一种汽车底盘冲压模具的制作方法
1.本实用新型涉及汽车底盘冲压设备领域,具体地,涉及一种汽车底盘冲压模具。
背景技术:
2.汽车底盘是由传动系、行驶系、转向系和制动系四部分组成,因此,其本身是由多个零部件组装形成的总成结构。
3.在其零部件的加工中,往往有很多为板材结构,因此,需要采用冲压的方式进行冲压成型。然而,在冲压成型后,需要将上述冲压后的板材取出,而由于板材本身相对较薄,且在冲压时具有较大的压力,因此,冲压成型后的汽车底盘零件容易贴附于模具中,从而使得取出过程相对较为不便。同时,由于汽车底盘中的板件往往面积较大,更是给操作人员的脱模带来了一定的难度,造成加工效率的降低。
技术实现要素:
4.针对上述现有技术,本实用新型的目的在于克服现有技术中对于汽车底盘中的部分板材件在冲压成型后往往取出相对不便,需要耗费较多的取件时间,从而大大降低整体的加工效率等问题,从而提供一种能够在冲压成型后直接将汽车底盘顶出,提高取件效率的同时不用额外增加其他设备,大大降低加工成本的汽车底盘冲压模具。
5.为了实现上述目的,本实用新型提供了一种汽车底盘冲压模具,所述汽车底盘冲压模具包括配合形成有模孔的上模具和下模具,且所述下模具包括形成有嵌插孔的模块本体,以及嵌插设置于所述嵌插孔中的顶块;其中,
6.所述嵌插孔的下端面至少部分向内凸起形成有挡边,所述顶块的下端面与至少部分所述挡边的上端面相贴合;
7.所述顶块向下延伸形成有位于所述挡边下方的环边,所述上模具上向外延伸形成有能够卡接或松开所述环边的卡接柱。
8.优选地,所述嵌插孔自位于所述下模具上的所述模孔的底面向下凹陷形成。
9.优选地,所述顶块形成为圆柱体,所述挡边形成为与所述顶块同轴设置的圆环,所述顶块的下端面部分贯通所述圆环且向下延伸形成为连杆,所述环边与所述连杆相连接。
10.优选地,所述顶块为多个,且在所述下模具上间隔设置;
11.多个所述顶块上的连杆各自与所述环边相连。
12.优选地,多个所述顶块配合环绕形成为矩形或圆形。
13.优选地,所述上模具中嵌插设置有伸缩杆,所述卡接柱与所述伸缩杆的伸缩端相连。
14.优选地,所述伸缩杆为双向伸缩结构,且所述卡接柱至少形成为一组,且每个所述卡接柱分别连接于所述伸缩杆的其中一端。
15.优选地,所述卡接柱包括轴线方向与所述上模具至所述下模具的连线方向相同,且其中一端连接于所述伸缩杆上的加强柱,所述加强柱的另一端设置有朝向内部延伸的卡
块。
16.优选地,所述环边的外周面形成有与所述卡块相契合的卡边。
17.优选地,所述模块本体的下表面上还设置有支架,所述环边的底部高于所述支架的底部。
18.通过上述技术方案,本实用新型通过模块本体与顶块配合的设置方式,在冲压过程中,上模具向下冲压,与下模具之间配合形成模孔,从而完成冲压成型;在冲压成型后,上模具向上提起,通过上模具上连接的卡接柱对环边的卡接,从而带动环边上移,并进一步带动顶块向上移动,从而将下模具中的冲压件顶出,完成取件。整个方式无需额外增设取件设备,为整个一次冲压成型的过程中直接进行,在大大降低操作成本的前提下有效地提高了加工效率。
附图说明
19.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
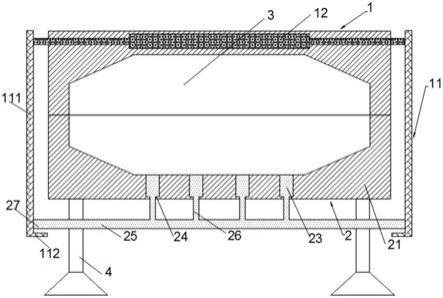
20.图1是本实用新型提供的汽车底盘冲压模具的结构示意图;
21.图2是本实用新型提供的下模具的局部俯视图;
22.图3是本实用新型提供的连杆和环边的局部结构示意图。
23.附图标记说明
24.1-上模具;2-下模具;3-模孔;4-支架;
25.11-卡接柱;12-伸缩杆;
26.111-加强柱;112-卡块;
27.21-模块本体;22-嵌插孔;23-顶块;24-挡边;25-环边;26-连杆;27-卡边。
具体实施方式
28.以下对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
29.如图1-图3所示,本实用新型提供了一种汽车底盘冲压模具,所述汽车底盘冲压模具包括配合形成有模孔3的上模具1和下模具2,且所述下模具2包括形成有嵌插孔22的模块本体21,以及嵌插设置于所述嵌插孔22中的顶块23;其中,
30.所述嵌插孔22的下端面至少部分向内凸起形成有挡边24,所述顶块23的下端面与至少部分所述挡边24的上端面相贴合;
31.所述顶块23向下延伸形成有位于所述挡边24下方的环边25,所述上模具1上向外延伸形成有能够卡接或松开所述环边25的卡接柱11。
32.本实用新型通过模块本体21与顶块23配合的设置方式,在冲压过程中,上模具1向下冲压,与下模具2之间配合形成模孔3,从而完成冲压成型;在冲压成型后,上模具1向上提起,通过上模具1上连接的卡接柱11对环边25的卡接,从而带动环边25上移,并进一步带动顶块23向上移动,从而将下模具2中的冲压件顶出,完成取件。整个方式无需额外增设取件设备,为整个一次冲压成型的过程中直接进行,在大大降低操作成本的前提下有效地提高了加工效率。
33.在本实用新型的一种优选的实施方式中,为了更好地提高整体加工的平整度,所述嵌插孔22自位于所述下模具2上的所述模孔3的底面向下凹陷形成。
34.进一步优选的实施方式中,为了使得顶块23能够更好地顶升和下降,所述顶块23形成为圆柱体,所述挡边24形成为与所述顶块23同轴设置的圆环,所述顶块23的下端面部分贯通所述圆环且向下延伸形成为连杆26,所述环边25与所述连杆26相连接。
35.需要说明的是,为了更好地实现均匀顶升效果,如图2和图3所示,所述顶块23为多个,且在所述下模具2上间隔设置;
36.多个所述顶块23上的连杆26各自与所述环边25相连。
37.进一步地,多个所述顶块23配合环绕形成为矩形或圆形。这里的矩形或圆形可以根据模孔3的底面的形状进行相应的设置,在此不多作赘述。
38.当然,为了更好地实现卡接柱11和环边25之间的卡接和分离,所述上模具1中嵌插设置有伸缩杆12,所述卡接柱11与所述伸缩杆12的伸缩端相连。
39.进一步优选的实施方式中,所述伸缩杆12为双向伸缩结构,且所述卡接柱11至少形成为一组,且每个所述卡接柱11分别连接于所述伸缩杆12的其中一端。
40.同时,为了能够有效地延伸至环边25的下方以实现卡接效果,所述卡接柱11包括轴线方向与所述上模具1至所述下模具2的连线方向相同,且其中一端连接于所述伸缩杆12上的加强柱111,所述加强柱111的另一端设置有朝向内部延伸的卡块112。
41.为了使得卡接更为稳定,一种更为优选的实施方式中,所述环边25的外周面形成有与所述卡块112相契合的卡边27。
42.在实际操作过程中,当上模具1冲压至最低点时,伸缩杆12收缩,在提拉时,则卡接柱11上的卡块112与环边25底面上的卡边27卡接,从而上模具向上移动过程中,则带动环边25上移,进而带动顶块23上移,进而顶升出冲压后的汽车底盘;而在取出汽车底盘后,则伸缩杆12伸长,与卡边27脱离(当然,这里的卡边27可以直接为平面,或是具有一定倾斜角的斜面),整个环边25与卡接柱11脱离,从而重新回落到与挡边24接触。
43.进一步优选的实施方式中,所述模块本体21的下表面上还设置有支架4,所述环边25的底部高于所述支架4的底部。
44.以上详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
45.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
46.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1