组件2上,所述双向铆压组件8、可调行程挤点组件9和成品下料组件10沿圆周方向依次安装在旋转工装组件2外周的另一侧;
99.所述插孔错料分料组件3实现将插孔按照开口端朝上的方向有序排队,插孔上料组件4从插孔错料分料组件3中拾取插孔100并放置于旋转工装组件2上;
100.所述保护套管选向组件5实现保护套管200的输送并且辨别保护套管200的收口端200
‑
1,将保护套管200按照收口端200
‑
1朝上垂直放置;
101.所述保护套管上料组件6用于将保护套管200从保护套管选向组件5上取下,并准确插入旋转工装组件2上放置的插孔100上;
102.所述保护套管检测组件7,用于检测所述保护套管上料组件6是否将保护套管200准确安装到旋转工装组件2上的插孔100上;
103.旋转工装组件2将准确安装好的保护套管200和插孔100运送至所述双向铆压组件8进行铆压,可调行程挤点组件9对铆压到位的插孔100和保护套管 200的挤四点位置进行挤四点动作,成品下料组件10将挤四点后的成品合格件和漏装保护套管的不合格件分别自旋转工装组件2上取下分别收集。
104.参照图5,所述旋转工装组件2包括第一电机21、皮带22、第一齿轮23、凸轮分割器输入轴24、凸轮分割器安装架25、凸轮分割器26、旋转圆盘27、固定圆盘28、固定圆盘盖板29、若干伸缩气缸210、伸缩气缸连接板211、工装定位夹212、工装打开夹213、工装夹爪机构214,所述第一电机21固定在机箱11 上表面上,且置于插孔上料组件4的外侧,所述凸轮分割器26安装架25固定在机箱11上表面上方,且在分割器安装架上设有凸轮分割器26,第一电机21的输出端通过皮带22和第一齿轮23与凸轮分割器输入轴24相连接,凸轮分割器 26的输出轴与旋转圆盘27相连接,旋转圆盘27跟随凸轮分割器26的输出轴一起旋转,凸轮分割器26上方另外与固定圆盘28固定连接,固定圆盘28上方固定安装有固定圆盘盖板29,通过第一电机21带动凸轮分割器输入轴24旋转,从而通过凸轮分割器26的输出轴带动旋转圆盘27实现在圆周方向进行45度的间歇旋转,旋转圆盘27上表面沿圆周方向平均分布设有8个工装夹爪机构214,用于夹取插孔,固定圆盘28的上表面沿径向由内向外对应于工装夹爪机构214 的位置开设有8个长导槽,在所述固定圆盘盖板29上与每个导槽相对应的位置沿径向分别设有短导槽,在对应所述插孔上料组件4、成品下料组件10、保护套管上料组件6、双向铆压组件8和可调行程挤点组件9五个工位的长导槽内安装有l型伸缩气缸连接板211,每个l型伸缩气缸连接板211与伸缩气缸210相连接,伸缩气缸210置于固定圆盘盖板29上,在插孔上料组件4、成品下料组件 10工位的l型伸缩气缸连接板211通过工装打开夹213与工装夹爪机构214相配合,实现工装夹爪机构214打开,在保护套管上料组件6、双向铆压组件8和可调行程挤点组件9三个工位的l型伸缩气缸连接板211通过工装定位夹212 与工装夹爪机构214相配合,实现工装夹爪机构214的收紧,控制工装夹爪机构 214上的插孔稳定不晃动。
105.参照图6
‑
图8,所述工装夹爪机构214包括矩形工装底座2141、工装夹爪 2142、弹簧定位销2143、第三弹簧2144、零件定位块2145和工装盖板2146;
106.所述矩形工装底座2141的上表面设有“十”字凹槽,在“十”字凹槽的较长槽内对称设有一对l型的工装夹爪2142,零件定位块2145为圆柱体形状,且垂直固定在“十”字凹槽的中心,用于限制插孔沿垂直方向运动,当插孔底面接触到零件定位块2145后,停止运动,工装夹爪2142包括垂直方向的短臂21421 和水平方向的长臂21422,在短臂21421的外端面设有与所述零件定位块2145 外形相吻合的容纳槽,在容纳槽的上方设有与插孔外形相匹配的定位孔,在工装夹爪2142的长臂21422上设有方槽,在方槽内设有第三弹簧2144和弹簧定位销 2143,弹簧定位销2143的底端固定在“十”字凹槽的较长槽中且位于方槽内的最外端,第三弹簧2144的两端分别抵在弹簧定位销2143和方槽内的最内端端面上,在矩形工装底座2141的上方固定有工装盖板2146,所述工装盖板2146的中间位置设有用于插孔通过以及2个工装夹爪2142短臂21421伸出及限位的限位槽21461,工装盖板2146压在工装夹爪2142的长臂21422上端面上与矩形工装底座2141进行固定,工装夹爪2142的短臂21421的外端面沿
垂直方向设有夹爪内斜面21426,工装打开夹213前端的外斜面与夹爪内斜面21426相配合引导工装打开夹213插入至2个工装夹爪2142之间,压缩第三弹簧2144,从而使2 个工装夹爪2142分离,插孔可被取出,工装夹爪2142的长臂21422外端面较矩形工装底座2141的长度方向的两侧端面突出,且工装夹爪2142长臂21422的外端面沿垂直方向设有夹爪外斜面21427,工装定位夹212前端自“十”字凹槽的较短槽中伸入,且工装定位夹212前端的内斜面与夹爪外斜面21427相配合引导工装定位夹212内侧壁与工装夹爪2142长臂21422外端面相配合,夹紧2个工装夹爪2142,从而实现插孔的固定。
107.参照图9,所述插孔错料分料组件3包括第一底板31、插孔振动盘32、插孔出料料道33、导轨底板34、插孔错料机构、插孔分料机构和感应光纤机构,所述导轨底板34固定在第一底板31上,在导轨底板34上水平方向平行且间隔设置有2条导轨,所述插孔振动盘32安装在第一底板31上方一侧,在所述插孔振动盘32的出料口处设有用于输送插孔的插孔出料料道33,在所述插孔出料料道33的出口处依次设有安装在导轨底板34上的插孔错料机构和插孔分料机构,插孔错料机构固定在导轨底板34上2条导轨的一端,插孔分料机构与2条导轨滑动连接,实现与插孔错料机构相向运动,感应光纤机构安装在插孔错料机构和插孔分料机构之间的位置,用于感应自插孔错料机构输出的插孔,使插孔分料机构启动动作。
108.所述插孔错料机构包括错料气缸35、错料气缸安装板36、2个错料气缸安装板固定支架37、错料气缸连接板38、错料弹簧挡板39、第一弹簧310、错料块311、错料块盖板312和错料夹块313,所述2个错料气缸安装板固定支架37 分别垂直且靠左端固定在导轨底板34上,在2个错料气缸安装板36的上方水平固定有错料气缸安装板36,在错料气缸安装板36的上方末端安装有错料气缸35,错料气缸35的活塞杆与错料气缸连接板38相连接,所述错料块311固定在所述错料气缸安装板36的前端;
109.参照图10,所述错料块311包括矩形块体,在所述矩形块体上表面前端具有第一矩形凹槽3111,在第一矩形凹槽3111上方安装有错料块盖板312,在第一矩形凹槽3111的前端沿长度方向设有用于输送插孔的第一插孔料道3112,且第一插孔料道3112与插孔出料料道33位置相对应,自插孔出料料道33输出的插孔直接进入第一插孔料道3112,在矩形块体内部沿宽度方向开设有用于错料夹块313穿过的第一通道3113,且在第一通道3113前端的矩形块体设有延伸至第一插孔料道3112前边缘的第一缺口3114;
110.所述错料夹块313包括第一长条状连接段3131,在所述第一长条状连接段 3131的前端设有第一夹紧块3132,在矩形块体的后端面设有用于安装第一弹簧 310的弹簧孔,在所述矩形块体后侧设有错料弹簧挡板39,错料弹簧挡板39的前端面设有第二矩形凹槽,错料夹块313的第一长条状连接段3131自第一通道 3113内穿过后固定在错料弹簧挡板39的第二矩形凹槽3901内,同时,第一弹簧310的两端分别与错料弹簧挡板39与错料块311接触,且初始状态时,错料弹簧挡板39前端面与错料块311末端面之间具有空隙,插孔可以在第二插孔料道内通过,第一弹簧310受力压缩后,弹性力使错料弹簧挡板39带动错料夹块 313的第一夹紧块3132与错料块311紧贴,将插孔夹持在错料块311的第一插孔料道3112内。
111.所述插孔分料机构包括分料气缸314、分料气缸接头315、分料气缸连接块 316、限位块317、分料滑块安装板318、分料摆缸安装板319、分料摆缸320、分料弹簧挡板321、第二弹簧322、分料块323、插孔挡板324和分料夹块325,所述分料气缸314固定在插孔错料机构的前端,分料气缸314的活塞杆前端通过分料气缸接头315与分料气缸连接块316顶端固定,
所述分料气缸连接块316底部可移动地置于限位块317内,在所述限位块317的左、右两端分别安装调整螺栓,左端的调整螺栓用于限定连接块的左、右移动范围,右端的调节螺栓限定连接块的前、后位置,所述分料气缸连接块316的后端与分料滑块安装板318相固定,分料滑块安装板318底面与2条导轨滑动连接,所述分料滑块安装板318的上方垂直固定有分料摆缸安装板319,分料摆缸安装板319的上方后端面与分料摆缸320相固定,分料摆缸320的活塞杆前端穿过分料摆缸安装板319与分料块 323固定;
112.参照图11,所述分料块323包括l型块体,在l型块体的短臂前端上表面设有第三矩形凹槽3231,在第三矩形凹槽3231前端设有第二插孔料道3232,第二插孔料道3232与第一插孔料道3112在同一条直线上,所述插孔挡板324通过螺栓固定在第三矩形凹槽3231上方,所述插孔挡板324的右端前方设有阻挡部 3241,阻挡部3241的左侧为矩形缺口,插孔挡板324与l型块体固定时,矩形缺口的下方为露出的第二插孔料道3232,使插孔可以沿第二插孔料道3232通过后由阻挡部3241阻止插孔前进,l型块体的短臂内部设有沿短臂纵向开设的第二通道3233;
113.所述分料夹块325包括第二长条状连接段3251,在第二长条状连接段3251 的前端设有第二夹紧块3252,第二弹簧322的两端分别与l型块体后端且以及分料弹簧挡板321相接触,分料弹簧挡板321的底端设有第四矩形凹槽3211,分料夹块325的第二长条状连接段3251自l型块体内部的第二通道3233内穿出且固定在第四矩形凹槽3211内,实现与分料弹簧挡板321的连接,初始状态时,分料弹簧挡板321的前端面有分料块323的l型块体末端面之间具有空隙,插孔可以在第二插孔料道3232内通过,第二弹簧322受力压缩后,弹性力使分料弹簧挡板321带动分料夹块325的第二夹紧块3252与分料块323紧贴,从而使分料夹块325将插孔夹持在分料块323的第二插孔料道3232内;
114.分料气缸314驱动活塞杆带动分料气缸连接块316连同分料滑块安装板318 沿导轨左右移动,从而带动分料块323左右移动,实现分料块323与错料块311 的接触或分离,初始状态时,分料块323与错料块311为接触状态,插孔可以通过,分料摆缸320沿圆周方向90度往复旋转,带动分料块323实现90度往复运动,实现将插孔由水平方向改变为垂直方向。
115.所述错料气缸连接板38的右侧端面较错料块311右侧端面突出,初始状态时,分料块323与错料块311相接触,错料气缸35为顶出位置,错料气缸连接板38同时顶在错料弹簧挡板39和分料弹簧挡板321上,从而使错料夹块313和分料夹块325向前运动,使第一插孔料道3112和第二插孔料道3232通畅,插孔可以顺利通过。
116.所述感应光纤机构包括水平支架326,在所述水平支架326的末端垂直安装有可沿竖直方向调节高度的光纤调整块327,光纤调整块327置于错料块311与分料块323之间的位置,光纤调整块327的顶端安装有感应光纤328,通过调节光纤调整块327,调整感应光纤328在插孔错料机构和插孔分料机构之间的位置。
117.参照图12
‑
图13所述插孔上料组件4包括第二底板41、第一支柱42、第二支柱43、第一线路托板44、第一圆形气缸45、第一浮动接头46、第一缓冲器 47、第二缓冲器48、第一上料安装板49、第一直线导轨410、第一滑块411、第一滑块安装板412、第一圆形气缸连接块413、第一滑块挡板414、第一提升气缸415、第一夹爪气缸416、第一夹爪气缸限位板417、第一夹爪固定板418、第一定位块419、插孔夹爪420;
118.所述第二底板41固定在机箱11上表面上,且位于插孔错料分料组件3的右侧,所述
第一支柱42和第二支柱43分别垂直固定在第二底板41上方的左、右两侧,所述第一线路托板44水平架设在所述第一支柱42和第二支柱43上方,在第一支柱42和第二支柱43的前端固定有第一上料安装板49,在所述第一上料安装板49的前端沿水平方向且间隔固定有第一直线导轨410,在2条第一直线导轨410上分别设有第一滑块411,2个第一滑块411的前端与第一滑块安装板412相固定,在第一滑块安装板412的右端面设有第一圆形气缸45连接块,第一圆形气缸45水平安装在第一支柱42的左端,第一圆形气缸连接块413的连接端穿过上料安装板置于第一支柱42和第二支柱43之间,且第一圆形气缸45 的输出端设有第一浮动接头46,第一圆形气缸45通过第一浮动接头46带动第一圆形气缸连接块413连同第一滑块安装板412沿第一直线导轨410左、右往复移动,在第一滑块安装板412的前端上方安装有第一提升气缸415,在所述第一滑块安装板412的下侧前端固定有第一滑块挡板414,在第一滑块挡板414的上方设有第一夹爪气缸限位板417,第一滑块挡板414与第一夹爪固定板418沿垂直方向可滑动连接,第一夹爪固定板418的前端依次与第一定位块419(用于保证第一夹爪气缸416的水平度)和第一夹爪气缸416相固定,第一夹爪气缸416 底端设有相对设置的一对插孔夹爪420,第一夹爪气缸416驱动一对插孔夹爪 420的开合;
119.所述第一夹爪气缸限位板417上设有用于第一提升气缸415底端穿过的开口,第一提升气缸415底端穿过开口通过第一浮动接头46与第一夹爪固定板418 相连接,从而实现第一提升气缸415在垂直方向上下往复移动,从而带动第一夹爪固定板418和第一夹爪气缸416上下往复移动,第一夹爪气缸限位板417用于限制第一夹爪气缸416的移动上限;
120.在所述第一上料安装板49的左、右两端分别安装有第一缓冲器47和第二缓冲器48,通过调整第一缓冲器47和第二缓冲器48,通过旋转第一缓冲器47和第二缓冲器48,来调整第一圆形气缸45的左右移动位置,进而调整第一夹爪气缸416的位置。
121.参照图14
‑
图16,所述保护套管选向组件5包括进料部和安装在进料部一侧的检测选向部,所述进料部包括第三底板51、保护套管振动盘52和保护套管输送轨道53,所述保护套管振动盘52安装在第三底板51上,保护套管输送轨道 53安装在保护套管振动盘52出料端,用于将输送保护套管输送至检测选向部;
122.所述检测选向部包括第四底板54;
123.2个竖直支架55,前后平行固定在所述第四底板54上;
124.支架安装板551,水平安装在所述2个竖直支架55上;
125.第二直线导轨56,沿垂直方向安装在所述2个竖直支架55其中靠前位置的 1个竖直支架55上;
126.第二滑块57,与所述第二直线导轨56滑动连接;
127.选向滑块连接板58,与所述第二滑块57固定安装;
128.垂直移动气缸59,安装在所述选向滑块连接板58的底端;
129.第三缓冲器510,安装在所述支架安装板551前端;
130.第四缓冲器511,安装在第二直线导轨56的下方;
131.支撑板512,固定在滑块安装板的上方前端面上;
132.轴承座安装板513,水平安装在所述支撑板512上方;
133.轴承座514,安装在所述轴承座安装板513上;
134.电机安装板515,垂直安装在轴承座安装板513前端;
135.第二电机516,安装在所述电机安装板515上,并通过联轴器与所述轴承座 514连接;
136.夹爪气缸连接轴517,与所述轴承座514相连接;
137.保护套管夹爪气缸518,与所述夹爪气缸连接轴517相连接;
138.2个保护套管夹爪519,一上一下安装在保护套管夹爪气缸518上,保护套管夹爪气缸518驱动2个保护套管夹爪519的开合;
139.安装座520,安装在所述支架安装板551上,且在安装座520上设有方形通孔;
140.导向轴521,垂直固定在支架安装板551上且置于方形通孔内;
141.第四弹簧522,套装在所述导向轴521上;
142.挡料板523,沿垂直方向置于方形通孔中,且所述导向轴521的顶端穿入挡料板523中,第四弹簧522的顶端与挡料板523底端相接触,挡料板523可在第四弹簧522的弹性作用力下在沿导向轴521在方形通孔内上下移动,挡料板523 的顶端设有用于保护套管通过的u型开口5231,且挡料板523的内侧端面上设有凸台5232,所述2个保护套管夹爪519置于凸台5232的上方,初始状态时,第四弹簧522处于自然状态,挡料板523顶端伸出安装座520,将保护套管输送轨道53出口挡住,所述2个保护套管夹爪519均置于挡料板523的凸台5232的上方;
143.检料块524,安装在安装座520上方,且置于方形通孔的右侧,检料块524 上方设有用于保护套管输送的轨道;
144.光电传感器525,安装在检料块524与保护套管夹爪519之间,且检料块524 的左端置于光电传感器525的上方,光电传感器525用于检测检料块524上是否有保护套管进入;
145.第一导轨安装板526,横向固定在安装座520上方末端,第一导轨安装板526 的后端设有开口;
146.第三直线导轨527,横向架设在第一导轨安装板526的左、右两端上方;
147.2个光纤安装块组件528,分别置于第一导轨安装板526的开口的左、右两端,且可滑动地安装在第三直线导轨527上;
148.2个气缸连接块529,分别与所述第三直线导轨527可滑动安装且与光纤安装块组件528垂直固定;
149.检测气缸530,置于第一导轨安装板526下方且水平安装在其中一个气缸连接块529上,检测气缸530的伸出端与另一个气缸连接块529连接,当检测气缸 530闭合时,2个光纤安装块组件528沿所述第三直线导轨527相向运动;
150.第一限位块531,固定在2个光纤安装块组件528中的任意一个光纤安装块组件528的内侧,用于限定2个光纤安装块组件528的移动位置;
151.所述光纤安装块组件528包括安装块本体5281、光纤5282、挡光块5283、第五弹簧5284和检测针5285,所述光纤5282置于安装块本体5281中,在安装块本体5281的前端具有凹槽,在凹槽的端面上设有与光纤5282位置相对应的通孔,检测针5285横向穿设在凹槽两端,在检测针5285上套装有第五弹簧5284 和挡光块5283,初始状态时,检测针5285的两端凸出安装块本体5281的端面,挡光块5283在第五弹簧5284的弹力作用下置于通孔的外侧。
152.参照图19,所述保护套管检测组件7包括第五底板71、垂直安装板72、水平连接板73、第四直线导轨74、第一运动板75、第二提升气缸76、传感器77、检测杆78、第六弹簧79、检
测杆安装块710和限位板711,所述垂直安装板72 垂直固定在第五底板71的一端上方,所述第二提升气缸76安装在垂直安装板 72上,且通过浮动接头与所述水平连接板73相连接,垂直安装板72的前端设有第四直线导轨74,第四直线导轨74的前端安装有第一运动板75,第一运动板 75的上方与所述水平连接板73相固定,第一运动板75的前端面上方安装有传感器77,检测杆安装块710安装在第一运动板75的下方,与所述传感器77之间间隔设置,检测杆78沿垂直方向贯穿插入检测杆安装块710中且可沿检测杆安装块710内上下移动,在检测杆安装块710内设有限位板711,在限位块与检测杆安装块710上端面之间的检测杆78外周套装有第六弹簧79;第二提升缸初始状态为伸出状态,检测杆78上端不遮挡传感器77检测窗,当旋转圆盘27带着夹持着未知是否插入保护套管的插孔旋转至检测杆78下方时,第二提升气缸 76下降,第一运动板75带动安装块、检测杆78、第六弹簧79、限位板711及传感器77一同下降,检测杆78底端与插孔接触,检测是否安装保护套管。
153.参照图20
‑
图21,所述双向铆压组件8包括连接支座81、第二导轨安装板 82、第五直线导轨83、上滑块84、下滑块85、铆压气缸86、铆压气缸连接件87、铆压气缸安装板88、上限位板89、下限位板810、铆压滑动安装板811、第二运动板812、铆压头813、铆压板814、液压缓冲器815、下限位板底座816、第二限位块817及限位螺钉818,所述第二导轨安装板82垂直固定在连接支座81前端,在所述第二导轨安装板82前端垂直安装有第五直线导轨83,所述上滑块84 和下滑块85分别安装在所述第五直线导轨83的上、下两端,所述铆压气缸86 安装在铆压气缸安装板88上,铆压气缸安装板下方设有上限位板89,上限位板 89左、右两端设有缺口,2个铆压滑动安装板811分别置于第五直线导轨83的两侧,且2个铆压滑动安装板811的上端分别自上限位板89的缺口插入与所述铆压气缸安装板88固定,铆压气缸86底端通过铆压气缸连接件87与第二运动板812相连接,在第二运动板812的前端安装有铆压头813,第二运动板812固定在上滑块84上;
154.所述铆压板814上设有液压缓冲器815,且铆压板814固定在下限位板810 的上方,下限位板810同时与2个铆压滑动安装板811下端和下滑块85相固定,下限位板810底端与下限位板底座816相固定,在2个铆压滑动安装板811的前端上方均设有第二限位块817,在第二限位块817上垂直安装有用于保证无过压接的限位螺钉818。
155.参照图22
‑
图23,可调行程挤点组件9包括第六底板91、安装支架92、立板93、单轴驱动器94、联轴器95、挤点电机96、挤点滑块连接板97、挤点组件安装板98、挤点组件;所述安装支架92垂直固定在第六底板91上,且在安装支架92后端安装有立板93,所述单轴驱动器94安装在安装支架92前端,在单轴驱动器94前端安装有挤点滑块连接板97,所述挤点电机96输出端安装有联轴器95,且挤点电机96输出端与挤点滑块连接板97相连接,驱动挤点滑块连接板97沿单轴驱动器94上下移动,挤点组件安装板98固定在挤点滑块连接板 97前端,挤点组件安装板98上安装有用于实现插孔与保护套管挤四点的挤点组件;挤点电机96驱动挤点滑块连接板97带动挤点组件安装板98上下移动,从而带动挤点组件上下运动,调整挤点组件相对于插孔和保护套管的位置,对插孔和保护套管进行挤四点。
156.所述挤点组件包括挤点气缸99、挤点盘安装板910、挤点盘911、挤点接触件912、第七弹簧913、旋转环914、圆盖915、连接块体916和连接销917,挤点气缸99横向固定在挤点组件安装板98上,挤点盘安装板910与所述挤点组件安装板98插接,在挤点盘安装板910下方通过定位销和螺钉安装有挤点盘911,参照图23,挤点盘911为空心圆盘结构,沿挤点盘911
外周面径向向内平均开设有4个安装孔9111,在每个安装孔9111内设有1个套装有第七弹簧913的挤点接触件912,所述旋转环914的一端通过连接块体916和连接销917与挤点气缸99相连接,另一端套装在挤点盘911的外周,挤点气缸99前后动作,带动旋转环914往复旋转,使挤点接触件912运动,对插孔和保护套管进行挤四点;所述圆盖915安装在旋转环914的下方,圆盖915中心设有用于零件穿过的中心孔。
157.参照图24,所述旋转环914包括圆环体9141和连接手柄9142,所述连接手柄9142为弯曲形状且与圆环体9141一端固定,所述圆环体9141的内周面在与每个所述挤点接触件912相对应位置设有弧形缺口91411,当挤点接触件912落入弧形缺口91411中,挤点接触件912不进行挤点,当旋转环914旋转,挤压挤点接触件912与圆环体9141内周面接触,从而使挤点接触件912均向圆环内运动,实现挤点。
158.所述挤点气缸99采用可调行程气缸。
159.参照图25,所述成品下料组件10包括第七底板101、2个立柱102、第二线路托板103、下料安装板104、第二齿轮105、下料电机106、齿形带107、第六直线导轨108、下料滑块安装板109、下料提升气缸1010、成品夹爪1011、第二夹爪气缸1012、第二夹爪气缸限位板1013、第二定位块1014、第二夹爪气缸固定板1015、第二滑块挡板1016、第五缓冲器1017、接料盒1018;
160.所述第七底板101固定在机箱11上表面上,所述2个立柱102分别垂直固定在第七底板101上方的左、右两侧,所述第二线路托板103水平架设在2个立柱102上方,在2个立柱102的前端固定有下料安装板104,在所述下料安装板 104前方左、右两侧分别设有1个第二齿轮105,其中1个第二齿轮105与置于下料安装板104后方的下料电机106相连接,在2个第二齿轮105之间套装有齿形带107,在所述下料安装板104前方上、下两端沿水平方向分别安装有第六直线导轨108,所述下料滑块安装板109同时与2条第六直线导轨108以及齿形带107相连接,下料电机106驱动齿形带107转动从而带动下料滑块安装板109 沿2条第六直线导轨108在水平方向往复移动,在下料滑块安装板109的前端上方安装有下料提升气缸1010,在所述下料滑块安装板109的下侧前端固定有第二滑块挡板1016,在第二滑块挡板1016的上方设有第二夹爪气缸限位板1013,第二滑块挡板1016与第二夹爪气缸固定板1015沿垂直方向可滑动连接,第二夹爪气缸固定板1015的前端依次与第二定位块1014和第二夹爪气缸1012相固定,第二夹爪气缸1012底端设有相对设置的一对成品夹爪1011,第二夹爪气缸1012 驱动一对成品夹爪1011的开合;所述第二夹爪气缸限位板1013上设有用于下料提升气缸1010底端穿过的开口,下料提升气缸1010底端穿过开口与第二夹爪气缸固定板1015相连接,从而实现下料提升气缸1010在垂直方向上下往复移动,从而带动第二夹爪气缸固定板1015和第二夹爪气缸1012上下往复移动,第二夹爪气缸限位板1013用于限制第一夹爪气缸416的移动上限;所述接料盒1018安装在2个立柱102之间且位于第二夹爪气缸1012下方,接料盒1018内部设有隔板将接料盒1018分成两部分,两部分的上方分别设有入料口10181,一部分用于装入合格件,一部分用于装入漏装保护套装的不合格件。
161.本实用新型插孔与保护套管铆接并挤点的自动装配设备的装配方法,具体包括以下步骤:
162.步骤一,将插孔放置在插孔错料粉料组件中,插孔错料粉料组件将插孔按照开口端向上的方向依次有序排队;
163.步骤二,插孔上料组件4从插孔错料分料组件3中拾取插孔并放置于旋转工装组件2上;
164.步骤三,将保护套管放置在保护套管选向组件5上,保护套管选向组件5对保护套管的收口端进行辨别,并且将保护套管按照收口端朝上垂直放置;
165.步骤四,保护套管上料组件6将收口端朝上垂直放置的保护套管从保护套管选向组件5上取下,并准确放置在步骤二的放置于旋转工装组件2上的插孔上;
166.步骤五,保护套管检测组件7对旋转工装组件2上的插孔是否准确安装有保护套管进行检测,如果插孔上有保护套管,则进行后续装配,如果插孔上没有保护套管,则无需进行后续装配;
167.步骤六,旋转工装组件2将准确安装好的保护套管和插孔运送至所述双向铆压组件8进行铆压;
168.步骤七,旋转工装组件2将铆压到位的插孔和保护套管运送至可调行程挤点组件9,对插孔和保护套管的挤四点位置进行挤四点动作;
169.步骤八,旋转工装组件2将挤四点后的插孔和保护套管运送至成品下料组件 10,成品下料组件10将挤四点后的成品合格件和漏装保护套管的不合格件分别自旋转工装组件2上取下分别收集。
170.本实用新型插孔与保护套管铆接并挤点的自动装配设备各个组件的工作原理及动作过程如下:
171.本实用新型的设备为全自动设备,无需人工参与,设备使用前将两种零件(插孔100、保护套管200)放置在对应的插孔振动盘32和保护套管振动盘52中即可,按下启动按钮设备便可自动进行插孔和保护套管的自动装配、铆压和挤点。
172.(1)插孔错料分料组件3,该组件为整个设备的第一个动作组件,其功能为使插孔100按照规定的方向(开口端向上),有序排队,以方便下一个动作组件 (插孔上料组件4)拾取。
173.始状态时,插孔振动盘32内的插孔100按照要求(即开口端在后)的方向水平向前运动,初始状态下的分料气缸314为收回状态、分料摆缸320下旋90 度状态、错料气缸35为伸出状态,错料气缸35的错料气缸连接板38能将错料夹块313和分料夹块325顶出,料道通畅,料道中的插孔会沿着料道移动到插孔挡板324处,被插孔挡板324挡住便无法继续向前运动,此时感应光纤328会检测到插孔来料的信号,给出信号使气缸依次动作。首先,错料气缸35收回,在第一弹簧310和第二弹簧322弹力的作用下,分料夹块325和错料夹块313会夹紧料道中的第一个插孔和第二个插孔;然后,分料气缸314推出分料块323会夹持着第一个插孔运动,使插孔从错料块311的第一插孔料道3112中抽出,错料块311夹住的第二个插孔无法继续向前移动,挡住后续插孔,起到错料作用;然后,分料摆缸320向上旋转90
°
,使插孔开口端向上;至此,此组件动作结束,当插孔100被下一组件(插孔上料组件2)从分料块323中取出后,各气缸回到初始位置,准备下一个动作循环。
174.(2)插孔上料组件:初始状态时,第一圆形气缸45为伸出状态、第一提升气缸415为收回状态、第一夹爪气缸416为打开状态、旋转工装组件2中的对应插孔上料工位的伸缩气缸210为收回状态,此时工装夹爪2142位于上一组件(插孔错料分料组件3)分料摆缸320夹持住插孔向上旋转90
°
的动作到位后的插孔 100的正上方,当插孔错料分料组件3动作到位
后,给出信号,使插孔上料组件 4气缸依次动作。首先,第一提升气缸415下降,下降到刚好夹持住插孔的位置停止,此位置可通过第一缓冲器47进行调整;然后,第一夹爪气缸416闭合,夹持住插孔100;然后第一提升气缸415上升,带动第一夹爪气缸416将插孔从分料块323中取出;然后,第一圆形气缸45收回,带动插孔到下一组件(旋转工装组件2)中工装夹爪2142的正上方;然后旋转工装组件2中的对应插孔上料组件4工位的伸缩气缸210伸出,该伸缩气缸210带动工装打开夹213使旋转到此的工装夹爪2142打开;然后第一提升气缸415伸出,带动插孔放入打开的工装夹爪2142中;然后旋转工装组件2中的对应插孔上料组件4工位的伸缩气缸210伸收回,该伸缩气缸210带动工装打开夹213收回,旋转到此的工装夹爪2142将插孔夹紧;然后第一夹爪气缸416打开,至此,此组件动作结束,各气缸回到初始位置,准备下一个动作循环。
175.(3)旋转工装组件:旋转工装组件2中的第一电机带动凸轮分割器26运动,凸轮分割器26带动旋转圆盘27及其上的工装夹爪机构214每次动作的角度为45
°
,初始状态时任意一工装夹爪机构214停止在插孔上料组件4处,此工装带动插孔100进行两次45
°
旋转到达保护套管上料组件6处进行保护套管200 安装;然后经过45
°
旋转到达保护套管检测组件7处对保护套管200是否成功插入插孔100上进行检测;然后经过45
°
旋转到达双向铆压组件8处对插孔100 和保护套管200进行铆压使其安装到达指定位置;然后经过45
°
旋转到达可调行程挤点组件9处对装配好的插孔100和保护套管200的指定位置进行挤点;然后经过45
°
旋转到达成品下料组件10处对插孔进行下料;然后经过两次45
°
旋转回到初始位置待下一个插孔装入,旋转圆盘27上8个工装夹爪机构214的动作流程依次按照上述工步进行循环。
176.(4)保护套管选向组件:由于仅通过保护套管振动盘52无法判断保护套管 200的收口在哪端,保护套管振动盘52出料的保护套管仅能通过水平的方向前运动,需要外加选向组件,以判断其方向。初始状态下的垂直移动气缸59为伸出状态、保护套管夹爪气缸518为闭合状态、检测气缸530为伸出状态、第二电机516带动保护套管夹爪519为垂直状态,当需要保护套管时该组件依次按照如下顺序进行动作。首先,垂直移动气缸59收回,带动第二电机516和保护套管夹爪气缸518下落,然后保护套管夹爪气缸518打开,带动保护套管夹爪519将挡料板523压下,保护套管通过挡料板523的u型开口5231进入检料块524内;然后检料块524外侧的光电传感器525检测到来料后,保护套管夹爪气缸518闭合,挡料板523下侧安装的第四弹簧522在弹力的作用下弹起,将保护套管振动盘52的料道挡住,使后续的保护套管无法继续向前运动;然后垂直移动气缸59 伸出,带动保护套管夹爪气缸518和第二电机516向上运动,使保护套管和检测针5285同轴;然后检测气缸530闭合,通过检测针5285带动挡光块5283挡住光纤5282,检测保护套管内收口的方向;然后检测气缸530打开,第二电机516 带动保护套管夹爪519转动,将保护套管的内收口向上垂直放置,至此,此组件动作结束,当保护套管被下一组件(保护套管上料组件6)从保护套管夹爪519 中取出后,各气缸和第二电机516回到初始位置,准备下一个动作循环。
177.该组件可以实现对内收口的保护套管的方向进行判断,并使要求的方向,朝向某一指定位置或方向。
178.(5)保护套管上料组件:初始状态时,保护套管上料组件6中的保护套管夹爪519位于上一组件(保护套管选向组件5)夹持保护套管正上方,当上一组件动作到位后,给出信号,使此组件气缸依次动作。首先,保护套管上料组件6 的夹爪气缸闭合,保护套管上料组
件6中的保护套管夹爪519夹持住保护套管;然后保护套管选向组件5中的夹爪打开;然后保护套管上料组件6的提升气缸上升;然后,保护套管上料组件6的圆形气缸收回,带动保护套管到下一组件(旋转工装组件2)中工装夹爪中插孔的正上方,然后旋转工装组件2中的对应保护套管上料组件6工位的伸缩气缸210伸出,该伸缩气缸210带动工装定位夹212 使旋转到此的工装夹爪2142闭紧,使插孔100位置固定;然后保护套管上料组件6的提升气缸伸出,带动保护套管200放入闭紧的工装夹爪2142的插孔100 中,压块61将保护套管200压入插孔100内;然后旋转工装组件2中的对应保护套管上料组件6工位的伸缩气缸210伸收回,该伸缩气缸210带动工装定位夹 212收回,工装夹爪2142将插孔和保护套管夹紧,旋转圆盘27准备下次旋转;然后保护套管上料组件6的夹爪气缸打开,至此,此组件动作结束,各气缸回到初始位置,准备下一个动作循环。参照图18
‑
图19,由于保护套管上料组件6和插孔上料组件4的结构和动作过程基本一致,所以文中不再详细阐述保护套管上料组件6的结构,唯一区别为保护套管上料组件6在夹爪固定板(与图12的第一夹爪固定板418结构相同)下方安装压块61,压块61位于夹爪之间,当夹爪夹住保护套管时,提升气缸落下,将保护套管插入插孔时,压块61顶住保护套管,将其压入插孔的开口端。
179.(6)保护套管检测组件7:初始状态时,第二提升气缸76伸出,当插孔和保护套管旋转到此处时,第二提升气缸76下降,第一运动板75带动检测杆安装块710及其上的零件,使检测杆78触碰到插孔和保护套管上,检测杆78 压在被检测零件上后,会压缩第六弹簧79而向上运动。如果插孔上安装了保护套管,检测杆78向上运动距离长,检测杆78上升至传感器77检测窗,会挡住光线。若没有安装保护套管,检测杆78上升的距离不足以挡住传感器77的检测窗,以此来判断有无保护套管。如有保护套管后续工位正常进行,如无保护套管则无需进行后续工位装配。检测杆78检测完毕后,第二提升气缸76回到初始位置,准备下一个动作循环。
180.(7)双向铆压组件:初始状态时,铆压气缸86收回,当插孔和保护套管旋转到此处时,铆压气缸86下降,铆压头813位于插孔和保护套管零件的正上方,铆压板814位于旋转圆盘27的下方,旋转圆盘27停止后,铆压气缸连接件87 开始动作,首先铆压气缸连接件87带动铆压头813下降,当铆压头813接触到保护套管时,在气缸力的作用下,以保护套管为支点,下限位板810、铆压板814 和铆压滑动安装板811及铆压气缸86开始向上动作,直到下限位板810接触到旋转圆盘27的低面,铆压气缸86不再向上运动。此时,铆压头813与保护套管接触,铆压板814与旋转圆盘27下底面接触,但铆压气缸86的行程还未运动到位,铆压气缸86继续伸出,使保护套管和插孔进行铆压。当插孔和保护套管检测持续运动的同时,安装在第二限位块817上的限位螺钉818会与第二运动板 812的下底面接触,铆压气缸86无法再向下运动,此时压接到位,限位螺钉818 可以保证无过压接的情况发生。铆压完毕后回到初始位置,准备下一个动作循环。该组件可以实现对插孔和保护套管进行双向铆压,而非单侧冲压,单侧冲压会导致保护套管开裂、变形,无法保证零件装配到位后不发生机械变形的损伤,双向受力的铆压过程更加柔和可控。
181.(8)可调行程挤点组件:初始状态时,挤点气缸99收回,挤点电机96位于上方初始位置,当插孔和保护套管旋转到此处时,挤点电机96带动挤点气缸 99和挤点接触件912下降至挤四点位置,挤点气缸99伸出,带动旋转环914旋转,带动挤点接触件912进行挤点操作,挤点盘911通过定位销及螺钉安装在挤点盘安装板910上,挤点盘安装板910插接在挤点
组件安装板98上,以此保证整个结构的水平度,使挤压的四点在同一高度,挤点完毕后回到初始位置,准备下一个动作循环。该组件可实现对磨损的挤点接触件912再次应用,通过调整气缸行程,保证压入深度,延长挤点接触件912的使用寿命,无需频繁停机更换,提高设备利用率。
182.(9)成品下料组件:初始状态时,下料电机106在原点位置、下料提升气缸1010为收回状态、第二夹爪气缸1012为打开状态、旋转工装组件2中的对应插孔上料组件4工位的伸缩气缸210收回状态,此时成品夹爪1011位于旋转圆盘27的成品下料组件10工位中插孔和保护套管的正上方,当上一组件动作到位后,给出信号,使此组件气缸依次动作。首先,下料提升气缸1010下降,下降到刚好夹持住保护套管的位置停止,此位置可通过第五缓冲器1017进行调整;然后,第二夹爪气缸1012闭合,成品夹爪1011夹持住保护套管;然后旋转工装组件2中的对应插孔上料组件工位的伸缩气缸210伸出,该伸缩气缸210带动工装打开夹213使旋转到此的工装夹爪2142打开;然后下料提升气缸1010上升,带动第二夹爪气缸1012将插孔从工装夹爪2142中取出;然后,下料电机106旋转,带动插孔100到接料盒1018的正上方;然后成品夹爪1011打开,零件掉落至接料盒1018中;然后旋转工装组件2中的对应插孔上料组件2工位的伸缩气缸伸收回,至此,此组件动作结束,各气缸回到初始位置,准备下一个动作循环。本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的一般技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1