用于金属部件高温成形的芯以及制造、再生和成形方法与流程
1.本公开涉及钛基合金金属部件的制造,例如涡轮叶片的前缘护罩。
现有技术
2.这种前缘护罩通常为旋转叶片的前缘提供冲击保护。本文中,“叶片”表示风扇叶片和机翼叶片。为了限制它们的重量,这些叶片通常由纤维增强聚合物基质复合材料制成。尽管这些材料通常具有非常良好的机械性能,特别是与它们的质量有关,但它们对点撞击特别敏感,这可能尤其会导致在材料内产生分层等。因此,通常由高抗性金属材料(例如钛合金)制成的护罩通常安装在这种叶片的前缘上,以保护它们免受这些冲击。这些护罩通常采用薄压力侧鳍片和薄吸力侧鳍片的形式,由横跨前缘的较厚部分连接,整个组件在前缘和相邻的压力侧和吸力侧部分呈叶片形状。压力侧鳍片和吸力侧鳍片分别在叶片的压力侧和吸力侧的这些部分上延伸,主要用于将护罩定位和固定到前缘。
3.为了提高叶片的空气动力学性能,它们的前缘形状越来越复杂,这使得必须采用这些形状的护罩的制造变得复杂。
4.在一个方法中,护罩主要通过由合金棒锻造而制造,经过弯曲、回火和挤出的连续步骤,最后一步是扭转以将鳍片连接在一起并校准较厚的部分。然而,将这种已知的方法应用于与通常用于前缘护罩的钛合金一样坚固的材料具有明显的缺点:由于锻造工具的显著磨损和大量制造步骤导致的制造成本高,以及由于很难获得非常薄的鳍片厚度或鳍片和较厚部分之间的过渡半径小的技术缺陷。
5.文献wo2011/114073描述了一种围绕芯的护罩的热成形方法。该芯可以任选地覆盖有由氧化钇层组成的抗扩散屏障。然而,该氧化钇层必须通过等离子体沉积来沉积。这种技术相对昂贵并且可能难以在芯的整个外表面上获得均匀的层。实际上,叶片的形状逐渐变得复杂,因此这种叶片的前缘也使得前缘上的芯的形状变得越来越复杂。
6.此外,事实证明,氧化钇层的降解速度相对较快,这限制了再利用芯的可能性。而且,这种工艺较为昂贵。
7.文献fr3049883描述了一种用于对镍基或钴基合金芯进行碳氮共渗以在芯的金属合金和要成形的金属部件的钛基合金之间形成扩散屏障的方法。
8.但是,镍基或钴基合金芯的碳氮共渗处理一般需要超过100个小时,甚至150小时左右,时间非常长。
9.在以下描述中,术语“上游”和“下游”是相对于沿着燃烧室环形壁外侧的空气流的法线方向来定义的。术语“内部”和“外部”分别表示燃烧室内部和外部的区域。
技术实现要素:
10.本公开旨在至少部分地弥补这些缺点。
11.本公开涉及一种用于对钛基合金金属部件进行热成形的金属芯,该金属芯包含镍基或钴基合金芯,上述镍基或钴基合金包含铬、钼和/或钛,并且上述金属芯包含具有旨在
与金属部件接触的外表面的钢涂层,上述钢涂层具有金属碳氮化物富集材料层。
12.藉由包含镍基或钴基合金的金属芯,可以对钛基合金金属部件进行热成形,例如旨在形成旋转叶片前缘的金属部件。这种热成形使得可以通过金属部件的热塑性变形制造具有复杂三维几何形状的部件,甚至是特别坚硬的板材,其具有特别有利的物理特性,特别是高疲劳强度。镍基或钴基合金在高温(例如1000℃)下不会变形或仅轻微变形。
13.同样由于镍基或钴基合金包含铬、钼和/或钛的事实,在金属芯的表面上形成的金属碳氮化物富集材料层在高温下、特别是在热力学上是稳定的。应注意,铬、钼和/或钛的质量含量越高,金属碳氮化物富集材料层的稳定性越高。
14.由于钢涂层,金属芯可以更容易地被碳氮共渗。
15.此外,金属碳氮化物富集钢可有利地具有大于或等于900hv、优选大于或等于1000hv的维氏硬度。钢的维氏硬度可以根据标准en iso 6507-1通过显微硬度试验来测量。
16.作为可用于形成钢涂层的钢的实例,非限制性提及可根据afnor标准由25cd4、18cd4或100c6钢制成。这些钢的碳含量相对较低,通常小于或等于1质量%
±
0.5%。
17.此外,由于金属芯的外表面上的金属碳氮化物富集材料层旨在与金属部件接触,当金属部件在金属芯上热成形后,金属芯和金属组件可以很容易地分离。实际上,在热成形步骤期间,金属芯和金属部件之间没有结合和/或化学反应。这是因为金属部件与金属碳氮化物富集材料层接触,而不是与形成金属芯的镍基或钴基合金接触。
18.该金属碳氮化物富集材料层对金属部件是化学和物理惰性的。由于碳化物和氮化物的分散,该层在金属芯的合金和金属部件的钛基合金之间形成扩散屏障。这限制了金属芯的镍基或钴基合金元素对钛基合金金属部件的污染。
19.因此,金属芯可用于将金属部件热成形为所需的复杂的三维几何形状,在去除金属芯后,几乎不需要对与金属芯接触的金属部件的表面进行机械加工。这种具有对金属部件呈惰性的表面的金属芯可用于对多个金属部件依此进行热成形。因此,金属芯是用于制造多个金属部件的工具,而不是仅用于形成单个金属部件的消耗品。
[0020]“钛基合金”应理解为指其中钛的质量含量占主导地位的合金。因此应理解钛是合金中质量含量最高的元素。有利地,钛基合金具有至少50%钛、优选至少70%钛、甚至更优选至少80%钛的质量含量。同样地,“镍基或钴基合金”应被理解为指其中镍或钴的质量含量占主导地位的金属合金。因此,镍基或钴基合金可具有至少40%、优选50%的镍或钴质量含量。
[0021]
金属碳氮化物富集材料可通过使得碳原子和氮原子扩散到金属合金中而获得。这些碳原子和氮原子与金属合金的原子反应以形成材料层,该材料层包含与碳原子和/或氮原子键合的起始金属合金的原子。该层可包含金属碳化物、氮化物和/或碳氮化物,其化学和重量组成可根据它们在该层中的测量位置而变化。应当理解,该层还可以包括未与碳原子或氮原子键合的原始金属合金的原子。
[0022]
在一些实施例中,镍基或钴基合金包含铬、钼和/或钛。
[0023]
在一些实施方式中,钢涂层的厚度大于或等于50μm(微米),优选大于或等于75μm且小于或等于200μm,优选小于或等于150μm。
[0024]
在一些实施方式中,外表面的表面粗糙度ra大于或等于0.5μm,优选大于或等于0.7μm且小于或等于10μm,优选小于或等于5μm。
[0025]
应理解,表面粗糙度ra是碳氮共渗后钢涂层外表面的表面粗糙度。
[0026]
在一些实施方式中,钢涂层的厚度大于或等于金属碳氮化物富集材料层的厚度。
[0027]
本公开还涉及一种上述金属芯的制造方法,包括以下步骤:
[0028]-制造金属芯的芯;
[0029]-在芯上涂覆钢涂层;以及
[0030]-对上述钢涂层的外表面进行碳氮共渗,以获得金属碳氮化物富集材料层。
[0031]
钢涂层可以通过任何合适的方法沉积在金属芯的芯上,例如通过等离子体沉积、增材制造、电子束物理气相沉积(ebpvd)、通过在金属芯的芯上放置预成型的带材并例如通过扩散焊接(例如热等静压或hip)而连接该带材。
[0032]
在一些实施方式中,钢涂层外表面的碳氮共渗进行的时间小于或等于10小时,优选小于或等于8小时,优选小于或等于6小时且大于或等于至0.5小时,优选大于或等于1小时。
[0033]
在一些实施方式中,在碳氮共渗步骤之前,对钢涂层进行喷砂处理。
[0034]
喷砂活化表面并打开孔隙,从而促进碳和氮的渗透。
[0035]
可以用白刚玉打磨。
[0036]
本公开还涉及一种如上定义的金属芯的再生方法,包括以下步骤:
[0037]-去除钢涂层;
[0038]-用新钢涂层涂覆芯,该新钢涂层具有用于与金属部件接触的新外表面;以及
[0039]-对新钢涂层的新外表面进行碳氮共渗,以获得新金属碳氮化物富集材料层。
[0040]
因此,当在多次使用金属芯后,例如使用10次,优选使用30次,更优选使用50次后,金属碳氮化物富集的钢涂层劣化时,可以通过去除劣化的钢涂层,涂覆新钢涂层并对新钢涂层进行新的碳氮共渗步骤来替代金属碳氮化物富集的钢涂层。这延长了金属芯的使用寿命。
[0041]
本公开还涉及一种钛基合金金属部件的热成形方法,包括以下步骤:
[0042]-如上文所述将金属部件放置金属芯周围;
[0043]-围绕芯对金属部件进行热成形;以及
[0044]-去除所述金属芯。
[0045]
因此,由于使用包含在表面上具有金属碳氮化物富集材料层的钢涂层的金属芯,钛基合金金属部件可以通过热成形制造而无需将金属芯结合到金属部件并且不会让金属芯的合金污染金属部件。此外,与金属芯接触的金属部件的表面几乎不需要机械加工,这在经济上是有利的。还应注意的是,前缘的生产成本降低了,因为同一个芯可以重复使用多次,例如至少10次。
[0046]
在一些实施方式中,金属部件是旋转叶片的前缘护罩。
[0047]
附图简要说明
[0048]
本公开的主题的其他特征和优点将从以下以非限制性示例的方式给出的实施方式并参考附图的描述中示出。
[0049]
[图1]图1是涡扇发动机的示意性透视图。
[0050]
[图2]图2是图1的涡扇发动机的风扇的旋转叶片的示意性透视图。
[0051]
[图3]图3是图2的叶片的前缘护罩的示意性透视图。
[0052]
[图4]图4是图3的护罩的沿平面iv-iv的剖视图。
[0053]
[图5a-5e]图5a至5e示出了用于制造图4的护罩的方法的连续步骤。
[0054]
[图6]图6是金属芯的透视图。
[0055]
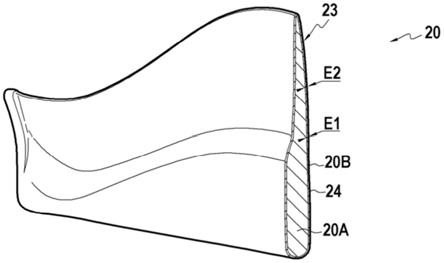
[图7]图7是图6的金属芯的放大截面图。
[0056]
[图8]图8是表示制造金属芯的方法的步骤的流程图。
[0057]
[图9]图9是表示再生金属芯的方法的步骤的流程图。
[0058]
在所有图中,共同元件用相同的数字符号标记。
[0059]
发明详述
[0060]
图1示出了包括气体发生器单元2和风扇3的涡扇发动机1。该风扇3包括多个旋转叶片4,这些旋转叶片围绕中心轴线x径向布置,并且具有空气动力学轮廓以便通过它们的旋转推动空气。因此,如图2所示,每个叶片4具有前缘5、后缘6、吸力侧7和压力侧8。
[0061]
在正常操作中,相对风基本上指向每个叶片4的前缘5。因此,该前缘5特别容易受到冲击。特别是当叶片4包括由复合材料、特别是纤维增强聚合物基体制成的主体9时,因此用集成到每个叶片中的护罩10’来保护前缘5是合适的。
[0062]
图3和图4示出了该护罩10’,其具有压力侧鳍片11、吸力侧鳍片12和较厚的中央部分13,用于跨过叶片4的前缘并连接压力侧鳍片11和吸力侧鳍片12。压力侧鳍片11和吸力侧鳍片12确保护罩10’在叶片4上的定位。护罩10’主要是金属,更具体地由钛基合金制成,例如ta6v(ti-6al-4v)。因此,护罩10’是钛基合金金属部件10的一个例子。
[0063]
从图3和图4可以看出,该护罩10’的形状可能非常复杂,再加上通常用于该部件的高性能材料,可能会使其制造成本高昂且难以制造,尤其是当传统上用于对前缘进行热成形的芯可能只能使用一次或两次。
[0064]
图6示出了用于对金属部件10进行热成形的金属芯20的示例。在图6所示的示例中,金属部件10是旋转叶片的前缘护罩10’。
[0065]
图8示出了制造金属芯20的方法100。金属芯20通过以下步骤获得:形成金属芯20的镍基或钴基合金芯20a(步骤102),用钢涂层20b涂覆该合金芯20a(步骤104),并且对金属芯20的外表面23、即钢涂层20b进行碳氮共渗(步骤106)。该碳氮共渗可以具体地通过形成碳-氮等离子体来进行,也称为离子碳氮共渗或等离子体碳氮共渗。这种反应性技术将碳和氮扩散到钢涂层20b的深处,并在钢涂层20b的表面23上形成,从而在金属芯20上形成金属碳氮化物富集材料层24。
[0066]
如图7中可见,由此获得了金属芯20,该金属芯20包含金属芯20的镍基或钴基合金芯20a,芯20a涂覆有在外表面23具有金属碳氮化物富集材料层24的钢涂层20b。
[0067]
在图7所示的实施方式中,金属碳氮化物富集材料层24与钢涂层20b融合,也即是说,整个钢涂层20b是金属碳氮化物富集的。在该实施方式中,钢涂层20b的厚度e1等于金属碳氮化物富集材料层24的厚度e2。
[0068]
在其他实施方式中,金属碳氮化物富集材料层24的厚度e2可以小于钢涂层20b的厚度e1。
[0069]
离子碳氮共渗可以例如在500℃下进行4小时。这些条件使得可以获得厚度等于钢涂层20b的厚度e的碳氮化物富集材料层。
[0070]
钢涂层的厚度e例如为100μm,其维氏硬度大于或等于1000hv,碳氮共渗后钢涂层
的表面粗糙度ra例如为1~10μm。
[0071]
图9示出了再生金属芯20的方法110。在经受几次热成形热循环之后,金属碳氮化物富集材料层24可能被损坏。富含金属碳氮化物的钢涂层20b可以被替换。再生方法110包括去除钢涂层20b的步骤112、用具有旨在与金属部件接触的新外表面的新钢涂层涂覆芯20a的步骤114、以及对新钢涂层的新外表面进行碳氮共渗以获得新金属碳氮化物富集材料层的步骤116。由此获得新金属碳氮化物富集材料层24。
[0072]
因此,金属芯20可重复使用并经受多次热成形循环。因此增加了金属芯20经历的热成型循环的次数。
[0073]
图5a至5e示出了围绕金属芯20对钛基合金金属部件10进行热成形的工艺。它包括将金属部件定位在芯20周围(图5a和5b)、围绕金属芯对金属部件10’进行热成形(图5c)、以及从金属部件10’移除金属芯(图5d和5e)的步骤。应当注意,在该示例中,在热成形之后,切掉金属部件(图5d)以使得能够提取芯20(图5e)。因此获得了可以定位并附接到叶片4的前缘的前缘护罩10’。
[0074]
应当注意,用于对金属部件10进行热成形的方法不包括对旨在与叶片接触的前缘5的表面进行机械加工的步骤。
[0075]
实际上,在热成形步骤期间,金属芯20和金属部件10之间没有结合和/或化学反应,因为金属部件10与金属碳氮化物富集材料层24接触而不与形成金属芯的镍基或钴基合金25接触。
[0076]
此外,金属碳氮化物富集材料层24相对于金属部件10在化学和物理上是惰性的。由于碳化物和氮化物的分散,该层24在金属芯20的合金和金属部件10的钛基合金之间形成扩散屏障。这限制了由钛基合金制成的金属部件10被金属芯20的镍基或钴基合金元素污染。
[0077]
该成形方法可以包括制造金属芯20的步骤或上述的对金属芯20进行再生的步骤。
[0078]
尽管已经参考特定示例实施方式描述了本公开,但是显然可以在不脱离由权利要求书限定的本发明的一般范围的前提下对这些示例进行各种修改和改变。例如,本发明不限于用于旋转叶片前缘的护罩。实际上,金属芯以及制造和再生方法可用于通过围绕所定义的金属芯的热成形来制造任何其他钛基合金金属部件。此外,所讨论的各种实施方式的各个特征可以在另外的实施方式中组合。因此,说明书和附图应该被认为是说明性的而不是限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1