一种可变曲率轧辊板材成形装置
1.本发明涉及三维曲面板材成形领域,特别是涉及一种可变曲率轧辊板材成形装置。
背景技术:
2.板材成形技术广泛应用于航空航天、汽车、电子等制造领域,在制造业中占有重要地位。目前,板类三维曲面件主要采用模具通过压力成形方式而获得,对于大型尺寸的板类三维曲面件的模具制造难度大,相应的压力成形设备及辅助装置造价高昂。面对上述情况,大部的大尺寸板类三维曲面件加工成形主要依赖人工方式进行成形,这样不仅无法满足高精度、高成形质量的产品需求,同时工件的生产效率较低,需要耗费大量的人力和物力。
技术实现要素:
3.为了解决上述问题,本发明提供了一种可变曲率轧辊板材成形装置,实现三维板材的高精度加工,并且提高了生产效率。
4.本发明提供了一种可变曲率轧辊板材成形装置,包括第一辊体机构和第二辊体机构,所述第一辊体机构包括第一芯轴和套设在第一芯轴外部的第一辊体,第一辊体内壁与第一芯轴之间填充有形变合金液体,第二辊体机构包括第二芯轴和套设在第二芯轴外部的第二辊体,第二辊体内壁与第二芯轴之间填充有形变合金液体,所述第一辊体与第二辊体的形状匹配对应,第一辊体与第二辊体之间为辊压区域。
5.优选的,所述第一辊体的两端分别固定在第一芯轴的两端,第一辊体形状根据填充的形变合金液体的增加由圆柱形变成为正高斯曲率曲面,且第一辊体两端的直径值保持固定不变。
6.优选的,第二辊体的两端与通过轴向楔块与第二芯轴建立滑动连接,所述第二辊体的中部固定在第二芯轴上,第二辊体的形状根据填充的形变合金液体的增加由圆柱形变成为负高斯曲率曲面,且第二辊体中间的直径值保持固定不变。
7.优选的,所述轴向楔块为带圆弧面的类锥体结构。
8.优选的,所述第一辊体包括第一骨架和包裹在第一骨架外的第一筒壁,所述第二辊体包括第二骨架和包裹在第二骨架外的第二筒壁。
9.优选的,所述第一骨架和第二骨架均为网状筒形骨架。
10.优选的,所述第一骨架和第二骨架均为螺旋缠绕排列的金属丝筒状结构,且第一骨架和第二骨架金属丝结构螺旋缠绕方向互为相反。
11.优选的,所述第一辊体包括至少两层第一骨架,相邻两层第一骨架之间得钢丝螺旋缠绕方向相反,所述第二辊体包括至少两层第二骨架,相邻两层第二骨架之间得钢丝螺旋缠绕方向相反。
12.优选的,所述第一芯轴内设有沿第一芯轴中心轴线方向延伸的第一管路,第一芯轴的侧壁上设有若干第一输出孔,所述第一输出孔的一侧与所述第一管路连通;所述第二
芯轴内设有沿第二芯轴中心轴线方向延伸的第二管路,第二芯轴的侧壁上设有若干第二输出孔。
13.如上所述,本发明具有如下效果:
14.本发明的可变曲率轧辊板材成形装置可用于三维曲面板材辊压成形,也可用于二维曲面板材辊压成形。本发明通过改变腔体内压,使第一、第二辊体机构的体积产生变化,进而使第一、第二辊体结构的截面曲率r1和r2改变,再通过将低熔点合金注入辊体内部腔体增加第一、第二辊体机构的整体刚性。通过调节第一、第二辊体机构的体积变化量,可以调节其截面曲率变化,可根据不同目标形状的成形需要来调节第一、第二辊体的截面曲率。这种方法可以实现工件横向曲率连续变化的连续辊压成形,同时可以满足不同三维形状和尺寸的板材成形需求。本发明适用于形状不同、小批量和个性化的三维曲面形状板材类零件辊压加工成形,大大提高产品加工效率和成形制造精度。
附图说明
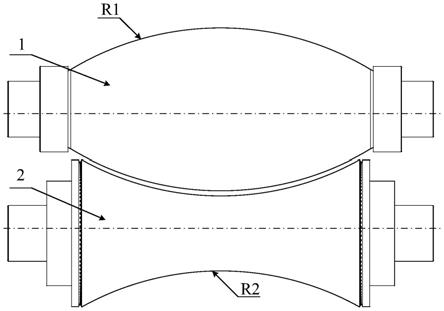
15.图1为本发明具体实施例的第一、第二辊体机构变形前结构示意图;
16.图2为本发明具体实施例的第一、第二辊体机构变形后结构示意图;
17.图3a为本发明具体实施例的第一辊体机构示意图;
18.图3b为本发明具体实施例的第一辊体剖视图;
19.图4a为本发明具体实施例的第二辊体机构示意图;
20.图4b为本发明具体实施例的第二辊体剖视图;
21.图中:1.第一辊体机构,2.第二辊体机构,3.低熔点合金,4.第一芯轴,5.法兰环,6.端面法兰,7.第一骨架,8.第一筒壁,9.第二芯轴,10.轴向楔块,11.第二骨架,12.第二筒壁,13.固定环,14.第一管路,15.第一输出孔,16.第二管路,17.第二输出孔。
具体实施方式
22.以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。
23.需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,遂图示中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
24.本实施例的一种可变曲率轧辊板材成形装置,包括第一辊体机构1和第二辊体机构2,所述第一辊体机构1包括第一芯轴4和套设在第一芯轴4外部的第一辊体,所述第二辊体机构2包括第二芯轴9和套设在第二芯轴9外部的第二辊体,所述第一辊体与第二辊体的形状匹配对应,第一辊体与第二辊体之间为辊压区域。
25.当第一辊体机构1与第二辊体机构2不填充形变合金液体时,第一辊体和第二辊体均为圆柱形,如图1所示,此时第一辊体和第二辊体的曲率为零,此时第一辊体和第二辊体
配合可以实现二维平板的滚压成形;当需要辊压成型三维板材时,向所述第一辊体内壁与第一芯轴4之间填充有形变合金液体,向第二辊体内壁与第二芯轴9之间填充有形变合金液体,即向第一辊体内和第二辊体内填充形变合金液体,通过所述合金液体改变第一辊体1和第二辊体2的曲率半径,如图2所示,实现三维板料的辊压成形。
26.如图3a所示,本实施例的第一辊体包括第一骨架7和包裹在第一骨架7外的第一筒壁8,本实施例所述的第一筒壁8为聚氨酯筒壁,所述第一骨架7为网状筒形骨架,所述网状筒形骨架具有一定的可塑性,可以根据第一辊体内填充的形变合金液体体积的体积膨胀到相应的体积,进而得到所需曲率半径的凸辊,在一具体实施例中,第一骨架7由若干均匀分布的螺旋缠绕的金属丝构成,当向第一辊体内填充形变合金液体时,随着形变合金液体体积的增加,每跟金属丝发生弹性形变,实现第一骨架整体的形状变化,并且,由于金属丝本身的弹性,使第一骨架7整体具有一定的可塑性,提高第一辊体的曲面的精确度,进而提高板料辊压成形精度。
27.在使用过程中可以根据需要增加第一骨架7的层数,例如,可以设置两层或两层以上,当设置多层第一骨架7时,相邻两层第一骨架7的金属丝的螺旋方向互为相反,多层第一骨架7构成网状结构,在一具体实施例中,本实施例中构成第一骨架7的金属丝为钢丝,在使用过程中可以根据需要替换成其他金属,在一具体实施例中,第一骨架7可以不限于采用金属丝,也可以采用非金属丝构成。
28.如图3b所示,在一具体实施例中,第一辊体的两端分别通过端面法兰6固定在第一芯轴4的两端,第一骨架7连同包裹在其外部的第一筒壁8的两端分别通过端面法兰6压紧固定在第一芯轴4的两端,为了增强第一辊体与第一芯轴4之间的结构稳定性,在一具体实施例中,采用焊接或粘接方式与第一骨架7两端固定连接,这样,第一辊体的两端位置固定,当填充形变合金液体时,第一辊体形状根据填充的形变合金液体的增加由圆柱形变成为正高斯曲率曲面,且第一辊体两端直径值保持固定不变。
29.所述第一芯轴4内设有沿第一芯轴4中心轴线方向延伸的第一管路14,第一芯轴4的周向侧壁上设有若干第一输出孔15,所述第一输出孔15的一侧与所述第一管路14连通,当需要增大第一辊体的曲率半径时,通过向第一芯轴4两端注入形变合金液体,所述形变合金液体进入第一管路14后经第一输出孔15进入第一辊体的内部腔体内,随着形变合金液体的逐渐增多,合金液体对第一辊体的第一骨架7和第一筒壁8施加压力,使其形状逐渐改变,得到具有所需曲率半径的凸型圆辊。
30.如图4a所示,本实施例的第二辊体包括第二骨架11和包裹在第二骨架11外的第二筒壁12,本实施例所述的第二筒壁12为聚氨酯筒壁,本实施例所述第二骨架11为网筒形结构,与第一骨架7相似,第二骨架11也随着填充如第二辊体内的形变合金液体体积的不同,膨胀到相应的体积,进而得到所需曲率半径的凹辊;在一具体实施例中,所述第二骨架11由若干均匀分布的螺旋缠绕的金属丝构成,当向第二辊体内填充形变合金液体时,随着形变合金液体体积的增加,每跟金属丝发生弹性形变,实现第一骨架整体的形状变化,并且,由于金属丝本身的弹性,使第二骨架11整体具有一定的可塑性,提高第二辊体的曲面的精确度,进而提高板料的辊压成形精度,并且,第一骨架7的金属丝缠绕方向与第二骨架11的螺旋缠绕方向互为相反。
31.在使用过程中可以根据需要增加第二骨架11的层数,例如,可以设置两层或两层
以上,当设置多层第二骨架11时,相邻两层第二骨架11的金属丝的螺旋方向相反,形成网状结构的第二骨架11,在一具体实施例中,可以直接采用金属网实现,本实施例中构成第二骨架11的金属为钢丝,在使用过程中可以根据需要替换成其他金属,在一具体实施例中,第二骨架11可以不限于采用金属丝,也可以采用非金属丝构成。
32.当第一辊体由两层以上的第一骨架7构成时,第二辊体由两层以上的第二骨架11构成时,第一辊体中的第一骨架7的数量与第二辊体中的第二骨架1的数量可以相同,也可以根据需要设计为不同。
33.如图4b所示,在一具体实施例中,第二辊体的两端分别通过端面法兰6固定在第二芯轴9的两端,第二芯轴9的中部套设有固定环13,所述固定环13固定在所述第二芯轴9的中间,第二骨架11的中部通过固定环13与第二芯轴9固定连接,为了第二骨架11与固定环13之间的结构稳定性,在一具体实施例中,采用焊接或粘接方式使第二骨架11与固定环13固定连接;而第二辊体的两端分别设有轴向楔块10,两个轴向楔块10分别套设在所述第二芯轴9上,两个轴向楔块10通过螺纹或油缸等方式在第二芯轴9上同时作相向滑动,这样在使用过程中,通过调节具两个轴向楔块10之间的距离调节第二辊体的曲率。
34.如图所示,本实施例的轴向楔块10整体为圆锥柱体结构,所示轴向楔块10位于第二辊体侧圆锥面,所示圆锥面围合的开口面积向固定环13方向依次减小,即轴向楔块10与第二辊体的接触面为斜面,当向第二辊体内注入不同体积的形变合金液体时,第二辊体的第二骨架11的两端通过轴向楔块10的斜面之间的距离对曲线半径进行精确的校正,由于第二辊体的两端侧面由聚氨酯筒壁包覆,当第二辊体内充入形变合金液体时,形变合金液体在液体形态下具有流动性,所以会对第二辊体的曲率半径的精度产生影响,本实施例中,第二辊体的两端抵靠在轴向楔快的斜面上,在第二辊体机构2转动过程中,也不会对曲率半径产生严重影响。
35.通过上述结构,第二辊体为中间位置固定,两端直径可调结构,当填充形变合金液体时,第二辊体形状根据填充的形变合金液体的增加由圆柱形变成变成为负高斯曲率曲面,且第二辊体中间的直径值保持固定不变。
36.如图所示,所述第二芯轴9内设有沿第二芯轴9中心轴线方向延伸的第二管路16,第二芯轴9的周向侧壁上设有若干第二输出孔17,所述第二输出孔的一侧与所述第二管路连通,当需要增大第二辊体的曲率半径时,通过向第二芯轴9两端注入形变合金液体,所述形变合金液体进入第二管路后经第二输出孔进入第二辊体的内部腔体内,随着形变合金液体的逐渐增多,合金液体对第二辊体的第二骨架11和第二筒壁12施加压力,使其形状逐渐改变,得到中间辊体直径小于两端直径的凹型圆辊且具有所需曲率半径的凹型圆辊。
37.在一具体实施例中,所示形变合金液体为低熔点合金或易熔金属,在加热状态下其为液体,具有流动性,可以根据需要填充仅第一辊体机构1内和第二辊体机构2内,当形变合金液体温度下降,其凝固为固态,又能起到增加第一辊体和第二辊体的刚性,并且具有保持第一辊体机构1和第二辊体机构2曲率半径的作用。
38.本实施例的发明的工作过程为:
39.首先根据目标形状的横向曲率,分别调整第一辊体机构1和第二辊体机构2截面曲率半径至对应目标形状的横向曲率。第一辊体机构1和第二辊体机构2的曲率半径调整后并注入低熔点合金或易熔金属,再分别以均匀速度转动,第一辊体机构1和第二辊体机构2转
动可减少低熔点合金或易熔金属凝固时间,同时可增加第一辊体机构1和第二辊体机构2的旋转对称度和形状精度。
40.第一辊体机构1和第二辊体机构2完全凝固后,增加第一辊体机构1和第二辊体机构2之间的开口间隙,再将板材坯料放入第一辊体机构1和第二辊体机构2开口之间。第一辊体机构1下移使板材坯料的横向(垂直进给方向)发生弯曲变形,直至第一辊体机构1和第二辊体机构2之间的开口间隙闭合。第一、第二辊体转动使板材坯料纵向(平行进给方向)产生连续的弯曲变形,直至板材辊压成形结束。
41.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1