锻造机械手高效加工机组装置以及加工方法与流程
1.本发明涉及部件锻造领域,特别地,涉及一种锻造机械手高效加工机组装置以及加工方法。
背景技术:
2.一般来说,现有技术中,工件在锻造过程中需要进行两个工位的切换,物料从送料机构中送出,由机械手进行夹持取料然后进行搬运,放置到第一个工位上,在锻造机的第一工位上进行预锻,再通过此机械手进行夹取移动到第二个工位上,工件在第二个工位进行锻压后成形。成形后的工件再移出锻造机。
3.现有的这种锻造加工效率比较低。一般采用独立的单臂机械手进行加工,配置过程中如果采用多台单臂机械手则造成成本的提高,并且各个单臂机械手动作无法衔接,使得工作过程容易出现错误,降低加工效率。
技术实现要素:
4.本发明的目的在于针对现有技术的不足之处,至少在一定程度上解决相关技术中的技术问题,提供一种锻造机械手高效加工机组装置以及加工方法,以达到提高锻造加工效率的同时兼顾和保持较好的可靠性的目的。
5.为了解决上述技术问题,本发明的技术方案是:一种锻造机械手高效加工机组装置,包括上料装置、具有预锻加工工位和成型加工工位的锻床、双臂机械手设备和单臂机械手设备,其特征是,所述上料装置位于锻床的一侧并靠近锻床的预锻加工工位,上料装置的出口设置有供料工位,所述供料工位、预锻加工工位和成型加工工位处于一水平上并在正投影状态下具有相同的间距,所述双臂机械手设备位于锻床的正面并用于将工件从供料工位、预锻加工工位和成型加工工位依次搬运,所述单臂机械手设备位于锻床的背面用于将工件从成型加工工位搬离;所述上料装置包括供工件单个滑落的滑坡,所述供料工位上设置有连接于滑坡出口的定位座;所述双臂机械手设备包括沿工位移动方向来回移动的x轴移动台、设置于x轴移动台上进行y向伸缩动作的两个机械臂、分别位于两个机械臂前端的机械夹爪;单臂机械手设备包括y向伸缩动作的机械臂和安装在机械臂前端的机械夹爪。
6.另外,还提供了一种锻造机械手高效加工方法,上述的锻造机械手高效加工机组装置,包括如下步骤:步骤一:定位,以锻床为基准,在锻床周围布局上料装置、双臂机械手设备和单臂机械手设备的初始位置,定基准坐标体系,将供料工位定位坐标为a(0,y1),预锻加工工位坐标为b(x1,y2),成型加工工位坐标为c(2x1,y2);步骤二:调速,将x轴移动台的移动速度调制为v1,机械臂的移动速度调制为v2;步骤三:将一号夹爪、二号夹爪、三号夹爪调配工作时序;
步骤四:循环步骤三。
7.本发明技术效果主要体现在以下方面:1、提高生产加工效率;2、提高工作稳定性和安全性;3、提高系统稳定性;4、提高应用的适配性和广泛性。
附图说明
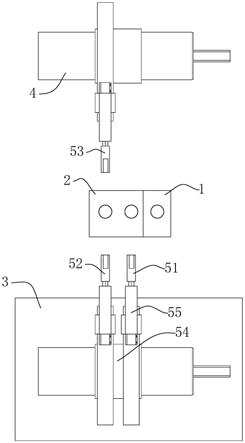
8.图1为实施例1中结构布置图;图2为实施例2中夹爪结构受力分析图;图3为实施例3中结构布置示意图;图4为锻床的结构布置示意图。
9.附图标记:1、上料装置;11、滑坡;12、定位座;2、锻床;3、双臂机械手设备;4、单臂机械手设备;51、一号夹爪;52、二号夹爪;53、三号夹爪;54、x轴移动台;55、机械臂;61、机架;62、活塞杆;63、铰支点;64、连杆;65、手指座。
具体实施方式
10.下面详细描述本发明的实施例,所述实施例的示例在附图中示出,下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,以使本发明技术方案更易于理解和掌握,而不能理解为对本发明的限制。
11.实施例1:一般锻造企业根据锻床2的结构,锻床2是上具有预锻加工工位和成型加工工位,如图1所示。一种锻造机械手高效加工机组装置,包括上料装置1、具有预锻加工工位和成型加工工位的锻床2、双臂机械手设备3和单臂机械手设备4。锻床2的工作、双臂机械手设备3和单臂机械手设备4同一控制。一般情况下,锻床2上模冲压时间比较短,大部分时间是处于等待状态,即等待工件放置在下模上的预锻加工工位和成型加工工位,如果预锻加工工位和成型加工工位都有工件,则锻床2一次冲压,则直接完成两个工序。如果采用机械手一步一步搬运则效率过低。
12.为了提高生产效率,参考图1所示,对锻床2以及上料装置1进行改进。上料装置1位于锻床2的一侧并靠近锻床2的预锻加工工位,上料装置1的出口设置有供料工位。上料装置1包括供工件单个滑落的滑坡11,供料工位上设置有连接于滑坡11出口的定位座12。工作的时候,通过滑坡11,工件单个单个从滑坡11中进入定位座12,定位座12限制的圆柱形的工件稳定的掉落到供料工位上。当拿取一个工件的时候,下一个工件自动掉落到供料工位,能够让供料工位不断补充工件。
13.参考图1和图4所示,供料工位、预锻加工工位和成型加工工位处于一水平上并在正投影状态下具有相同的间距,双臂机械手设备3位于锻床2的正面并用于将工件从供料工位、预锻加工工位和成型加工工位依次搬运,单臂机械手设备4位于锻床2的背面用于将工件从成型加工工位搬离。
14.通过上述的位置排布,和结构调整,大大缩小了搬运距离,并且提高了工件移动效率。工件在一个直线方向上移动,则对于双臂机械手设备3的加工效率也提高了很多。双臂机械手设备3包括沿工位移动方向来回移动的x轴移动台54、设置于x轴移动台54上进行y向
伸缩动作的两个机械臂55、分别位于两个机械臂55前端的机械夹爪。单臂机械手设备4包括y向伸缩动作的机械臂55和安装在机械臂55前端的机械夹爪。双臂机械手设备3和单臂机械手上的所有机械爪处于同一高度。供料工位、预锻加工工位和成型加工工位所处的直线与水平线平行。
15.工作过程:双臂机械手设备3的机械夹爪分别为一号夹爪51、二号夹爪52,单臂机械手设备4的机械爪为三号夹爪53。一号夹爪51、二号夹爪52分别正对供料工位和预锻加工工位,三号夹爪53正对成型加工工位。一号夹爪51、二号夹爪52可以同步工作,机械臂55伸长同样的长度,对供料工位和成型加工工位上的工件同步进行夹取,之后,x轴向同步移动x1距离,同步释放夹爪,机械臂55缩回,以及x轴移动台54复位,在x轴移动台54复位的过程中锻床2进行冲压,冲压后,三号夹爪53工作伸向成型加工工位的工件,夹持,缩回,释放,复位。双臂机械手设备3开始重复,进行下个工件的搬运工作。
16.实施例2:所述工件为圆柱形,质量范围为0.1
‑
20kg,机械夹爪夹持范围为10
‑
300mm,所述x轴移动台的移动速度调制为v1,所述机械臂的移动速度调制为v2。参考图2所示,机械夹爪包括机架61、活塞杆62、铰支点63、连杆64和手指座65。机架61上的活塞杆62受电动控制进行伸缩运动,能够驱动手指座65可靠的夹持工件。活塞杆62的端部铰接两个连杆64于机架61上,两个连杆64的端部分别铰接手指座65于机架61上,手指座65的端部为“v”槽结构,能够可靠夹持圆柱形工件。为了能够更好的进行夹持,提高夹持的可靠性,通过试验和比较。
17.可以从力的大小、方向、作用点着手进行计算和分析。为了保证牢固的夹持状态,机械夹爪需要克服毛坯工件重力产生的静载荷以及搬运过程中的惯性力载荷。夹紧力计算公式为:fn≥k1
×
k2
×
k3
×
g式中:k1 为安全系数,取1.8;k2 为工况系数,即惯性力产生的影响,可按式 k2 = 1 +a/g= 1 +0.02/9.8=1.002 计算得到,其中 a 为工件重力方向的最大加或减速度之绝对值;k3 为方位系数,由手指座65与夹持物位置决定,此处手爪处于水平位置,毛坯工件竖直放置,k3 =0. 5sin θ/f,f 为摩擦系数,θ为“v”型手指座65角度,k3 ≈1;g为被夹持物重力(n)。通过设计,参考图2所示,本方案中a为工件中心和铰接点的间距,取工件半径r+50mm,连杆64的长度为a
×
π/2,拇指座的b长度取值为3a。
18.实施例3:结合图3和图4理解,由上述实施例1和实施例2可见,供料工位、预锻加工工位和成型加工工位处于一条之间,但是,由于设备上不可改变性或改造成本过大时,为了使得本方案继续实施,则可以采用本实施例3。具体的如下。
19.由图3和图4可见,此时供料工位处于,预锻加工工位和成型加工工位的一个其他位置。采用一种锻造机械手高效加工方法,基于锻造机械手高效加工机组装置,包括如下步骤:步骤一:定位,以锻床2为基准,在锻床2周围布局上料装置1、双臂机械手设备3和单臂机械手设备4的初始位置,定基准坐标体系,将供料工位定位坐标为a(0,y1),预锻加工工位坐标为b(x1,y2),成型加工工位坐标为c(2x1,y2);步骤二:调速,将x轴移动台54的移动速度调制为v1,机械臂55的移动速度调制为
v2;步骤三:将一号夹爪51、二号夹爪52、三号夹爪53调配工作时序;步骤四:循环步骤三。
20.步骤三包括双臂机械手设备3的机械夹爪分别为一号夹爪51、二号夹爪52,单臂机械手设备4的机械爪为三号夹爪53,一号夹爪51、二号夹爪52分别正对供料工位和预锻加工工位,三号夹爪53正对成型加工工位,加工动作时序:工件掉落在供料工位上时,二号夹爪52以伸臂状态夹持动作,一号夹爪51伸至供料工位进行夹持动作;确认一号夹爪51和二号夹爪52夹持动作完成后,x轴移动台54同步驱动二号夹爪52正对成型加工工位,一号夹爪51正对预断加工工位;确认一号夹爪51和二号夹爪52位置后,二号夹爪52释放后缩回,一号夹爪51伸入至预锻加工工位后释放,再缩回复位,双臂机械手设备3待机;锻床2锻压动作完成后,三号夹爪53伸入至成型加工工位、夹持、缩回并释放后,单臂机械手设备4待机。
21.上述工作过程,能够充分利用锻床2等待时间,高效完成工件在不同工位上的移动,提高工作效率。针对冶炼、锻造行业高温多粉尘的恶劣工况,为减轻工人劳动强度,提高生产率提供了技术支持,适用于自动化生产。
22.对于驱动力,上述的移动和机械臂55的伸缩,可以采用伺服电机作为动力源,运动方式可以包括滚珠丝杆、同步轮同步带、齿轮和齿条等机械传动结构,机械夹爪可以用液压缸、或气缸驱动。在单臂机械手设备上的机械臂上还设置有用于升降机械臂的升降机构,此升降机构可以采用升降气缸进行驱动,当然,也可以包括采用滚珠丝杆、同步轮同步带、齿轮和齿条等机械传动结构进行升降操作。
23.当然,以上只是本发明的典型实例,除此之外,本发明还可以有其它多种具体实施方式,凡采用等同替换或等效变换形成的技术方案,均落在本发明要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1