一种轴套刨边线辅助焊接设备的制作方法
1.本实用新型属于焊接技术领域,具体涉及一种轴套刨边线辅助焊接设备。
背景技术:
2.轴套条料由卷料释放出来后,先进行铺粉、烧结等一系列工作,然后根据需要进行相应的刨边操作,在前置工序完成后需要将不同钢卷的钢带相连接,从而保证后续的切料、成型连续进行。
3.目前大部分的轴套厂家通过手动对接并焊接的方式实现轴套刨边线的焊接,这一方式的不稳定性极高,存在手动对接偏差与焊接效率过低等问题。其它部分厂家则采用固定式机床进行轴套刨边线的焊接,该方法虽然解决了手动焊接时对准与工作效率过低等问题,但固定式的设备对于空间的占用,有时也会成为轴套刨边线焊接面临的新问题。
技术实现要素:
4.针对现有技术中存在不足,本实用新型提供了一种轴套刨边线辅助焊接设备,减少轴套刨边线焊接时直接手动操作带来的误差,提高工作效率,减轻操作人员的负担。
5.本实用新型是通过以下技术手段实现上述技术目的的。
6.一种轴套刨边线辅助焊接设备,包括压料板、导向工装、气缸a、工作平台和可移动平台,工作平台设置可移动平台上,工作平台上方开设有凹槽,凹槽中卡接有导向工装,导向工装上方为n型压料板,n型压料板开口方向设置在导向工装一侧,n型压料板封闭一侧与位于下方的两个气缸a的活塞杆固定。
7.上述技术方案中,所述导向工装为一凹槽板,长度方向两侧设有挡板,导向工装未设置挡板的两端沿垂直于可移动平台运动方向卡接固定在工作平台上方的凹槽内。
8.上述技术方案中,所述可移动平台上还设有剪板机。
9.上述技术方案中,所述可移动平台末端设有气缸b,气缸b与外部气源连通。
10.上述技术方案中,所述气缸a与外部气源连通。
11.上述技术方案中,所述导向工装通过螺栓螺母卡接在工作平台上方的凹槽中。
12.上述技术方案中,所述导向工装的挡板高度不超过工作平台上方的凹槽深度。
13.本实用新型的有益效果为:本实用新型的轴套刨边线辅助焊接设备包括压料板、导向工装、气缸a、工作平台,导向工装设置在工作平台上,压料板位于导向工装上方,且一侧与其下方的气缸a的活塞杆固定,使用时,经剪板机剪去头尾部的轴承条料放置在导向工装中,并对接好,对接处暴露在压料板开口处,气缸活塞向下运动,压料板将轴套条料压紧,操作人员使用手持氩弧焊在压料板开口处完成两块轴套条料的焊接。本实用新型的导向工装可根据轴承条料的尺寸进行通过更换,焊接前通过压料板将轴套条料压紧,本实用新型的轴套刨边线辅助焊接设备定位精确、工作过程安全稳定,减少轴套刨边线焊接时直接手动操作带来的误差,提高了焊接的质量和效率,减少工作人员的工作难度与强度。另外,本申请的工作平台设置在可移动平台上,在非工作状态下可以移动到其他区域待用。
附图说明
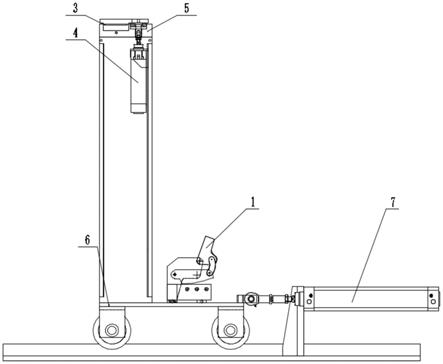
14.图1为本实用新型所述轴套刨边线辅助焊接设备的主视图;
15.图2为本实用新型所述轴套刨边线辅助焊接设备的侧视图;
16.图3为本实用新型所述轴套刨边线辅助焊接设备的局部俯视图;
17.图中:1
‑
剪板机,2
‑
压料板,3
‑
导向工装,4
‑
气缸a,5
‑
工作平台,6
‑
可移动平台,7
‑
气缸b。
具体实施方式
18.下面结合附图以及具体实施例对本实用新型作进一步的说明,但本实用新型的保护范围并不限于此。
19.如图1、2、3所示,一种轴套刨边线辅助焊接设备,包括剪板机1、压料板2、导向工装3、气缸a4、工作平台5和可移动平台6;可移动平台6末端设有气缸b7,具体为:气缸b7的活塞杆与可移动平台6末端固定,气缸b7与外部气源连通,气缸b7工作时,气缸b7的活塞杆在伸出和缩回的过程中,带动可移动平台6的移动,实现整个轴套刨边线辅助焊接设备的灵活移动;剪板机1和工作平台5设置在可移动平台6上方,工作平台5上方开设有凹槽,凹槽中通过螺栓螺母卡接固定导向工装3,导向工装3根据轴套条料尺寸的需求,可以进行更换,避免更换工作平台5,省时省力,同时节约经济成本;如图3所示,导向工装3为一凹槽板,长度方向两侧设有挡板,挡板的高度不超过工作平台5上方的凹槽深度;导向工装3未设置挡板的两端沿垂直于可移动平台6运动方向卡接固定在工作平台5上方的凹槽内;导向工装3上方为n型压料板2,n型压料板2开口方向设置在导向工装3一侧,n型压料板2封闭一侧与位于其下方的两气缸a4的活塞杆固定,气缸a4固定在工作平台5内部,且气缸a4与外部气源连通。
20.本实用新型轴套刨边线辅助焊接设备的使用方法为:将可移动平台6移动到方便操作人员工作的地方,选择合适的导向工装3,掀起压料板2,将导向工装3卡接固定在工作平台5上方的凹槽内,盖上压料板2;剪板机1将钢卷释放的轴套条料头尾部不平整部分剪去,然后将一块轴套条料沿导向工装3侧面放置在导向工装3内部,再将另一块轴套条料的头部紧接着前一块轴套条料的尾部对接,对接处暴露在n型压料板2开口处,气缸a4工作,控制气缸a4的活塞向下运动,压料板2将轴套条料压紧,操作人员使用手持氩弧焊在n型压料板2开口处完成两块轴套条料的焊接,再利用手持抛光机打磨焊渣;气缸a4的活塞向上运动,继续在导向工装3内部放置经剪板机1剪切好的轴套条料,对接着前面轴套条料的尾部,压料板2在气缸a4的活塞的带动下将轴套条料压紧,进行焊接抛光,直至将所需的轴套条料焊接抛光完毕。
21.所述实施例为本实用新型的优选的实施方式,但本实用新型并不限于上述实施方式,在不背离本实用新型的实质内容的情况下,本领域技术人员能够做出的任何显而易见的改进、替换或变型均属于本实用新型的保护范围。
技术特征:
1.一种轴套刨边线辅助焊接设备,其特征在于,包括压料板(2)、导向工装(3)、气缸a(4)、工作平台(5)和可移动平台(6),工作平台(5)设置可移动平台(6)上,工作平台(5)上方开设有凹槽,凹槽中卡接有导向工装(3),导向工装(3)上方为n型压料板(2),n型压料板(2)开口方向设置在导向工装(3)一侧,n型压料板(2)封闭一侧与位于下方的两个气缸a(4)的活塞杆固定。2.根据权利要求1所述的轴套刨边线辅助焊接设备,其特征在于,所述导向工装(3)为一凹槽板,长度方向两侧设有挡板,导向工装(3)未设置挡板的两端沿垂直于可移动平台(6)运动方向卡接固定在工作平台(5)上方的凹槽内。3.根据权利要求1所述的轴套刨边线辅助焊接设备,其特征在于,所述可移动平台(6)上还设有剪板机(1)。4.根据权利要求1所述的轴套刨边线辅助焊接设备,其特征在于,所述可移动平台(6)末端设有气缸b(7),气缸b(7)与外部气源连通。5.根据权利要求1所述的轴套刨边线辅助焊接设备,其特征在于,所述气缸a(4)与外部气源连通。6.根据权利要求1所述的轴套刨边线辅助焊接设备,其特征在于,所述导向工装(3)通过螺栓螺母卡接在工作平台(5)上方的凹槽中。7.根据权利要求2所述的轴套刨边线辅助焊接设备,其特征在于,所述导向工装(3)的挡板高度不超过工作平台(5)上方的凹槽深度。
技术总结
本实用新型提供了一种轴套刨边线辅助焊接设备,包括压料板、导向工装、气缸A和工作平台,工作平台上方开设有凹槽,凹槽中卡接有导向工装,导向工装上方为n型压料板,n型压料板开口方向设置在导向工装一侧,n型压料板封闭一侧与位于下方的两个气缸A的活塞杆固定;本实用新型的轴套刨边线辅助焊接设备定位精确、工作过程安全稳定,提高了焊接的质量和效率。提高了焊接的质量和效率。提高了焊接的质量和效率。
技术研发人员:张宽 孙積 姜玉红 朱伟
受保护的技术使用者:江苏希西维轴承有限公司
技术研发日:2021.06.10
技术公布日:2021/12/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1