一种使用激光焊接的耐水压镜头的制作方法
1.本技术涉及光学镜头领域,尤其涉及一种使用激光焊接的耐水压镜头。
背景技术:
2.近年来,光学镜头被广泛地应用于各行各业,尤其是应用于车载领域的光学镜头,在安全驾驶中发挥着重要作用,也是如今高速发展的智能驾驶技术和自动驾驶技术的坚实基础。在具体应用中,能够藉由光学镜头实时地监控车辆周围的环境情况,并根据光学镜头的监控结果及时地调整车辆的行驶方向和行驶路径,以确保行车安全。
3.在现有技术中,光学镜头包括镜筒以及由至少一枚镜片形成的镜片组,如图1所示,镜片组1a通过热包边的形式固定于镜筒2a内,其中,镜筒上的热包边3a通过热熔翻边来固定镜片组1a。同时,由于热包边3a的防水性不够,在镜筒和镜片组之间需要设置密封圈4a用于防止水渗入镜筒内部。这个方法使用的结构简单,然而,热包边经过二次热熔后,强度较低,受到高压冲水时或者经时劣化后热包边容易翘起,导致镜片松动甚至脱落。
技术实现要素:
4.为解决上述问题,本技术提供一种使用激光焊接的耐水压镜头,镜片组和镜筒,其中,所述镜片组和所述镜筒通过激光焊接固定。
5.其中,优选的,所述镜片组的底端通过激光焊接固定在所述镜筒的顶端。
6.其中,优选的,所述镜片组的底端设置有焊接圆环,所述镜筒顶端设置有焊接台阶,所述焊接台阶的高阶面与所述焊接圆环的底部通过激光焊接固定,在所述焊接台阶的低阶面上设置密封圈。
7.其中,优选的,还包括紧固件,其中,镜筒与紧固件通过激光焊接固定,所述紧固件将镜片组固定在镜筒上。
8.其中,优选的,所述紧固件设置在镜片组两侧,所述镜片组通过两侧的紧固件卡合固定在镜筒上。
9.其中,优选的,所述紧固件具有激光焊接面,所述激光焊接面能够与镜筒的侧面贴合,所述激光焊接面通过激光焊接固定在镜筒的侧面;
10.其中,优选的,将所述紧固件与镜筒进行激光焊接的一侧设置为阶梯状,所述紧固件阶梯状的一侧至少包括两个台阶:激光焊接面所在的外圈台阶以及与镜片组抵靠的内圈台阶;
11.所述激光焊接面通过激光焊接在镜筒的侧面后,紧固件的内圈台阶与镜筒之间的第一间隙高度低于圈台阶与镜筒之间的第二间隙的高度。
附图说明
12.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
申请中记载的一些实施例,对于本领域技术人员来讲,还可以根据这些附图获得其他的附图。
13.图1为现有技术中常规镜头的剖视图。
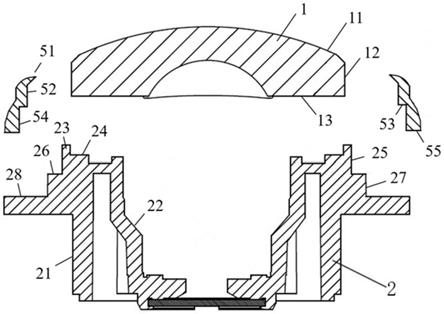
14.图2为本实用新型一种实施方式的剖视图。
15.图3为本实用新型另一种实施方式的剖视图。
16.图4为本实用新型另一种实施方式的剖视图。
17.图5为本实用新型另一种实施方式的剖视图。
具体实施方式
18.下面结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
19.实施例一:
20.图2是本实施例的剖视图,图3是本实施例的分解剖视图。如图2所示,本技术提供一种使用激光焊接的光学镜头100,包括镜片组1、镜筒2、密封垫圈4以及紧固件5。镜片组1包含至少1枚镜片,是用于捕捉光学信息的光学镜片,由玻璃或透光性塑料材质构成。镜筒2由塑料材质构成,用于收纳并并固定镜片组1。密封垫圈4为橡胶制,用于镜片组1和镜筒2之间的密封,防止水或灰尘等进入到镜片组2和镜筒2的内部。紧固件5为一次成型塑料材质,用于将镜片组1和镜筒2连接固定。在本实施例中,紧固件5 相当于实现镜片组1和镜筒2的连接固定的连接部。以下基于图3具体说明各构成部的详细情况。在图3中省略了密封垫圈
21.镜片组1为大致扁平形状,其包含大致球面状的正面11、从正面11的边缘向下方沿铅垂方向延伸的圆柱状的侧面12、以及大致平坦的底面13。根据应用场景,镜片组1可以还具备从底面向上凹陷的凹部,以形成不同的折射率。这种情况下,底面13形成为大致平坦的环状。
22.另一方面,镜片组1的透光性部分是起到光学功能的部分,应当尽量避免组装过程中的受热变形。以下为了便于说明,将镜片组1的起到光学功能的部分称作镜片组主体。在本实施例中,由于镜片组1通过后述的紧固件5 的包边51进行固定,因此本实施例中的镜片组主体相当于镜片组1本身。
23.镜筒2形成为大致圆筒状,包含外筒21和与镜片组1一起构成光学镜头 100的内部光学空间的内筒22。在外筒21的上部形成有向上凸出的圆环状的突缘23,该突缘23的内径构成为与镜片组1的外径大致相同且略大于镜片组1的外径,用于容纳镜片组1且将镜片组1在周向上定位。
24.在突缘23的径向内侧形成有大致平坦的圆环状的第一镜筒台阶面24,在组装状态下,该第一镜筒台阶面24与前述的镜片组1的底面13抵接,用于承接镜片组1。此外,还具备从突缘23的周向外端缘向铅垂下方延伸的第一镜筒铅垂面25,该第一镜筒铅垂面25与后述的紧固件5的第一紧固件铅垂面52抵接。
25.此外,在第一镜筒铅垂面25的径向外侧且低于第一镜筒台阶面24的位置形成有第二镜筒台阶面26,在组装状态下,该第二镜筒台阶面26与后述的紧固件5的第一紧固件台阶
面53对置。此外,还具备从第二镜筒台阶面 26的周向外缘向铅垂下方延伸的第二镜筒铅垂面27,该第二镜筒铅垂面27 与后述的紧固件5的第二紧固件铅垂面54抵接。在第二镜筒铅垂面27的径向外侧且低于第二镜筒台阶面26的位置形成有第三镜筒台阶面28,该第三镜筒台阶面28与后述的紧固件5的第二紧固件台阶面55对置,用于与其他部件、例如车身的前保险杠前围等卡合固定。
26.通过前述的各台阶面和铅垂面,镜筒2构成为多级台阶状。此外,在本实施例中,第二镜筒台阶面26和第三镜筒台阶面28相当于镜筒2的内圈台阶和外圈台阶。
27.接下来继续基于图3的光学镜头100的分解图说明紧固件5。如前述那样,紧固件5具备:包边51,用于包裹并固定镜片组1;第一紧固件铅垂面 52,位于包边51的周向外侧且向铅垂下方延伸,并与镜片组5的侧面12抵接;圆环状的第一紧固件台阶面53,从第一紧固件铅垂面52的下缘向周向外侧延伸,与镜筒2的第二镜筒台阶面26对置;第二紧固件铅垂面54,从第一紧固件台阶面53的周向外缘向铅垂下方延伸,与镜筒2的第二镜筒铅垂面27抵接;以及圆环状的第二紧固件台阶面55,从第二紧固件铅垂面54的下缘向周向外侧延伸,与镜筒2的第三镜筒台阶面28对置。
28.通过前述的各台阶面和铅垂面,紧固件5构成为多级台阶状。此外,在本实施例中,第二紧固件铅垂面54相当于激光焊接面。此外,紧固件5的第一紧固件台阶面53和第二紧固件台阶面55相当于紧固件5的内圈台阶和外圈台阶。
29.如图2所示,紧固件5通过激光焊接固定在镜筒2的周围。具体地说,紧固件5的第二紧固件铅垂面54和镜筒2的第一镜筒铅垂面25通过激光焊接而连接。通过该激光焊接,紧固件5和镜筒2相互连接并紧固,同时,紧固件5的包边51抵按住镜片组1的边缘,能够与镜筒2的突缘23相配合,将镜片组1牢固且保持在镜筒2上。
30.在本实施例中,紧固件5与镜片组1的接触面(即第一紧固件铅垂面52 和镜片组1的侧面12)不进行焊接,而是在紧固件5与镜筒2的接触面(即第二紧固件铅垂面54和镜筒2的第二镜筒铅垂面27)进行激光焊接。即,紧固件5仅与镜筒2进行激光焊接,紧固件5与镜片组1的连接主要通过第一紧固件铅垂面52对镜片组1的定位、以及包边51对镜片组1的包裹及固定来实现。由此,能够避免激光焊接所产生的热对镜片组的光学功能部分、即镜片组主体产生热变形等形成,能够良好地确保镜片组1的光学性能。
31.另一方面,紧固件5的第二紧固件铅垂面54和镜筒2的第一镜筒铅垂面 25的激光焊接可以在周向上连续地进行。这种情况下,由于激光焊接面在周向上连续,能够对于光学镜头100的内部光学空间起到密封水及灰尘等杂物的作用,能够与图2所示的密封垫圈4相配合,进一步加强光学镜头100的内部光学空间的密封。这种情况下,能够有效地降低焊接成本及工时。
32.此外,在组装状态下,在紧固件5的第一紧固件台阶面53和镜筒2的第二镜筒台阶面26之间、以及紧固件5的第二紧固件台阶面55和镜筒2的第三镜筒台阶面28之间均形成有间隙(非抵接)。进一步优选地,紧固件5 的第一紧固件台阶面53和镜筒2的第二镜筒台阶面26之间的间隙,小于紧固件5的第二紧固件台阶面55和镜筒2的第三镜筒台阶面28之间的间隙。作为一例,紧固件5的第一紧固件台阶面53和镜筒2的第二镜筒台阶面26 之间的间隙为0.1mm,紧固件5的第二紧固件台阶面55和镜筒2的第三镜筒台阶面28之间的间隙为0.2mm。由此,能够有效地吸收部件的制造误差,避免紧固件5的包边51无法与镜头组1的外缘抵接,
或者紧固件5的包边51 高于镜头组1的外缘的情况。
33.根据实施例,所述紧固件5为一次成型塑料,与以往的热包边结构相比,在组装过程中减少了热熔处理,因此强度更好,在受到高压冲水或者撞击时不易脱落。
34.此外,激光焊接为局部加热,对产品热损很小,不会出现毛刺和粉尘,外观平整。进而,激光焊接没有振动,不会引起内部损害,能稳定保持机械强度,使结构更可靠。另外,在本实施例中仅在紧固件5与镜筒2之间进行激光焊接,镜片组1的任何面均不进行激光焊接,有效地减少了镜片组1的受热变形,能够确保镜片组1的光学性能。
35.实施例二:
36.图4表示本实用新型的另一实施例的剖视图。如图4所示,本技术提供一种使用激光焊接的光学镜头,包括镜片组1和镜筒2。本实施例与实施例1 的不同点在于,在本实施例中未设置紧固件5,而是在镜片组1的下端外缘设置有用于与镜筒2进行激光焊接的焊接凸边14。即,在本实施例中,通过镜片组1的焊接凸边14实现镜片组1和镜筒2之间的连接部的功能。上述以外的各构成部与实施例1相同,因此省略详细的说明。
37.具体地说,在镜片组1的底端设置有用于与镜筒2侧进行焊接固定的焊接凸边14,在镜筒2的上端外缘设置有焊接台阶29,在该焊接台阶29与镜片组1的焊接凸边14抵接的状态下,通过激光焊接固定。即,在镜筒2的与镜片组1相对的面的外缘形成有圆环状的焊接台阶29,该焊接台阶29相对于镜筒2的与镜片组1相对的面的其他部分高出0.1-0.2mm的高度。
38.由此,在本实施例中取消了热包边结构,从而能够将镜筒2的高度降至镜片组1以下。镜片组1和镜筒2之间的激光焊接可以在周向上连续地进行,也可以断续地进行。前者的情况下,密封圈4与激光焊接结构起到了双重密封作用。由于改变了镜片组1与镜筒2的接触面,因此强度更高,耐高压冲水及耐撞击性能更好。
39.在本实施例中,镜片组1和镜筒2的激光焊接是在镜片组1的下端外缘的焊接凸边14进行的。因此,镜片组1的光学功能部分、即镜片组主体不会进行激光焊接,有效地减少了镜片组1的受热变形,能够确保镜片组1的光学性能。在此,本实施例中的镜片组主体相当于镜片组1的除去焊接凸边14 的部分。
40.实施例三:
41.图4表示本实用新型的另一实施例的剖视图。如图5所示,本实施例提供一种使用激光焊接的耐水压镜头,与实施例二的结构相似,包括镜片组1 和镜筒2,在镜片组1的下端外缘设置有用于进行焊接固定的焊接凸边14,在所述镜筒2的上端外缘设置有焊接台阶29。
42.本实施例与实施例二的不同点在于,在本实施例中,镜片组1和镜筒2 之间的激光焊接在周向上连续地进行。利用周向上连续的激光焊接的密封效果,在能够满足光学镜头的密封性能的情况下,可以省去密封垫圈4,节省了成本,同时能够保证镜头的防水性能。此外,与实施例二相同,在本实施例中不对镜片组1的镜片组主体进行激光焊接,有效地减少了镜片组1的受热变形,能够确保镜片组1的光学性能。在此,本实施例中的镜片组主体相当于镜片组1的除去焊接凸边14的部分。
43.尽管已描述了本技术的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本技术范围的所有变更和修改。显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型
属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1