一种键盘铆接机的制作方法
1.本实用新型涉及铆压机械设备领域,特别涉及一种键盘铆接机。
背景技术:
2.随着工业自动化程度不断提高,制造业逐步实现智能化、无人化;特别是针对键盘类工件,还是有很多工序无法做到自动化,机械化的程度决定着整体生产的效率。
3.键盘的主要部件包括主板,目前对于主板与其他部件之间一般是通过螺母和螺柱进行连接,因此,需要将螺母、螺柱等工件铆接于主板上才能便于实现后续的组装。然而,现有生产制造过程中,对于这一工序还是采用人工手动进行,主要原因在于:螺母和螺柱等工件是散料,且尺寸较小。现有的人工上螺母、螺柱铆接,生产效率低下且一般的键盘的主板的正面要铆接四颗螺母,反面要铆接两个螺柱,一条铆接生产线至少需要10个人力共同配合才能完成,人力投入成本高。
技术实现要素:
4.本实用新型的目的是提供一种键盘铆接机,至少能够解决上述问题之一。
5.根据本实用新型的一个方面,提供了一种键盘铆接机,包括机体以及设置于机体的转盘装置、第一吸料输送装置、第二吸料输送装置、第三吸料输送装置、铆接装置和下料装置;
6.转盘装置包括转动盘以及沿转动盘的中心圆周阵列设置于转动盘边缘的多个定位治具;
7.第一吸料输送装置、第二吸料输送装置、第三吸料输送装置、铆接装置和下料装置沿转动盘的顺时针转动方向依次设置于转动盘的外周;
8.第一吸料输送装置配置为吸取螺柱并将其输送至转动盘的定位治具上;
9.第二吸料输送装置配置为吸取键盘工件并将其输送至转动盘的定位治具上,使得键盘工件覆盖于螺柱的上方;
10.第三吸料输送装置配置为吸取螺母并将其输送至定位治具上的键盘工件上;
11.铆接装置配置为将螺母铆压于键盘工件;
12.下料装置配置为将铆压完成后的产品输出。
13.由此,本实用新型提供了一种全新结构的键盘铆接机,该键盘铆接机的工作原理如下:
14.a、第一吸料输送装置吸取螺柱并放到转动盘的定位治具上;
15.b.转动盘旋转,带动盛放有螺柱的定位治具移动至第二吸料输送装置的后方,第二吸料输送装置吸取键盘工件并放到定位治具,使得键盘工件落在螺柱上方;
16.c、转动盘继续旋转,带动盛放有螺柱和键盘工件的定位治具移动至第三吸料输送装置的后方,第三吸料输送装置吸取螺母并将其放到键盘工件上;
17.d、转动盘继续旋转,使得定位治具转动至铆压工位,铆接装置将螺母铆压于键盘
工件;
18.e、转动盘继续旋转至下料工位,下料装置从定位治具上取料并输出。
19.由此可知,本实用新型的键盘铆接机实现了上下料、检测、铆接自动化,便于实现键盘的自动化生产,能够提高稼动率且可减少人力投入,节省成本。
20.在一些实施方式中,第一吸料输送装置包括第一吸料机构和多轴驱动机构,多轴驱动机构安装于机体,第一吸料机构安装于多轴驱动机构;
21.第一吸料机构包括第一安装架以及安装于第一安装架上的多个与螺柱相配合的吸料组件。
22.在一些实施方式中,第一吸料输送装置还包括转盘换盘机构,转盘换盘机构安装于机体且位于转动盘的外周,转盘换盘机构用于盛放承载有螺柱的第一料盘,转盘换盘机构包括转盘以及设置于转盘上的若干个与第一料盘限位配合的限位块。
23.在一些实施方式中,多轴驱动机构为四轴机器人。
24.在一些实施方式中,键盘铆接机还包括压紧装置,压紧装置包括第二安装架、第一驱动件和压板,第二安装架安装于机体,且位于转动盘的外周,第一驱动件安装于第二安装架,压板安装于第一驱动件的驱动端且与定位治具相配合。由此,在第一驱动件的驱动下,压板可向下压合放置定位治具内的键盘工件,使得螺柱被按压于键盘工件内。
25.在一些实施方式中,键盘铆接机还包括视觉检测装置,视觉检测装置包括第三安装架、第一检测机构和第二检测机构,第三安装架安装于机体且架设于转动盘的外周,第一检测机构安装于第一吸料输送装置的内侧且位于定位治具的上方,第二检测机构安装于第三吸料输送装置的内侧且位于定位治具的上方,第一检测机构和第二检测机构为ccd视觉检测模组。由此,第一检测机构能够对第一吸料输送装置输入的螺柱进行识别以及对应的位置信息反馈至控制装置,第二检测机构能够对第三吸料输送装置输入的螺母进行识别以及对应的位置信息反馈至控制装置,便于精准上下料,提高生产效率。
26.在一些实施方式中,转盘装置为转盘式结构,转盘装置还包括用于驱动转动盘旋转的驱动模组,驱动模组设置于转动盘的下方且与转动盘动力连接,定位治具上设有与螺柱相配合的第一限位槽以及与键盘工件相配合的第二限位槽。
27.在一些实施方式中,转盘装置还包括定位机构,定位治具为可相对转动盘升降的活动式定位治具,定位机构安装于机体且位于转动盘的底部,定位机构与定位治具相配合,用于对定位治具进行限位;
28.定位治具包括上模块、下模块和导向柱,上模块设置于转动盘的上方,下模块设置于转动盘的下方,上模块与下模块之间通过导向柱相连接,导向柱贯穿转动盘;
29.定位机构包括第二驱动件和定位块,第二驱动件安装于机体,定位块安装于第二驱动件的驱动端且与下模块限位配合。
30.由此,定位机构可对定位治具进行定位和支撑,辅助其他装置完成相应操作。
31.在一些实施方式中,铆接装置包括第四安装架以及安装于第四安装架的铆接机构,铆接机构包括第三驱动件和铆压上模,铆压上模安装于第四安装架且位于定位治具的上模块的上方,第三驱动件安装于机体且位于定位治具的下模块的下方,第四安装架包括上架体、下架体以及连接上架体、下架体的连接块,上架体与下架体之间形成有用于容纳铆压上模、定位治具以及能够使得转动盘在其中活动的容纳腔,铆压上模固定安装于上架体
且位于定位治具的上方,第三驱动件的上端部固定于下架体的底部且驱动端可向上顶升定位治具。由此,定位治具转动至铆压工位时,铆压机构工作,第三驱动件向上顶升定位治具,使得整个定位治具上升,上模块靠近铆压上模完成合模,完成螺母与键盘工件的铆接。
32.在一些实施方式中,下料装置包括单轴驱动机构、旋转机构和第二吸料机构,单轴驱动机构安装于机体,旋转机构安装于单轴驱动机构,第二吸料机构安装于旋转机构且与定位治具内的键盘工件相配合。
33.在一些实施方式中,键盘铆接机还包括进料装置和出料装置,进料装置、出料装置设置于机体的侧方,进料装置的末端位于第二吸料输送装置的前方,出料装置的前端位于下料装置的下料末端。
34.本实用新型的有益效果:
35.本实用新型的键盘铆接机实现了上下料、检测、铆接自动化,便于实现键盘的自动化生产,能够提高稼动率且可减少人力投入,节省成本。
附图说明
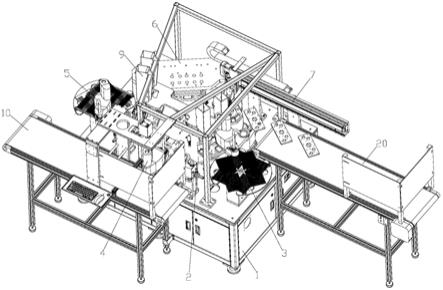
36.图1为本实用新型一实施方式的键盘铆接机的立体结构示意图;
37.图2为图1所示的键盘铆接机的俯视结构示意图;
38.图3为图1所示的键盘铆接机省略部分结构后的立体结构示意图;
39.图4为图1所示的键盘铆接机的第一吸料输送装置的立体结构示意图;
40.图5为图1所示的键盘铆接机的第一吸料输送装置的立体结构示意图;
41.图6为图1所示的键盘铆接机的转盘装置的立体结构示意图;
42.图7为图6所示的转盘装置的定位治具和定位机构相配合的立体结构示意图;
43.图8为图1所示的键盘铆接机的视觉检测装置的立体结构示意图;
44.图9为图8所示的键盘铆接机的压紧装置的立体结构示意图;
45.图10为图1所示的键盘铆接机的铆接装置的立体结构示意图之一;
46.图11为图1所示的键盘铆接机的铆接装置的立体结构示意图之二;
47.图12为图1所示的键盘铆接机的下料装置的立体结构示意图。
48.图1~12中的附图标记:1-机体;2-转盘装置;3-第一吸料输送装置;4-第二吸料输送装置;5-第三吸料输送装置;6-铆接装置;7-下料装置;8-压紧装置;9-视觉检测装置;10-进料装置;20-出料装置;21-转动盘;22-定位治具;23-驱动模组;24-定位机构;31-第一吸料机构;32-多轴驱动机构;33-转盘换盘机构;61-第四安装架;62-铆接机构;71-单轴驱动机构;72-旋转机构;73-第二吸料机构;81-第二安装架;82-第一驱动件;83-压板;91-第三安装架;92-第一检测机构;93-第二检测机构;100-键盘工件;200-第一料盘;300-第二料盘;221-上模块;222-下模块;223-导向柱;241-第二驱动件;242-定位块;311-第一安装架;312-吸料组件;331-转盘;332-限位块;611-上架体;612-下架体;613-连接块;620-容纳腔;621-第三驱动件;622-铆压上模;242a-定位凸起。
具体实施方式
49.下面结合附图对本实用新型作进一步详细的说明。
50.图1~12示意性地显示了根据本实用新型的一种实施方式的键盘铆接机。
51.如图1~12所示,该键盘铆接机包括机体1以及设置于机体1的转盘装置2、第一吸料输送装置3、第二吸料输送装置4、第三吸料输送装置5、压紧装置8、铆接装置6和下料装置7。
52.转盘装置2包括转动盘21以及沿转动盘21的中心圆周阵列设置于转动盘21边缘的多个定位治具22;
53.第一吸料输送装置3、第二吸料输送装置4、第三吸料输送装置5、铆接装置6和下料装置7沿转动盘21的顺时针转动方向依次设置于转动盘21的外周;
54.第一吸料输送装置3配置为吸取螺柱并将其输送至转动盘21的定位治具22上;
55.第二吸料输送装置4配置为吸取键盘工件100并将其输送至转动盘21的定位治具22上,使得键盘工件100覆盖于螺柱的上方;
56.第三吸料输送装置5配置为吸取螺母并将其输送至定位治具22上的键盘工件100上;
57.铆接装置6配置为将螺母铆压于键盘工件100;
58.下料装置7配置为将铆压完成后的产品输出。
59.如图4所示,第一吸料输送装置3包括第一吸料机构31和多轴驱动机构32,多轴驱动机构32安装于机体1,第一吸料机构31安装于多轴驱动机构32;
60.第一吸料机构31包括第一安装架311以及安装于第一安装架311上的多个与螺柱相配合的吸料组件312,吸料组件312由真空发生器和真空吸盘等结构组成。
61.本实施方式的多轴驱动机构32可以为四轴机器人,具体可以为scara机器人。
62.第一吸料输送装置3还包括转盘换盘机构33,转盘换盘机构33安装于机体1且位于转动盘21的外周,转盘换盘机构33用于盛放承载有螺柱的第一料盘200,转盘换盘机构33包括转盘331以及设置于转盘331上的若干个与第一料盘200限位配合的限位块332。转盘331通过旋转电机进行驱动。
63.本实施方式的第三吸料输送装置5与第一吸料输送装置3结构基本相同,区别仅在于第一吸料机构31的吸盘结构有所不同,转盘换盘机构33用于盛放承载有螺母的第二料盘300;同理,第二吸料输送装置4的结构于第一吸料输送装置3的结构基本上相同,包括第一吸料机构31和多轴驱动机构32且多轴驱动机构32也为四轴机器人。
64.如图8和图9所示,本实施方式的键盘铆接机还包括压紧装置8。压紧装置8包括第二安装架81、第一驱动件82和压板83。第二安装架81安装于机体1,且位于转动盘21的外周,第一驱动件82安装于第二安装架81,压板83安装于第一驱动件82的驱动端且与定位治具22相配合。本实施方式的第一驱动件82可以为伸缩气缸。由此,在第一驱动件82的驱动下,压板83可向下压合放置定位治具22内的键盘工件100,使得螺柱被按压于键盘工件100内。
65.如图8所示,本实施方式的键盘铆接机还包括视觉检测装置9。视觉检测装置9包括第三安装架91、第一检测机构92和第二检测机构93。第三安装架91安装于机体1且架设于转动盘21的外周,第一检测机构92安装于第一吸料输送装置3的内侧且位于定位治具22的上方,第二检测机构93安装于第三吸料输送装置5的内侧且位于定位治具22的上方。本实施方式的第一检测机构92和第二检测机构93为ccd视觉检测模组,具体可以包括ccd相机和光源等组件。
66.由此,第一检测机构92能够对第一吸料输送装置3输入的螺柱进行识别以及对应
的位置信息反馈至控制装置,第二检测机构93能够对第三吸料输送装置5输入的螺母进行识别以及对应的位置信息反馈至控制装置,便于精准上下料,提高生产效率。
67.如图6所示,转盘装置2还包括用于驱动转动盘21旋转的驱动模组23,驱动模组23设置于转动盘21的下方且与转动盘21动力连接,定位治具22上设有与螺柱相配合的第一限位槽(图中未示出)以及与键盘工件100相配合的第二限位槽(图中未示出)。本实施方式的驱动模组23可以为旋转电机与减速器等的用于驱动转动盘21转动的旋转驱动组合结构。
68.如图7所示,转盘装置2还包括定位机构24,定位治具22为可相对转动盘21升降的活动式定位治具22,定位机构24安装于机体1且位于转动盘21的底部,定位机构24与定位治具22相配合,用于对定位治具22进行限位。
69.定位治具22包括上模块221、下模块222和导向柱223。上模块221设置于转动盘21的上方,下模块222设置于转动盘21的下方,上模块221与下模块222之间通过导向柱223相连接,导向柱223贯穿转动盘21;
70.定位机构24包括第二驱动件241和定位块242。第二驱动件241安装于机体1,定位块242安装于第二驱动件241的驱动端且与下模块222限位配合。本实施方式的定位块242的上端面还设置有半球形的定位凸起242a,第二驱动件241为伸缩气缸。
71.由此,定位机构24可对定位治具22进行定位和支撑,辅助其他装置完成相应操作。
72.如图10和图11所示,铆接装置6包括第四安装架61以及安装于第四安装架61的铆接机构62。铆接机构62包括第三驱动件621和铆压上模622。铆压上模622安装于第四安装架61且位于定位治具22的上模块221的上方,第三驱动件621安装于机体1且位于定位治具22的下模块222的下方。第四安装架61包括上架体611、下架体612以及连接上架体611、下架体612的连接块613。上架体611与下架体612之间形成有用于容纳铆压上模622、定位治具22以及能够使得转动盘21在其中活动的容纳腔620。铆压上模622固定安装于上架体611且位于定位治具22的上方,第三驱动件621的上端部固定于下架体612的底部且驱动端可向上顶升定位治具22。本实施方式的第三驱动件621可以为电缸。由此,定位治具22转动至铆压工位时,铆压机构工作,第三驱动件621向上顶升定位治具22,使得整个定位治具22上升,上模块221靠近铆压上模622完成合模,完成螺母与键盘工件100的铆接。
73.如图12所示,下料装置7包括单轴驱动机构71、旋转机构72和第二吸料机构73。单轴驱动机构71安装于机体1,旋转机构72安装于单轴驱动机构71,第二吸料机构73安装于旋转机构72且与定位治具22内的键盘工件100相配合。
74.本实施方式的单轴驱动机构71可以为丝杆螺母、电机、直线导轨以及滑块等组成的直线驱动模组,这是市面上比较常用的直线驱动结构,具体结构不再说明。旋转机构72可以为旋转电机,第二吸料机构73可以为吸盘。
75.如图1和图2所示,键盘铆接机还包括进料装置10和出料装置20。进料装置10、出料装置20设置于机体1的侧方,进料装置10的末端位于第二吸料输送装置4的前方,出料装置20的前端位于下料装置7的下料末端。本实施方式的进料装置10和出料装置20可以为皮带线。
76.本实用新型的键盘铆接机实现了上下料、检测、铆接自动化,便于实现键盘的自动化生产,能够提高稼动率且可减少人力投入,节省成本。
77.键盘铆接机还包括控制装置。转盘装置2、第一吸料输送装置3、第二吸料输送装置
4、第三吸料输送装置5、压紧装置8、铆接装置6和下料装置7均与控制装置电性连接。本实施方式的控制装置可以为工业电脑或者plc控制器等。
78.本实用新型提供了一种全新结构的键盘铆接机,该键盘铆接机的工作运行原理如下:
79.a、第一吸料输送装置3吸取螺柱并放到转动盘21的定位治具22上;
80.b、转动盘21旋转,带动盛放有螺柱的定位治具22移动至第二吸料输送装置4的后方,第二吸料输送装置4吸取位于进料装置10的皮带上的键盘工件100并放到定位治具22,使得键盘工件100落在螺柱上方;
81.c、转动盘21继续旋转,带动盛放有螺柱和键盘工件100的定位治具22移动至第三吸料输送装置5的后方,压紧装置8工作,将键盘工件100向下压紧,使得螺柱铆接于键盘工件100,然后第三吸料输送装置5吸取螺母并将其放到键盘工件100上;
82.d、转动盘21继续旋转,使得定位治具22转动至铆压工位,铆接装置6将螺母铆压于键盘工件100;
83.e、转动盘21继续旋转至下料工位,下料装置7从定位治具22上取料并输出至出料装置20的皮带上。
84.由此可知,本实用新型的键盘铆接机实现了上下料、检测、铆接自动化,便于实现键盘的自动化生产,能够提高稼动率且可减少人力投入,节省成本。具体的铆接ct可由10s/pcs提升到3.5s/pcs;人力由10个人减少到1个人。
85.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1