一种用于化油器的切花打标清吹设备的制作方法
1.本公开涉及化油器装配技术领域,具体地,涉及一种用于化油器的切花打标清吹设备。
背景技术:
2.化油器是在发动机工作产生的真空作用下,将一定比例的汽油与空气混合的机械装置。化油器作为一种精密的机械装置,它利用吸入空气流的动能实现汽油的雾化的。化油器会根据发动机的不同工作状态需求,自动配比出相应的浓度,输出相应的量的混合气,为了使配出的混合气混合的比较均匀,化油器还具备使燃油雾化的效果,以供机器正常运行。
3.化油器在装配完成后,需要对其本体上的螺钉进行切花,从而通过切花后的螺钉起到一定的防松作用。此后,还需要在化油器上进行打标,从而标识产品的生产信息,以便于后期对产品进行识别。但是当前在对化油器进行切花时,工人需要连续不断地进行作业,以满足生产节拍,但这样的效率低下,不适于大批量生产的情况。而使用传统的生产方法进行打标时,由于产生的碎屑难以及时有效地清除,不仅对环境造成了污染,还影响了化油器的外观质量。致使标刻出来的刻痕质量不稳定,影响产品外观质量。并且由于切花和打标工作是分别进行的,中途周转时耗费的时间较多,使得整体效率较低。同时,化油器在进行周转时容易磕碰划伤,难以保证产品质量。
4.因此,针对当前对化油器进行切花和打标时效率低且难以保证产品质量的问题,还需要提出一种更为合理的技术方案,以解决当前存在的技术问题。
技术实现要素:
5.本公开的目的是提供一种用于化油器的切花打标清吹设备,以解决现有技术中对化油器进行切花和打标时效率低且难以保证产品质量的问题。
6.为了实现上述目的,本公开提供一种用于化油器的切花打标清吹设备,所述设备具有切花位置和打标位置,所述设备还包括:
7.切花装置,正对所述切花位置,且所述切花装置能够靠近或者远离所述切花位置,以对化油器上的螺丝进行切花;
8.打标装置,用于在化油器上标刻出刻痕;
9.清吹装置,用于吹除标刻产生的碎屑;
10.传输装置,用于传输所述化油器,所述打标位置设置于所述传输装置上;
11.周转装置,用于将化油器周转至所述切花位置,并在切花完成后将所述化油器从所述切花位置移动至所述传输装置上;
12.限位装置,用于将所述化油器推送至所述打标位置,并使所述化油器在所述打标位置停留;
13.检测装置,用于检测所述化油器的当前位置;以及
14.控制器,分别通信连接于所述切花装置、打标装置、清吹装置、传输装置、周转装
置、限位装置和检测装置,以根据所述检测装置所传输的位置信息对应地控制所述切花装置、打标装置、清吹装置、传输装置、周转装置和限位装置执行相应的动作。
15.在一种可能的设计中,所述限位装置包括:
16.拨叉组件,用于卡持所述化油器;
17.伸缩机构,其活动端连接于所述拨叉组件,以带动所述拨叉靠近或者远离所述传输装置;以及
18.位移机构,其活动端连接于所述伸缩机构,以带动所述伸缩机构沿平行于所述传输装置的移动方向移动。
19.在一种可能的设计中,所述拨叉组件包括基板和至少两组拨叉,至少两组所述拨叉沿所述基板的长度方向均匀间隔设置,并可拆卸地连接于所述基板;所述基板连接于所述伸缩机构的活动端。
20.在一种可能的设计中,所述位移机构包括:
21.安装座,所述安装座在竖直方向上具有基础高度,且所述安装座上设有导轨,所述导轨的长度方向平行于所述化油器在传输装置上的移动方向;
22.导块,形成为与所述导轨相适配的结构,并嵌设于所述导轨上,所述伸缩机构通过所述导块连接于所述导轨;以及
23.线性驱动器,连接于所述安装座,且所述线性驱动器的伸缩端连接于所述导块,以带动所述伸缩机构沿所述导轨移动。
24.在一种可能的设计中,所述清吹装置包括:
25.防护罩,形成为与所述化油器相适配的结构,以能够罩设于所述化油器上;
26.吹气机构,用于导出高压气体;以及
27.调位机构,连接于所述防护罩,以带动所述防护罩由上往下的运动并罩设于所述化油器上;
28.其中,所述吹气机构的出气口连通于所述防护罩,以使得导出的气体能够完全覆盖所述化油器。
29.在一种可能的设计中,所述防护罩呈方筒结构,且所述防护罩配设有透明的观察窗。
30.在一种可能的设计中,所述吹气机构包括气泵、气管和气嘴;所述气嘴连接于所述防护罩的顶壁,且所述气嘴的开口尺寸沿远离所述防护罩顶壁的方向渐扩增大;所述气管的一端连通于所述气泵,另一端连通于所述气嘴。
31.在一种可能的设计中,所述周转装置包括:
32.支撑座,在竖直方向上具有基础高度;
33.夹持机构,用于夹取或者释放所述化油器;
34.升降机构,其活动端连接于所述夹持机构,以带动所述夹持机构在竖直方向移动;以及
35.横移机构,连接于所述支撑座的顶部,所述横移机构的活动端连接于所述升降机构,以调节所述夹持机构的位置。
36.在一种可能的设计中,所述夹持机构包括驱动器、第一夹爪和第二夹爪,所述第一夹爪和/或所述第二夹爪可移动地连接于所述升降机构的活动端,所述驱动器连接于所述
第一夹爪和/或所述第二夹爪,以调节所述第一夹爪与第二夹爪之间的间距。
37.在一种可能的设计中,所述传输装置包括电动机、传送带和传动轮组,所述传送带绕设于所述传动轮组,所述电动机传动连接于所述传动轮组,以带动所述传送带移动。
38.在一种可能的设计中,所述检测装置配置为激光位移传感器、雷达、超声波传感器、ccd相机或者红外测距传感器中的至少一者。
39.在一种可能的设计中,所述控制器可以配置为plc逻辑控制器、中央处理器、数字信号处理器、专用集成电路或现场可编程门阵列中的任一者。
40.该设备的工作过程可以概述为:周转装置将化油器移动至切花位置,检测装置检测切花位置是否设有化油器,并将检测结果传递给控制器。当判断切花位置设有化油器时,则切花装置动作,从而对化油器上的螺钉切花,从而防止化油器在后续的工序中松动。切花装置完成切花工作后,周转装置则继续将化油器从切花位置移动至传输装置上。
41.此后,由于传输装置能够带动化油器移动,当检测装置检测到化油器落入至限位装置的工位范围后,驱动限位装置工作,从而在限位装置的作用下将化油器推送至打标位置,并使该化油器在打标位置停留。检测位置检测到化油器到达打标位置后,打标装置动作以在化油器标刻出刻痕,该刻痕可以是产品型号、产品生产日期或者厂商名称等任意合适的刻痕,从而便于根据刻痕所展示的信息对产品进行追溯和管控。
42.在打标过程中,清吹装置能够朝向化油器持续地导出高压气体,从而实时清除因打标而产生的碎屑。不仅可以保证刻痕的标刻质量,还可以防止碎屑粘附在化油器的其它机构中,另外还益于防止碎屑堆积而影响传输装置移动。
43.通过上述技术方案,可以连续地对化油器进行切花、打标和清吹工作,从而缩短了加工时间,提高了生产效率。另外,基于限位装置的设置,可以保持化油器在打标过程中位置的稳定性,从而保证标刻质量。另外,通过对化油器位置的实时检测,可以及时采取相应的措施,从而快速有效地控制所述切花装置、打标装置、清吹装置、传输装置、周转装置和限位装置执行相应的动作。而在此之后,还可以对化油器的过程数据进行调取和分析,不仅便于追溯产品信息,还可以帮助整个生产线进行过程改进,进而从宏观上对生产线进行优化,由此提高产品合格率,适用于当前高质量、高标准和高产出的生产需求。
44.本公开的其他特征和优点将在随后的具体实施方式部分予以详细说明。
附图说明
45.附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
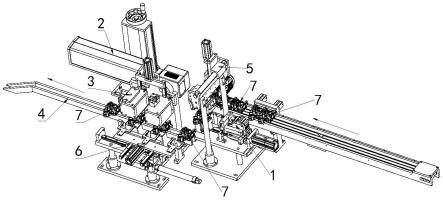
46.图1是用于化油器的切花打标清吹设备在一种视角下的立体结构示意图;
47.图2是用于化油器的切花打标清吹设备中切花装置的立体结构示意图;
48.图3是用于化油器的切花打标清吹设备中打标装置的立体结构示意图;
49.图4是用于化油器的切花打标清吹设备中清吹装置的部分结构示意图;
50.图5是用于化油器的切花打标清吹设备中传输装置和清吹装置的结构示意图;
51.图6是用于化油器的切花打标清吹设备中传输装置的立体结构示意图;
52.图7是用于化油器的切花打标清吹设备中周转装置的立体结构示意图;
53.图8是用于化油器的切花打标清吹设备中限位装置的立体结构示意图。
54.附图标记说明
55.1-切花装置,101-滑轨机构,102-驱动气缸;2-打标装置;3-清吹装置,31-防护罩,32-吹气机构,33-调位机构,34-收集仓;4-传输装置,41-电动机,42-传送带;43-传动轮组;5-周转装置,51-支撑座,52-夹持机构,521-驱动器,53-升降机构,54-横移机构;6-限位装置,61-拨叉组件,611-基板,612-拨叉,62-伸缩机构,63-位移机构,631-安装座,632-导轨,633-线性驱动器,7-化油器。
具体实施方式
56.以下结合附图对本公开的具体实施方式进行详细说明。
57.在本公开中,在未作相反说明的情况下,使用的方位词如“上、下、左、右”通常是指本技术提供的设备在正常使用情况下的上下左右。“内、外”是指相应零部件轮廓的内、外。所使用的术语,如“第一、第二”等是为了区别一个要素和另一个要素,不具有顺序性和重要性。
58.根据本公开的具体实施方式,提供了一种用于化油器的切花打标清吹设备,能够对化油器7进行切花、打标、轻吹,由此在一台设备上实现多道工序并行作业,有益于保证产品质量,并且还益于提高生产效率。其中,图1至图8示出了其中一种具体实施例。
59.参阅图1至图8所示,该用于化油器的切花打标清吹设备具有切花位置和打标位置。所述设备还包括切花装置1、打标装置2、清吹装置3、传输装置4、周转装置5、限位装置6、检测装置和控制器。下面将结合说明书附图对设备中各装置的具体结构进行详细描述。
60.具体地,切花装置1正对所述切花位置,且所述切花装置1能够靠近或者远离所述切花位置,以对化油器7上的螺丝进行切花;打标装置2,用于在化油器7上标刻出刻痕;清吹装置3,用于吹除标刻产生的碎屑;传输装置4,用于传输所述化油器7,所述打标位置设置于所述传输装置4上;周转装置5,用于将化油器7周转至所述切花位置,并在切花完成后将所述化油器7从所述切花位置移动至所述传输装置4上;限位装置6,用于将所述化油器7推送至所述打标位置,并使所述化油器7在所述打标位置停留;测装置,用于检测所述化油器7的当前位置;控制器,分别通信连接于所述切花装置1、打标装置2、清吹装置3、传输装置4、周转装置5、限位装置6和检测装置,以根据所述检测装置所传输的位置信息对应地控制所述切花装置1、打标装置2、清吹装置3、传输装置4、周转装置5和限位装置6执行相应的动作。
61.该设备的工作过程可以概述为:周转装置5将化油器7移动至切花位置,检测装置检测切花位置是否设有化油器7,并将检测结果传递给控制器。当判断切花位置设有化油器7时,则切花装置1动作,从而对化油器7上的螺钉切花,从而防止化油器7在后续的工序中松动。切花装置1完成切花工作后,周转装置5则继续将化油器7从切花位置移动至传输装置4上。
62.此后,由于传输装置4能够带动化油器7移动,当检测装置检测到化油器7落入至限位装置6的工位范围后,驱动限位装置6工作,从而在限位装置6的作用下将化油器7推送至打标位置,并使该化油器7在打标位置停留。检测位置检测到化油器7到达打标位置后,打标装置2动作以在化油器7标刻出刻痕,该刻痕可以是产品型号、产品生产日期或者厂商名称等任意合适的刻痕,从而便于根据刻痕所展示的信息对产品进行追溯和管控。
63.在打标过程中,清吹装置3能够朝向化油器7持续地导出高压气体,从而实时清除
因打标而产生的碎屑。不仅可以保证刻痕的标刻质量,还可以防止碎屑粘附在化油器7的其它机构中,另外还益于防止碎屑堆积而影响传输装置4移动。
64.通过上述技术方案,可以连续地对化油器7进行切花、打标和清吹工作,从而缩短了加工时间,提高了生产效率。另外,基于限位装置6的设置,可以保持化油器7在打标过程中位置的稳定性,从而保证标刻质量。另外,通过对化油器7位置的实时检测,可以及时采取相应的措施,从而快速有效地控制所述切花装置1、打标装置2、清吹装置3、传输装置4、周转装置5和限位装置6执行相应的动作。而在此之后,还可以对化油器7的过程数据进行调取和分析,不仅便于追溯产品信息,还可以帮助整个生产线进行过程改进,进而从宏观上对生产线进行优化,由此提高产品合格率,适用于当前高质量、高标准和高产出的生产需求。
65.在本公开提供的一种具体实施方式中,所述限位装置6包括拨叉组件61、伸缩组件和位移机构63。拨叉组件61,用于卡持所述化油器7;伸缩机构62,其活动端连接于所述拨叉组件61,以带动所述拨叉612靠近或者远离所述传输装置4;位移机构63,其活动端连接于所述伸缩机构62,以带动所述伸缩机构62沿平行于所述传输装置4的移动方向移动。
66.具体在工作时,伸缩机构62带动位移机构63运动以靠近化油器7并卡持在化油器7上,此后,位移机构63动作将化油器7快速地拔动至打标位置,检测装置检测到化油器7到达打标位置后,控制器发出指令使得位移机构63停止移动,由此使化油器7能够在打标位置停留,这样一来,当打标装置2对化油器7进行标刻时,能够通过拨叉组件61减少化油器7的颤动,继而保证刻痕的清晰度和准确度。
67.具体地,所述拨叉组件61包括基板611和至少两组拨叉612,至少两组所述拨叉612沿所述基板611的长度方向均匀间隔设置,并可拆卸地连接于所述基板611,从而便于根据实际情况对拔叉进行维护或者增减;所述基板611连接于所述伸缩机构62的活动端。这样一来,可以通过拨叉612同时卡持住至少两组化油器7,从而保证化油器7与化油器7之间的间距,避免溅射的碎屑对相邻的化油器7造成影响。
68.在本公开中,拨叉612可以配置为y型、u型或者v型结构,从而基于这种开放性结构将化油器7卡持住。
69.参阅图7所示,在一种实施例中,拨叉612配置为三组。而在其他实施例中,拨叉612可以配置为两组、四组或者五组等任意合适的数量,对此,本领域技术人员可以根据生产节拍进行适应性调整或者配置。
70.在本公开提供的一种实施例中,所述位移机构63还可以包括安装座631、导块和线性驱动器633。安装座631,所述安装座631在竖直方向上具有基础高度,且所述安装座631上设有导轨632,所述导轨632的长度方向平行于所述化油器7在传输装置4上的移动方向;导块,形成为与所述导轨632相适配的结构,并嵌设于所述导轨632上,所述伸缩机构62通过所述导块连接于所述导轨632;线性驱动器633,连接于所述安装座631,且所述线性驱动器633的伸缩端连接于所述导块,以带动所述伸缩机构62沿所述导轨632移动。
71.基于上述结构,在应用时能够通过线性驱动器633带动导块沿导轨632移动,由此使得伸缩机构62能够相对于打标装置2移动。其中,导轨632和导块的配合一方面可以保证伸缩机构62在移动时方向的一致性,同时还有益于提高伸缩机构62在移动时的平稳性。
72.具体地,在本公开中线性驱动器633可以配置为气缸、液压缸、直线模组或者丝杠传动组件。对此,本领域技术人员可以根据应用环境灵活组配。
73.另外,伸缩机构62也可以配置为气缸、液压缸、直线模组或者丝杠传动组件,本领域技术人员对此亦可以根据应用环境灵活组配。
74.在本公开提供的一种实施例中,所述清吹装置3包括防护罩31、吹气机构32和调位机构33。防护罩31,形成为与所述化油器7相适配的结构,以能够罩设于所述化油器7上;吹气机构32,用于导出高压气体;调位机构33,连接于所述防护罩31,以带动所述防护罩31由上往下的运动并罩设于所述化油器7上。其中,所述吹气机构32的出气口连通于所述防护罩31,以使得导出的气体能够完全覆盖所述化油器7。这样一来,可以在对化油器7进行标刻时及时有效地吹除碎屑,防止溅射的碎屑对化油器7造成污染或者损伤,避免对相邻的化油器造成干扰。
75.具体地,所述防护罩31呈方筒结构,且所述防护罩31配设有透明的观察窗。这样一来,可以通过透明的观察窗直观地看到当前化油器7的标刻进度和标刻情况,从而及时采取相应的作业方式。
76.在本公开中,观察窗采用钢化玻璃制成。而在其他实施例中,观察窗还可以采用亚克力板制成,对此,本领域技术人员在上述技术构思上可以自由组配。
77.进一步地,打标位置的下方还设有用于收集碎屑的收集仓34,以能够收集吹下来的碎屑,从而减少对环境污染。其中,收集仓34的开口大于或者等于防护罩31的开口,以能够全面收集吹下来的碎屑,避免碎屑对环境造成污染。
78.在本公开中,所述吹气机构32包括气泵、气管和气嘴;所述气嘴连接于所述防护罩31的顶壁,且所述气嘴的开口尺寸沿远离所述防护罩31顶壁的方向渐扩增大;所述气管的一端连通于所述气泵,另一端连通于所述气嘴。基于气嘴的设计,有益于增大出风口径,从而使得导出的高压气体能够快速地逸散到防护罩31中,从而有效地吹除粘附在化油器7上的碎屑。
79.其中,气管采用现有技术中的软管。而气泵,本领域技术人员则可以在现有技术的基础上进行常规性改进得到,故而在此不再详述。
80.在本公开中,所述周转装置5包括支撑座51、夹持机构52、升降机构53和横移机构54。支撑座51,在竖直方向上具有基础高度;夹持机构52,用于夹取或者释放所述化油器7;升降机构53,其活动端连接于所述夹持机构52,以带动所述夹持机构52在竖直方向移动;横移机构54,连接于所述支撑座51的顶部,所述横移机构54的活动端连接于所述升降机构53,以调节所述夹持机构52的位置。
81.由此,可以通过升降机构53和横移机构54来共同调节夹持机构52在空间上的位置,从而将化油器7从一个位置周转至另一个位置。而夹持机构52的设计,则能够将化油器7及时地夹取和释放,从而实现化油器7的有效周转。
82.作为一种选择,升降机构53和横移机构54可以分别配置为气缸、液压缸、直线模组或者丝杠传动组件。具体地,在本公开中,升降机构53配置为型号为mxq12-20asct的可在竖直方向伸缩的气缸;横移机构54配置为型号为ma20x150su的可在水平方向上伸缩移动的气缸,由此,通过升降机构53、横移机构54和夹持机构52的共同运动,实现产品的移位。
83.具体地,夹持机构52包括驱动器521、第一夹爪和第二夹爪,第一夹爪和/或第二夹爪可移动地连接于升降机构53的活动端,驱动器521连接于第一夹爪和/或第二夹爪,以调节第一夹爪与第二夹爪之间的间距。
84.应当理解,对于本文中可能出现的术语“和/或”,其仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,单独存在b,同时存在a和b三种情况;对于本文中可能出现的术语“/和”,其是描述另一种关联对象关系,表示可以存在两种关系,例如,a/和b,可以表示:单独存在a,单独存在a和b两种情况;另外,对于本文中可能出现的字符“/”,一般表示前后关联对象是一种“或”关系。
85.在本公开中,可以是第一夹爪和第二夹爪均可移动地连接于升降机构53的活动端,也可以是仅只有第一夹爪或者第二夹爪连接于活动端,由此通过驱动器521的移动实现第一夹爪和第二夹爪之间距离的调整,进而根据工作状态实现对于泵盖本体的夹持和释放。
86.其中,驱动器521可以配置为微型气缸。进一步地,还可以在第一夹爪和第二夹爪上设置柔性缓冲垫。
87.在本公开中,传输装置4包括电动机41、传送带42和传动轮组43,传送带42绕设于传动轮组43,电动机41传动连接于传动轮组43,以带动传送带42移动。由此实现化油器7的自动供给和自动导出。
88.另外,传输装置4还可以配置为两组,其中一组用于将物料传输至切花装置1处,以便于周转装置5夹持化油器7,从而实现快速上料。另一组则设置于打标装置2与切花装置1之间,以实现化油器7的周转。
89.而对于切花装置1,则配置为市售产品。在本公开中,将切花装置1设置在滑轨机构101上,以能够在驱动气缸102的作用下靠近或者远离切花位置。
90.在这种情况下,还可以增设机械臂或者类似于周转装置5这样的机械机构,以实现物料的夹取和释放,从而做到上料、压装、测漏和排料工作,均通过该调整设备一体完成。
91.在本公开中,打标装置2配置为市售的激光打标机。
92.而对于检测装置,则可以配置为激光位移传感器、雷达、超声波传感器、ccd相机或者红外测距传感器中的至少一者。
93.在本公开提供的一种实施例中,控制器可以配置为plc逻辑控制器、中央处理器、数字信号处理器、专用集成电路或现场可编程门阵列中的任一者。
94.具体地,在本公开中,控制器配置为中央处理器。而在其他实施例中,控制器还可以是配置为数字信号处理器、专用集成电路或现场可编程门阵列中的一者。此外,控制器也可以是网络处理器、其他可编程逻辑器件、分立门或者晶体管逻辑器件、分立硬件组件。对此,本领域技术人员可以根据实际应用环境灵活组配。
95.进一步地,切花装置1、打标装置2、清吹装置3、传输装置4、周转装置5、限位装置6、检测装置和控制器可以是通过gprs、wifi、蓝牙等各种本领域公知的无线传输协议实现数据的传输,从而减少信号线的铺设。当然,也可以通过通信线缆等实现数据的有线传输,本公开对此不做限制。
96.以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1