一种支架模具的制作方法
1.本实用新型涉及冲压模具技术领域,尤其涉及一种支架模具。
背景技术:
2.板材表面生锈,直接将板材放到冲压设备上冲压出支架毛坯件后,生锈的碎屑粘附在毛坯件上,然后支架毛坯件在冲压成型时,生锈的碎屑与毛坯件一同冲压成型,导致毛坯件表面残留有碎屑凸点,或者碎屑掉落后毛坯件表面裸露出诸多凹点,碎屑凸点在毛坯件搬运时,毛坯件振落碎屑,此时又会产生诸多凹点,后期表面喷漆时,依旧会残留有凹点,影响成品的美观,不易于冲压成型作业,为此在毛坯件冲压成型之前,对毛坯件表面进行除屑处理,将毛坯件表面的铁屑清除掉。
技术实现要素:
3.本实用新型解决的问题在于提供一种支架模具,在毛坯件冲压成型之前,对毛坯件表面进行除屑处理,将毛坯件表面的铁屑清除掉。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种支架模具,包括上模和下模,上模附在下模上,所述模和下模之间设有除尘单元;所述除尘单元用于清除待冲压毛坯件支架上的铁屑,且除尘单元包括固定板、推杆、基块、气囊、一号弹簧、主管和副管;所述固定板对称固接在上模宽度方向的侧壁上,且每个上模宽度方向的侧壁上对称固接两个固定板,固定板的下板面固接推杆的一端;所述推杆的另一端指向下模;所述下模的上板面对称固接多个基块;每个所述基块位于固定板的正下方,基块的上端面开设凹槽,凹槽内底面放置气囊;所述气囊内顶面贴附挤压一号弹簧的一端,气囊内底面贴附挤压一号弹簧的另一端,气囊上方为推杆的另一端,且推杆的另一端滑动连接在凹槽内,气囊的进气口端位于的侧壁上,且气囊的进气口端连通外界空气,气囊的出气口端连通主管一端,主管的另一端连通副管,副管的另一端连通下模内凹模上开设的通道,且通道的出气端指向凹模内放置的支架毛坯件。
6.优选的,相邻所述主管的出气端一根副管的一端连通。
7.优选的,每个所述气囊的进气口端内设有气体单向阀;每个所述副管的一端内部也安置单向阀。
8.优选的,每个所述一号弹簧的两端设有橡胶板,且一号弹簧的两端通过橡胶板连接在气囊的内表面。
9.优选的,每个所述推杆包括一号杆、二号杆和二号弹簧;所述一号杆的一端固接固定板的下板面,一号杆的另一端开设滑孔,滑孔内顶面固接二号弹簧的一端,二号弹簧的另一端固接在二号杆的一端,且二号杆的一端滑动连接在滑孔内,二号杆的另一端滑动连接在凹槽内。
10.优选的,每个所述基块一侧壁上开设矩形孔,矩形孔的外孔端设有过滤板,过滤板的内侧为气囊的进气口端。
11.优选的,每个所述基块一侧壁上设有矩形槽,矩形槽内嵌入过滤板,且矩形槽的上槽口处设有弹性板,且弹性板的一侧边固接在矩形槽上,弹性板的另一侧边贴附挤压在过滤板上。
12.本实用新型的有益效果是:
13.气体鼓出的动力来源于上模靠近下模移动时产生的推力,且充分利用动力资源,以及毛坯件在冲压成型之前,毛坯件表面的碎屑得以清除,使得毛坯件冲压成型后的产品质量更佳;
14.以及通过将相邻的两个主管与同一根副管连通,使得通道排出的气体冲击力更大,增强气体对毛坯件表面碎屑清除的效果;
15.同时通过单向阀,使得气囊被一号弹簧撑起体积增大吸入空气时,气体被限制只能来源于外界空气,无法通过凹模内的通道吸入气囊内,避免气囊吸入带有碎屑的气体,以及气体从气囊内鼓出时,气体只能从副管流出到通道内,从而气体更有效的作用在毛坯件上的碎屑。
附图说明
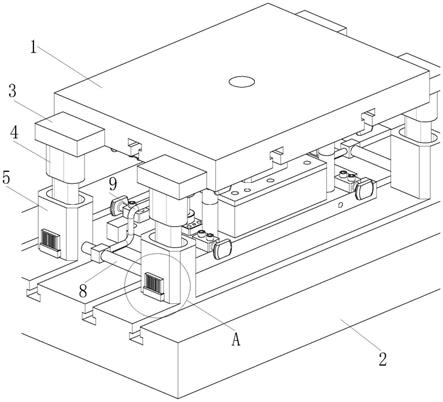
16.图1为本实用新型的立体图;
17.图2为图1中a处的局部放大图;
18.图3为本实用新型的前视图;
19.图4为图3中b处的局部放大图;
20.图5为本实用新型的前视图;
21.图6为主管、副管和单向阀三者之间的配合图;
22.图中:上模1、下模2、固定板3、推杆4、基块5、气囊6、一号弹簧7、主管8、副管9、凹槽10、单向阀11、橡胶板12、一号杆 13、二号杆14、二号弹簧15、滑孔16、过滤板17、矩形槽18、弹性板19。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
24.下面给出具体实施例。
25.参见图1
‑
图6,一种支架模具,包括上模1和下模2,上模1附在下模2上,所述模和下模2之间设有除尘单元;所述除尘单元用于清除待冲压毛坯件支架上的铁屑,且除尘单元包括固定板3、推杆4、基块5、气囊6、一号弹簧7、主管8和副管9;所述固定板3对称固接在上模1宽度方向的侧壁上,且每个上模1宽度方向的侧壁上对称固接两个固定板3,固定板3的下板面固接推杆4的一端;所述推杆 4的另一端指向下模2;所述下模2的上板面对称固接多个基块5;每个所述基块5位于固定板3的正下方,基块5的上端面开设凹槽 10,凹槽10内底面放置气囊6;所述气囊6内顶面贴附挤压一号弹簧7的一端,气囊6内底面贴附挤压一号弹簧7的另一端,气囊6上方为推杆4的另一端,且推杆4的另一端滑动连接在凹槽10内,气囊6的进气
口端位于5的侧壁上,且气囊6的进气口端连通外界空气,气囊6的出气口端连通主管8一端,主管8的另一端连通副管9,副管9的另一端连通下模2内凹模上开设的通道,且通道的出气端指向凹模内放置的支架毛坯件;板材表面生锈,直接将板材放到冲压设备上冲压出支架毛坯件后,生锈的碎屑粘附在毛坯件上,然后支架毛坯件在冲压成型时,生锈的碎屑与毛坯件一同冲压成型,导致毛坯件表面残留有碎屑凸点,或者碎屑掉落后毛坯件表面裸露出诸多凹点,碎屑凸点在毛坯件搬运时,毛坯件振落碎屑,此时又会产生诸多凹点,后期表面喷漆时,依旧会残留有凹点,影响成品的美观,不易于冲压成型作业,为此在毛坯件冲压成型之前,对毛坯件表面进行除屑处理,将毛坯件表面的铁屑清除掉;毛坯件放置在下模2的凹模内时,毛坯件与凹模发生碰撞,使得毛坯件上的碎屑被振松散,然后上模1逐渐靠近下模2时时,上模1带动固定板3移动,同时固定板3下压推杆 4,而推杆4逐渐伸入基块5的凹槽10内,然后推杆4的另一端挤压气囊6,气囊6内的气体依次流经主管8和副管9,最终气体鼓入到凹模的通道内,气体并从通道内排出,并冲击在毛坯件表面,将毛坯件表面的碎屑冲击掉,掉落到毛坯件与凹模之间的缝隙内,且此时的碎屑未能对毛坯件的冲压成型造成影响;气体鼓出的动力来源于上模1靠近下模2移动时产生的推力,且充分利用动力资源,以及毛坯件在冲压成型之前,毛坯件表面的碎屑得以清除,使得毛坯件冲压成型后的产品质量更佳。
26.作为本实用新型的一种实施方式,相邻所述主管8的出气端一根副管9的一端连通;通过将相邻的两个主管8与同一根副管9连通,使得通道排出的气体冲击力更大,增强气体对毛坯件表面碎屑清除的效果。
27.作为本实用新型的一种实施方式,每个所述气囊6的进气口端内设有气体单向阀11;每个所述副管9的一端内部也安置单向阀11;通过单向阀11,使得气囊6被一号弹簧7撑起体积增大吸入空气时,气体被限制只能来源于外界空气,无法通过凹模内的通道吸入气囊6 内,避免气囊6吸入带有碎屑的气体,以及气体从气囊6内鼓出时,气体只能从副管9流出到通道内,从而气体更有效的作用在毛坯件上的碎屑。
28.作为本实用新型的一种实施方式,每个所述一号弹簧7的两端设有橡胶板12,且一号弹簧7的两端通过橡胶板12连接在气囊6的内表面;通过橡胶板12,在保证一号弹簧7快速将气囊6撑起的同时,避免推干下压气囊6和一号弹簧7时,一号弹簧7多次挤压气囊6,一号弹簧7将气囊6挤压破裂现象的发生,而通过橡胶板12,使得气囊6与一号弹簧7接触点被进行保护。
29.作为本实用新型的一种实施方式,每个所述推杆4包括一号杆 13、二号杆14和二号弹簧15;所述一号杆13的一端固接固定板3 的下板面,一号杆13的另一端开设滑孔16,滑孔16内顶面固接二号弹簧15的一端,二号弹簧15的另一端固接在二号杆14的一端,且二号杆14的一端滑动连接在滑孔16内,二号杆14的另一端滑动连接在凹槽10内;固定板3下压推杆4推杆4挤压气囊6和一号弹簧7,避免一号弹簧7被压缩至极限时,推杆4还对一号弹簧7挤压,造成一号弹簧7损坏现象的发生,通过二号弹簧15缓冲一号杆13的移动距离,即在一号弹簧7被压缩将至极限时,二号弹簧15被压缩来缓冲一号杆13的移动距离,避免一号弹簧7被挤压损坏。
30.作为本实用新型的一种实施方式,每个所述基块5一侧壁上开设矩形孔,矩形孔的外孔端设有过滤板17,过滤板17的内侧为气囊6 的进气口端;通过过滤板17,将外界吸入气
囊6内的气体进行过滤,避免带有颗粒物的气体排入到毛坯件上。
31.作为本实用新型的一种实施方式,每个所述基块5一侧壁上设有矩形槽18,矩形槽18内嵌入过滤板17,且矩形槽18的上槽口处设有弹性板19,且弹性板19的一侧边固接在矩形槽18上,弹性板19 的另一侧边贴附挤压在过滤板17上;过滤板17放置在矩形槽18内,同时过滤板17被弹性板19挤压在矩形槽18内,在保证过滤板17对空气过滤的同时,实现过滤板17的便捷拆除清理。
32.工作原理:毛坯件放置在下模2的凹模内时,毛坯件与凹模发生碰撞,使得毛坯件上的碎屑被振松散,然后上模1逐渐靠近下模2时时,上模1带动固定板3移动,同时固定板3下压推杆4,而推杆4 逐渐伸入基块5的凹槽10内,然后推杆4的另一端挤压气囊6,气囊6内的气体依次流经主管8和副管9,最终气体鼓入到凹模的通道内,气体并从通道内排出,并冲击在毛坯件表面,将毛坯件表面的碎屑冲击掉,掉落到毛坯件与凹模之间的缝隙内,且此时的碎屑未能对毛坯件的冲压成型造成影响;气体鼓出的动力来源于上模1靠近下模 2移动时产生的推力,且充分利用动力资源,以及毛坯件在冲压成型之前,毛坯件表面的碎屑得以清除,使得毛坯件冲压成型后的产品质量更佳;
33.以及通过将相邻的两个主管8与同一根副管9连通,使得通道排出的气体冲击力更大,增强气体对毛坯件表面碎屑清除的效果;
34.同时通过单向阀11,使得气囊6被一号弹簧7撑起体积增大吸入空气时,气体被限制只能来源于外界空气,无法通过凹模内的通道吸入气囊6内,避免气囊6吸入带有碎屑的气体,以及气体从气囊6 内鼓出时,气体只能从副管9流出到通道内,从而气体更有效的作用在毛坯件上的碎屑。
35.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1