一种空调变频外机电子膨胀阀焊接工装的制作方法
1.本实用新型涉及焊接保护和定型装置技术领域,特别涉及一种空调变频外机电子膨胀阀焊接工装。
背景技术:
2.空调变频外机重要零部件电子膨胀,需要焊接部分铜管管路才能使用,由于电子膨胀阀内部有塑料零部件,对焊接温度保护要求较高,且因为受冷凝器和压缩机接口影响,所以对电子膨胀阀的相关铜管角度也有严格要求,在生产制造的过程中,经常会出现由于温度控制不合格造成膨胀阀的损坏或者焊接角度控制的不好导致无法装配,因此,本实用新型提供一种具有很好的温度保护和角度定型功能的空调变频外机电子膨胀阀焊接工装。
技术实现要素:
3.针对上述技术问题,本实用新型提供一种空调变频外机电子膨胀阀焊接工装,具有很好的温度保护和角度定型功能,生产效率高,操作难度小的特点。
4.为解决上述技术问题,本实用新型使用的技术方案是:一种空调变频外机电子膨胀阀焊接工装,包括底座、转动机构、水箱、储水槽、固定机构、装配机构, 底座包括固定底座、支撑底座,转动机构包括支座、固定圆盘、中心柱、转动圆盘,固定机构包括支架,装配机构包括固定平台,支座固定安装在固定底座上,转动圆盘转动安装在支撑底座上,水箱固定安装在固定圆盘上,支架固定安装在中心柱上,固定平台固定安装在转动圆盘上。
5.进一步的,所述的底座还包括滚子轴,所述的滚子轴设置在支撑底座上,滚子套设在滚子轴上,转动圆盘设置在滚子上。
6.进一步的,所述的转动机构还包括转动电机座、转动电机、驱动齿轮、端面齿轮,所述的驱动齿轮的转轴转动安装在支座上,转动电机的输出轴与驱动齿轮的转轴固定连接,转动电机固定安装在转动电机座上,转动电机座固定安装在支座上,驱动齿轮与端面齿轮形成齿轮配合,端面齿轮同轴固定安装在中心柱上,固定圆盘固定安装在中心柱上,转动圆盘固定安装在中心柱上。
7.进一步的,所述的固定机构还包括膨胀阀底托、夹爪、电机、定位液压缸、滑动液压缸座、弹簧、凸轮,所述的膨胀阀底托固定安装在支架上,夹爪转动安装在支架上,电机固定安装在支架上,电机的输出轴与凸轮同轴固定连接,凸轮设置在两个夹爪之间,两个夹爪之间由弹簧连接,滑动液压缸座滑动安装在支架上,定位液压缸固定安装在滑动液压缸座上。
8.进一步的,所述的装配机构还包括固定架、角度调整液压缸、转板、夹紧滑块、连杆、中间滑块、拨杆、指针、刻度盘,所述的固定架固定安装在固定平台上,转板转动安装在固定架上,拨杆转动安装在固定架上,指针固定安装在拨杆上,指针转动安装在刻度盘上,刻度盘固定安装在固定平台上,转板上设有拨柱,拨杆上设有长槽,转板的拨柱设置在拨杆的长槽内,角度调整液压缸与固定平台铰接,角度调整液压缸的活塞杆与拨杆铰接,夹紧滑块滑动安装在转板上,中间滑块滑动安装在转板上,连杆的两端分别与夹紧滑块和中间滑
块铰接。
9.进一步的,所述的固定架和拨杆与固定架铰接在不同的位置上。
10.进一步的,所述的储水槽通过两根水管与水箱连接在一起,水箱具备制冷功能。
11.进一步的,所述的中间滑块与液压缸的活塞杆固定连接。
12.本实用新型与现有技术相比的有益效果是:采用循环水及制冷功能,保证了焊接温度,不会对膨胀阀造成损坏。固定机构和装配机构保证了铜管角度焊接的精确度,减少废件的产生。多工位,工作效率高,操作难度小。
附图说明
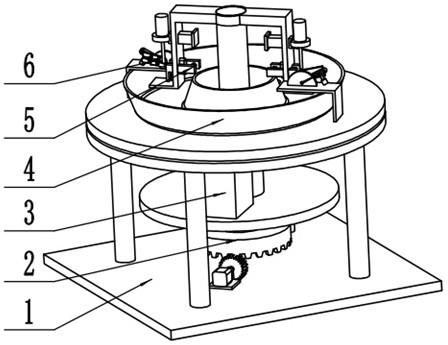
13.图1、2为本实用新型整体结构示意图。
14.图3、4、5为本实用新型局部结构示意图。
15.附图标号:1
‑
底座;2
‑
转动机构;3
‑
水箱;4
‑
储水槽;5
‑
固定机构;6
‑
装配机构;101
‑
固定底座;102
‑
支撑底座;103
‑
滚子轴;201
‑
转动电机座;202
‑
转动电机;203
‑
支座;204
‑
驱动齿轮;205
‑
端面齿轮;206
‑
固定圆盘;207
‑
中心柱;208
‑
转动圆盘;501
‑
膨胀阀底托;502
‑
夹爪;503
‑
电机;504
‑
定位液压缸;505
‑
滑动液压缸座;506
‑
支架;507
‑
弹簧;508
‑
凸轮;601
‑
固定平台;602
‑
固定架;603
‑
角度调整液压缸;604
‑
转板;605
‑
夹紧滑块;606
‑
连杆;607
‑
中间滑块;608
‑
拨杆;609
‑
指针;610
‑
刻度盘。
具体实施方式
16.下面结合具体实施例对本实用新型作进一步描述,在此实用新型的示意性实施例以及说明用来解释本实用新型,但并不作为对本实用新型的限定。
17.实施例:如图1、2为本实用新型整体结构示意图,一种空调变频外机电子膨胀阀焊接工装,包括底座1、转动机构2、水箱3、储水槽4、固定机构5、装配机构6, 底座1包括固定底座101、支撑底座102,转动机构2包括支座203、固定圆盘206、中心柱207、转动圆盘208,固定机构5包括支架506,装配机构6包括固定平台601支座203固定安装在固定底座101上,转动圆盘208转动安装在支撑底座102上,水箱3固定安装在固定圆盘206上,支架506固定安装在中心柱207上,固定平台601固定安装在转动圆盘208上。
18.底座1还包括滚子轴103,滚子轴103设置在支撑底座102上,滚子套设在滚子轴103上,转动圆盘208设置在滚子上。
19.转动机构2还包括转动电机座201、转动电机202、驱动齿轮204、端面齿轮205,驱动齿轮204的转轴转动安装在支座203上,转动电机202的输出轴与驱动齿轮204的转轴固定连接,转动电机202固定安装在转动电机座201上,转动电机座201固定安装在支座203上,驱动齿轮204与端面齿轮205形成齿轮配合,端面齿轮205同轴固定安装在中心柱207上,固定圆盘206固定安装在中心柱207上,转动圆盘208固定安装在中心柱207上,当膨胀阀装配完成之后,启动开关,电机座201带动驱动齿轮204转动,端面齿轮205转动,进而带动转动圆盘208转动,将装配好的膨胀阀和铜管转动到焊接工位。
20.固定机构5还包括膨胀阀底托501、夹爪502、电机503、定位液压缸504、滑动液压缸座505、弹簧507、凸轮508,膨胀阀底托501固定安装在支架506上,夹爪502转动安装在支架506上,电机503固定安装在支架506上,电机503的输出轴与凸轮508同轴固定连接,凸轮508
设置在两个夹爪502之间,两个夹爪502之间由弹簧507连接,滑动液压缸座505滑动安装在支架506上,定位液压缸504固定安装在滑动液压缸座505上,为了保证装配的精度,在膨胀阀的固定之前,首先需将定位液压缸504的活塞杆插入到待焊接的膨胀阀的孔内,启动电机503,凸轮508转动,带动夹爪502将膨胀阀固定住。
21.装配机构6还包括固定架602、角度调整液压缸603、转板604、夹紧滑块605、连杆606、中间滑块607、拨杆608、指针609、刻度盘610,固定架602固定安装在固定平台601上,转板604转动安装在固定架602上,拨杆608转动安装在固定架602上,指针609固定安装在拨杆608上,指针609转动安装在刻度盘610上,刻度盘610固定安装在固定平台601上,转板604上设有拨柱,拨杆608上设有长槽,转板604的拨柱设置在拨杆608的长槽内,角度调整液压缸603与固定平台601铰接,角度调整液压缸603的活塞杆与拨杆608铰接,夹紧滑块605滑动安装在转板604上,中间滑块607滑动安装在转板604上,连杆606的两端分别与夹紧滑块605和中间滑块607铰接,夹紧滑块605在液压缸的作用下将待焊接的铜管夹住,角度调整液压缸603驱动拨杆608转动,带动转板604转动,转动的角度由指针609反映在刻度盘610上,调整好角度后启动开关,装置转动,进行焊接。
22.固定架602和拨杆608与固定架602铰接在不同的位置上,储水槽4通过两根水管与水箱3连接在一起,水箱3具备制冷功能,中间滑块607与液压缸的活塞杆固定连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1