电池自动安装设备的制作方法
1.本发明涉及电池生产加工技术领域,具体而言,尤其涉及一种电池自动安装设备。
背景技术:
2.在人们的生活中,电池已得到极其广泛的运用,成为重要的电源载体。由于电池本身的特性,电池正负极均处于热力学的不稳定状态,当电池正负极构成通路状态,电池就会发生电化学反应,由化学能转化为电能。若电池正负极直接短路,电池内部所积聚的化学能瞬间转化为电能,同时散发大量的热。
3.现有的电池加工生产线整体结构庞大,需要占用加大的生产空间,同时,各加工工位衔接不连贯,容易影响生产效率及生产质量,从而使整体的电池生产质量下降。
技术实现要素:
4.本发明的目的是克服现有技术存在的不足,提供一种电池自动安装设备。
5.本发明的目的通过以下技术方案来实现:一种电池自动安装设备,包括机架,所述机架上设有用以输送电池的输送组件,所述输送组件上等距设有一组用以将所述电池夹持并旋转的夹持组装,沿所述输送组件运动方向,所述机架上还依次设有用以将电池负极焊接至电池壳体上的负极焊接组件、用以输送绝缘盖的绝缘盖输运组件、用以将所述绝缘盖夹持并按压至所述电池上的夹持按压组件和用以输送正极盖帽的输入组件,所述输入组件的一侧设有用以将所述正极盖帽焊接在所述电池上的激光焊接组件。
6.优选的,所述输送组件包括枢轴设置在所述机架上的主动轮和从动轮,所述主动轮和从动轮之间绕设有传动链条,所述传动链条上等距固设有一组所述夹持组件;所述机架上还固设有一输送电机,所述输送电机的电机轴与所述主动轮固接。
7.优选的,所述夹持组件包括固设在所述传动链条上的夹持板,所述夹持板上固设有一旋转气缸,所述旋转气缸的气缸轴上固设有一夹持块,所述夹持块上固设有夹取气缸,所述夹取气缸的夹爪相互配合可将固定板夹持。
8.优选的,所述负极焊接组件包括负极焊接架以及设置在其上的上电极和下电极,所述上电极可由驱动组件驱动其面向所述下电极移动,所述上电极和下电极相互配合将电池负极焊接至电池壳体。
9.优选的,所述绝缘盖输运组件包括固设在所述机架上的基座,所述基座上固设有一绝缘盖振动盘和输运气缸,所述输运气缸上固设有一输运板,所述输运板上开设有一输运槽;所述输运板的一侧还设有一推料气缸,所述推料气缸的气缸轴上固设有一推料杆,所述推料杆可将所述绝缘盖振动盘输送的所述绝缘盖推送至所述输运槽内。
10.优选的,所述夹持按压组件包括固设在所述机架上的按压架,所述按压架上设有可在其上任意滑动的滑动件,所述滑动件上固设有按压板,所述按压板上固设有用以将所述绝缘盖吸取的吸嘴。
11.优选的,所述输入组件包括用以输送正极盖帽的双料道振动盘以及设置在其上方用以将所述正极盖帽夹持至翻转件的夹持件,所述夹持件位于所述双料道振动盘的一侧。
12.优选的,所述夹持件包括固设在所述机架上的夹持架,所述夹持架上设有可在其上任意滑动的滑动件ⅱ,所述滑动件ⅱ上固设有按压板ⅱ,所述按压板ⅱ上固设有用以将所述正极盖帽吸取的吸嘴ⅱ。
13.优选的,所述翻转件包括固设在所述机架上的伸缩气缸,所述伸缩气缸的活塞上固设有旋转气缸,所述旋转气缸的气缸轴上固设有承载板,所述承载板上固设有承载块,所述承载块上开设有容置槽。
14.优选的,所述激光焊接组件至少包括固设在所述机架上的激光焊接器。
15.本发明的有益效果主要体现在:1、该装置设计巧妙,实现电池自动上料、负极焊接、绝缘盖上料、绝缘盖自动压接以及正极盖帽上料焊接,全程无需人工操作,从而达到在大批量生产时提高加工效率。另外,结构紧凑,极大地减少生产空间; 2、旋转气缸可通过固定板驱动电池旋转至任意角度,以保证位置的统一性,确保生产的质量;3、上电极和下电极可根据实际需求对位置作相应调整,以提高其适用性;4、夹持件将正极盖帽夹持并翻转,从而确保焊接时正极盖帽不会相对电池有移动,盖帽能够与电池充分抵接,有效避免了歪、虚焊或炸焊等不良问题的出现,焊接效率高且焊接质量稳定;5、该装置布局合理,减少空间占用,提高生产效率及生产质量。
附图说明
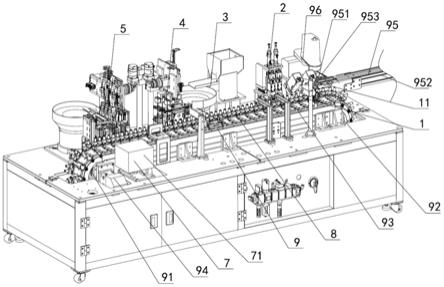
16.下面结合附图对本发明技术方案作进一步说明:图1:本发明优选实施例中电池的立体图;图2:本发明优选实施例的立体图;图3:本发明优选实施例中夹持组装的立体图;图4:本发明优选实施例中负极焊接架的立体图;图5:本发明优选实施例中绝缘盖输运组件的立体图;图6:本发明优选实施例中夹持按压组件的立体图;图7:本发明优选实施例中输入组件的立体图。
具体实施方式
17.以下将结合附图所示的具体实施方式对本发明进行详细描述。但这些实施方式并不限于本发明,本领域的普通技术人员根据这些实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
18.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对
本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
19.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
20.下面将参考附图并结合实施例来详细说明本发明。
21.如图1至图7所示,本发明揭示了一种电池自动安装设备,包括机架,所述机架上设有用以输送电池100的输送组件9,所述输送组件9包括枢轴设置在所述机架上的主动轮91和从动轮92,所述主动轮91与固设在机架上的输送电机94的电机轴固接,所述主动轮91和从动轮92之间绕设有传动链条93,当然,所述输送组件9亦可采用其它驱动方式驱动,均属于本发明的保护范畴,在此不做过多赘述。
22.本优选实施例中,所述传动链条93上等距固设有一组所述夹持组件8,所述夹持组件8包括固设在所述传动链条93上的夹持板81,所述夹持板81上固设有一旋转气缸82,所述旋转气缸82的气缸轴上固设有一夹持块83,所述夹持块83上固设有夹取气缸84,所述夹取气缸84的夹爪85相互配合可将固定板103夹持,所述旋转气缸可通过固定板驱动电池旋转至任意角度,以保证位置的统一性,确保生产的质量。
23.本发明中,所述机架上还依次设有用以将电池负极101焊接至电池壳体102上的负极焊接组件2、用以输送绝缘盖200的绝缘盖输运组件3、用以将所述绝缘盖200夹持并按压至所述电池100上的夹持按压组件4和用以输送正极盖帽300的输入组件5,所述输入组件5的一侧设有用以将所述正极盖帽焊接在所述电池100上的激光焊接组件7。上述结构设计巧妙,实现电池自动上料、负极焊接、绝缘盖上料、绝缘盖自动压接以及正极盖帽上料焊接,全程无需人工操作,从而达到在大批量生产时提高加工效率。另外,结构紧凑,极大地减少生产空间。
24.所述负极焊接组件2包括负极焊接架21以及设置在其上的上电极22和下电极23,所述上电极22可由驱动组件24驱动其面向所述下电极23移动,所述上电极22和下电极23相互配合将电池负极101焊接至电池壳体102。所述上电极和下电极可根据实际需求对位置作相应调整,以提高其适用性。
25.具体的,所述驱动组件24包括固设在负极焊接架21上的驱动气缸241,所述驱动气缸241的气缸轴上固设有一驱动座242,所述驱动座242上固设有所述上电极22。所述负极焊接架21由上下分置的上焊接架25和下焊接架26,所述下焊接架26上固设有一无杆气缸27,所述无杆气缸27的滑块与所述上焊接架25固接。所述下焊接架26上固设有一推送气缸28,所述推动气缸28的气缸轴上固设有所述下电极23。
26.所述输送组件9的另一侧设有用以对所述电池100角度进行检测的视觉检测装置1,所述视觉检测装置1包括固设在所述机架上的ccd相机11,所述ccd相机11位于所述夹持组装8的正上方。所述ccd相机11的结构为现有技术,在此不做过多赘述。
27.所述输入组件5包括用以输送正极盖帽300的双料道振动盘51以及设置在其上方用以将所述正极盖帽300夹持至翻转件52的夹持件53,所述夹持件53位于所述双料道振动盘51的一侧。所述夹持件将正极盖帽夹持并翻转,从而确保焊接时正极盖帽不会相对电池有移动,盖帽能够与电池充分抵接,有效避免了歪、虚焊或炸焊等不良问题的出现,焊接效率高且焊接质量稳定。
28.所述夹持件53包括固设在所述机架上的夹持架531,所述夹持架531上设有可在其上任意滑动的滑动件ⅱ532,所述滑动件ⅱ532上固设有按压板ⅱ533,所述按压板ⅱ533上固设有用以将所述正极盖帽300吸取的吸嘴ⅱ534。所述滑动件ⅱ532包括固设在所述夹持架531上的滑板ⅱ5321,所述滑板ⅱ5321上开设有一u型槽ⅱ5322,所述u型槽ⅱ5322上滑动设有一导向销ⅱ;还包括滑动块ⅱ5323,所述滑动块ⅱ5323上开设有一腰型孔ⅱ,所述导向销ⅱ至少部分延伸置于所述腰型孔ⅱ内;所述滑动块ⅱ5323上还固设有一固定杆ⅱ5324,所述吸嘴ⅱ534固设在所述固定杆ⅱ5324上。所述夹持架531上固设有导向轨ⅱ5311,所述导向轨ⅱ5311上设有与其相适配的导向块ⅱ5312,所述导向块ⅱ5312与所述滑动块ⅱ5323固接,所述导向轨ⅱ5311和导向块ⅱ5312相配合可提高所述滑动块ⅱ滑行的稳定性。
29.所述固定杆ⅱ5324顶部固设有一安装板ⅱ5325,所述安装板ⅱ5325上开设有用以安装ccd相机的预留孔ⅱ5326。
30.所述翻转件52包括固设在所述机架上的伸缩气缸521,所述伸缩气缸521的活塞上固设有旋转气缸522,所述旋转气缸522的气缸轴上固设有承载板523,所述承载板523上固设有承载块524,所述承载块524上开设有容置槽525,所述容置槽525与所述正极盖帽300的外轮廓相适配。
31.所述输送组件9的另一侧设有用以将所述正极盖帽焊接在所述电池100上的激光焊接组件7,所述激光焊接组件7至少包括固设在所述机架上的激光焊接器71,所述激光焊接器71为现有技术,本发明不对其工作过程做具体赘述。
32.所述绝缘盖输运组件3包括固设在所述机架上的基座31,所述基座31上固设有一绝缘盖振动盘32和输运气缸33,所述输运气缸33上固设有一输运板34,所述输运板34上开设有一输运槽35;所述输运板34的一侧还设有一推料气缸36,所述推料气缸36的气缸轴上固设有一推料杆37,所述推料杆37可将所述绝缘盖振动盘32输送的所述绝缘盖200推送至所述输运槽35内。
33.所述绝缘盖输运组件3的一侧设有用以将所述绝缘盖200夹持并按压至所述电池100上的夹持按压组件4。所述夹持按压组件4包括固设在所述机架上的按压架41,所述按压架41上设有可在其上任意滑动的滑动件42,所述滑动件42上固设有按压板43,所述按压板43上固设有用以将所述绝缘盖200吸取的吸嘴44。
34.上述中,所述滑动件42包括固设在所述按压架41上的滑板421,所述滑板421上开设有一u型槽422,所述u型槽422上滑动设有一导向销;还包括滑动块423,所述滑动块423上开设有一腰型孔,所述导向销至少部分延伸置于所述腰型孔内;所述滑动块423上还固设有一固定杆424,所述吸嘴44固设在所述固定杆424上。所述滑动块423可由驱动件驱动,该驱动件为现有技术,本发明在此不做过多赘述。所述按压架41上固设有导向轨411,所述导向轨411上设有与其相适配的导向块412,所述导向块412与所述滑动块423固接,所述导向轨411和导向块412相配合可提高所述滑动块滑行的稳定性。
35.所述固定杆424顶部固设有一安装板425,所述安装板425上开设有用以安装ccd相机的预留孔426。所述按压架41上还设有用以感应所述吸嘴44位置的传感器313。
36.所述输送组件9的一侧设有上料组件95,所述上料组件95包括固设在所述机架上的上料架951,所述上料架951上枢轴设有主动滚轮和从动滚轮,所述主动滚轮和从动滚轮之间绕设有传动皮带952;所述上料架951上还固设有一上料电机953,所述上料电机953的电机轴与所述主动滚轮固接。所述上料组件95和输送组件9之间还设有用以将所述电池100夹持的机械夹爪96。所述机械夹爪96为现有技术,在此不做过多赘述。
37.下面简单阐述一下本发明的工作过程:s1、所述上料电机953启动,依次通过主动滚轮、从动滚轮和传动皮带952将电池100和固定板103输送至相应位置;s2、机械夹爪96启动,将所述传动皮带952上的固定板103夹持至夹爪85上,此时,所述输送电机94启动,依次通过主动轮91、从动轮92和传动链条93驱动旋转气缸82移动至相应位置;s3、ccd相机启动,对旋转气缸82上的电池100和固定板103进行拍照,所述旋转气缸82启动,驱动电池100和固定板103旋转至相应位置;s4、驱动气缸241启动,驱动上电极22向下移动,直至与所述下电极23相互配合将所述电池负极101焊接至电池壳体102。
38.s5、所述输送电机94再次启动,依次通过主动轮91、从动轮92和传动链条93驱动旋转气缸82移动至相应位置;s6、所述绝缘盖振动盘32启动,将绝缘盖200输送至相应位置,此时,推料气缸36启动,通过所述推料杆37将绝缘盖200推送至输运槽35内;s7、所述输运气缸33启动,将所述输运板34推送至相应位置;s8、通过滑动件42驱动吸嘴44将所述绝缘盖吸取,并按压至所述电池100上。
39.s9、双料道振动盘51将正极盖帽300输送至相应位置,吸嘴ⅱ534将正极盖帽300吸附,待吸附完成后,所述滑动块ⅱ5323驱动所述吸嘴ⅱ534移动至所述容置槽525的正上方,此时,驱动所述滑动块ⅱ5323向下移动,直至所述正极盖帽300放置在所述容置槽525内;s10、旋转气缸522启动,驱动所述承载块524旋转90
°
,所述激光焊接器71启动,完成所述电池和正极盖帽300焊接。
40.应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施方式中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
41.上文所列出的一系列的详细说明仅仅是针对本发明的可行性实施方式的具体说明,它们并非用以限制本发明的保护范围,凡未脱离本发明技艺精神所作的等效实施方式或变更均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1