一种对化工机械等离子焊接用的背部保护气罩的制作方法
1.本实用新型涉及化工机械的等离子焊接技术领域,特别是涉及一种对化工机械等离子焊接用的背部保护气罩。
背景技术:
2.化工机械是化学工业生产中所用的机器和设备的总称。化工生产中为了将原料加工成一定规格的成品,往往需要经过原料预处理、化学反应以及反应产物的分离和精制等一系列化工过程,实现这些过程所用的机械,常常都被划归为化工机械。
3.等离子焊在焊接不锈钢时由于根部容易被氧化产生缺陷,氧化严重的会影响到材料的力学性能和耐腐蚀性能,所以必须采用背面保护措施来解决这一问题,在等离子焊接过程中通常采用局部充氩的方式来保证焊接质量。
4.目前在对化工设备进行等离子焊接的过程中通常采用局部保护气管直通罩,在一定空间内充入氩气保护焊缝背面。但是目前的气管直通会造成保护罩内充气不均匀,焊缝背面的各个位置所接触的气流不够稳定,会造成焊缝背面保护不充分,进而会影响到最终的焊接质量。
技术实现要素:
5.本实用新型的主要目的是为了提供一种对化工机械等离子焊接用的背部保护气罩,使对保护罩内的充气分布均匀。
6.本实用新型的目的可以通过采用如下技术方案达到:
7.一种对化工机械等离子焊接用的背部保护气罩,包括保护罩体和气体分布管,所述保护罩体具有一空腔且底部开口,所述保护罩体的开口处用于覆盖在焊缝处,所述气体分布管包括有设置于保护罩体空腔内的气体分流罩和连接于气体分流罩上的气体通管,所述气体分流罩具有一空腔,用于使外部保护气体通过气体通管进入气体分流罩的空腔内,所述气体通管穿插于保护罩体上,所述气体分流罩上贯穿有多个出气孔,用于构建多个气体分流罩和保护罩体之间的气体流动通道,以使气体分流罩空腔内的保护气体进入保护罩体的空腔内。
8.优选的,所述保护罩体的内侧还设置有稳流板,所述稳流板位于气体分流罩的下方,且位于保护罩体的开口处上方,所述保护罩体的开口处用于贴于焊缝背面位置处,所述稳流板上贯穿有多个散气孔,以使保护罩体空腔内的保护气体通过散气孔并抵至位于保护罩体开口处的焊缝背面。
9.优选的,多个所述散气孔呈矩形阵列分布,且相邻的两个散气孔间隔分布。
10.优选的,所述保护罩体的底侧边向外延伸一部分。
11.优选的,所述气体分流罩的外侧边与保护罩体的内腔壁之间留有空间,用于使保护罩体空腔内的保护气体向稳流板所处位置流动。
12.优选的,所述稳流板的外侧壁与保护罩体的内腔壁贴合设置。
13.优选的,所述稳流板和保护罩体的开口处的俯视剖面均呈矩形结构。
14.优选的,所述气体分流罩的顶侧面与保护罩体内腔顶部之间留有空间,且多个所述出气孔贯穿于气体分流罩的顶侧面,所述气体通管的一部分依次贯穿于保护罩体和气体分流罩的顶侧面,所述气体通管的另一部分位于保护罩体的外部。
15.优选的,所述稳流板的底侧面与保护罩体的空腔底端之间留有空间。
16.本实用新型的有益技术效果:
17.1、本实用新型中通过增加了气体分布管可以合理的、充分的保证了充入的保护气体能够逐渐充满整个保护罩内,并且使气体可以均匀的向下流动至保护罩体开口处的焊缝处,另外以稳流板辅助配合,可以达到在等离子焊接过程中保护气体能够充分且均匀的保护到焊缝的目的,不仅可减少保护气体的最终充入量,也即减少了气体使用成本,同时也保证了焊缝的质量。
18.2、本实用新型提供的稳流板的外壁贴于保护罩体的内腔壁,可保证保护罩体内的气体只能通过散气孔向下流动,使向焊缝处流动的气体均匀分布。
附图说明
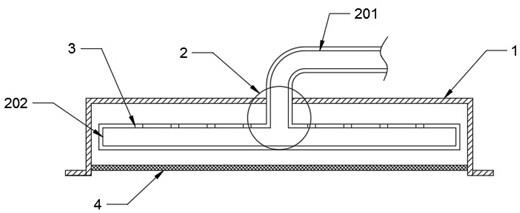
19.图1为按照本实用新型的实施例的保护气罩正视剖面结构示意图;
20.图2为按照本实用新型的实施例的稳流板俯视结构示意图。
21.图中:1
‑
保护罩体,2
‑
气体分布管,201
‑
气体通管,202
‑
气体分流罩,3
‑
出气孔,4
‑
稳流板,5
‑
散气孔。
具体实施方式
22.为使本领域技术人员更加清楚和明确本实用新型的技术方案,下面结合实施例及附图对本实用新型作进一步详细的描述,但本实用新型的实施方式不限于此。
23.如图1
‑
图2所示,本实施例提供的对化工机械等离子焊接用的背部保护气罩,包括保护罩体1和气体分布管2,保护罩体1具有一空腔且底部开口,且开口处与上述空腔相互贯通,保护罩体1的开口处用于覆盖在焊缝处,保护气体可为氩气,
24.气体分布管2包括有设置于保护罩体1空腔内的气体分流罩202和连接于气体分流罩202上的气体通管201,
25.气体分流罩202具有一空腔,用于使外部保护气体可通过气体通管201进入气体分流罩202的空腔内,气体通管201穿插于保护罩体1的顶部,也即气体通管201的底端贯穿于气体分流罩202的顶部,
26.气体分流罩202上贯穿有多个间隔分布的出气孔3,呈阵列排布,用于构建多个气体分流罩202和保护罩体1之间的气体流动通道,以使气体分流罩202空腔内的保护气体进入保护罩体1的空腔内,对进入气体分流罩202内的保护气体进行分流,使保护气体可均匀的在保护罩体1的空腔内充满,从而均匀的对焊接背面进行保护。
27.在本实施例中,如图1和图2所示,保护罩体1的内侧还设置有稳流板4,稳流板4位于气体分流罩202的下方,且位于保护罩体1的开口处上方,保护罩体1的开口处用于贴于焊缝背面位置处,稳流板4上贯穿有多个散气孔5,以使保护罩体1空腔内的保护气体通过散气孔5并抵至位于保护罩体1开口处的焊缝背面,对最终抵至焊缝背面的保护气体进行再次分
流,使抵至焊缝背面的气体均匀分布,同时加强气体流动的稳定性。
28.在本实施例中,如图2所示,多个散气孔5呈矩形阵列分布,且相邻的两个散气孔5间隔分布,尽可能的保证了保护罩体1内的保护气体可以均匀的流动至焊缝背面。
29.在本实施例中,如图1所示,保护罩体1的底侧边向外延伸一部分,主要方便将保护罩体1覆盖在焊缝处。
30.在本实施例中,如图1所示,气体分流罩202的外侧边与保护罩体1的内腔壁之间留有空间,用于使保护罩体1空腔内的保护气体向稳流板4所处位置流动,保证从气体分流罩202流出的气体能抵至稳流板4上。
31.在本实施例中,如图1所示,稳流板4的外侧壁与保护罩体1的内腔壁贴合设置,可保证从气体分流罩202流出的气体只会从稳流板4上的散气孔5向焊缝背面流动。
32.在本实施例中,如图1和图2所示,稳流板4和保护罩体1的开口处的俯视剖面均呈矩形结构,结构合理,适应焊缝背面处。
33.在本实施例中,如图1所示,气体分流罩202的顶侧面与保护罩体1内腔顶部之间留有空间,且多个出气孔3贯穿于气体分流罩202的顶侧面,气体通管201的一部分自外向内的依次贯穿于保护罩体1和气体分流罩202的顶侧面,气体通管201的另一部分位于保护罩体1的外部,也即另一部分的端口接入保护气体的输送装置,为保证气体分流罩202内的气体流动方向是向上,先充满保护罩体1的顶部区域,然后向下流动。
34.在本实施例中,如图1所示,稳流板4的底侧面与保护罩体1的空腔底端之间留有空间,为了使气体从稳流板4流出后也具有一定的流通空间,提高对焊缝背面的保护效率。
35.综上所述,在本实施例中,本实施例提供的稳流板4的外壁贴于保护罩体1的内腔壁,可保证保护罩体1内的气体只能通过散气孔5向下流动,使向焊缝处流动的气体均匀分布。
36.以上所述,仅为本实用新型进一步的实施例,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型所公开的范围内,根据本实用新型的技术方案及其构思加以等同替换或改变,都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1