O型圈自动装配设备的制作方法
o型圈自动装配设备
技术领域
1.本实用新型涉及自动装配设备技术领域,尤其涉及o型圈自动装配设备。
背景技术:
2.o型圈是一种套装在活塞杆外侧,对活塞杆进行密封的密封装置,通常为橡胶材质,橡胶o型密封圈一般安装在外圆或内圆上截面为矩形的沟槽内起密封作用,橡胶o型密封圈在耐油、酸碱、磨、化学侵蚀等环境依然起到良好密封、减震作用;
3.现有技术的o型圈在装配时,通常都是人工手动装配,或人工手动取出o型圈与活塞杆后,摆放到装配设备内,通过机器辅助装配,这种装配模式在大规模的装配实践中会造成o型圈的少装与漏装,造成最终组装效果较差,且人工组装成本较高,不利于实现工厂的降本增效的宗旨目标。
技术实现要素:
4.根据以上技术问题,本实用新型提供o型圈自动装配设备,其特征在于包括堆料上料盘、位置感应器a、小型上料盘、输送带、装配机、位置感应器b、工作台、机械手、成品盒,所述工作台顶部的左右两端分别设置有小型上料盘,所述小型上料盘与外界电源连接,所述工作台前侧设置有堆料上料盘,所述堆料上料盘与外界电源连接,所述堆料上料盘后端连接有位置感应器a,所述堆料上料盘右侧设置有机械手,所述机械手与外界电源连接,两个所述小型上料盘相互靠近的一端分别连接有输送带,两个所述输送带相互靠近的一端分别安装有位置感应器b,两个所述输送带的中间位置分别设置有装配机,所述装配机与外界电源连接,所述位置感应器a、位置感应器b、机械手分别与外界控制终端连接,所述工作台上端设置有成品盒。
5.本实用新型的有益效果为:
6.本实用新型通过设置堆料上料盘、位置感应器a、小型上料盘、输送带、装配机、位置感应器b、工作台、机械手、成品盒,能够自动对o型圈进行装配,从而节省了人力,将活塞杆堆放在堆料上料盘内,左右两端的小型上料盘内分别放置o型圈,在装配时,首先将堆料上料盘与小型上料盘分别与外界电源连接,通过震动分别将o型圈与活塞杆输送,当o型圈输送到位置感应器b的位置时,此时位置感应器b向外界控制终端发送信号,外界控制终端收到信号后,传递给机械手,机械手得到信号命令后开启工作,将o型圈从输送带上抓取,摆放到距离其最近的装配机上,此时,活塞杆通过堆料上料盘输送到位置感应器a的位置后,位置感应器a向外界控制终端发送信号,外界控制终端收到信号后,传递给机械手,机械手得到信号命令后开启工作,将活塞杆抓取,再进行一次复位运动,回到原来摆放o型圈的位置,进行活塞杆的o型圈装配,经过几秒钟的装配后,机械手再将装配好的o型圈放置到成品盒内,不断重复上述过程,便可完成大批量的o型圈装配,过程中无需人力,方便精准,此设计通过机械进行装配较为精准,避免人工进行大批量装填时出现的漏装、少装的现象,且实现了降本增效的宗旨目标。
附图说明
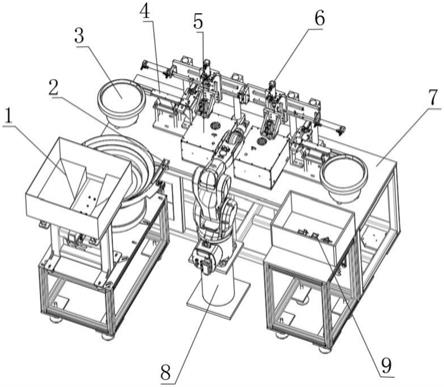
7.图1为本实用新型整体结构正面图。
8.如图:1-堆料上料盘、2-位置感应器a、3-小型上料盘、4-输送带、5-装配机、6-位置感应器b、7-工作台、8-机械手、9-成品盒。
具体实施方式
9.实施例1
10.本实用新型提供o型圈自动装配设备,其特征在于包括堆料上料盘1、位置感应器a2、小型上料盘3、输送带4、装配机5、位置感应器b6、工作台7、机械手8、成品盒9,工作台7顶部的左右两端分别设置有小型上料盘3,小型上料盘3与外界电源连接,工作台7前侧设置有堆料上料盘1,堆料上料盘1与外界电源连接,堆料上料盘1后端连接有位置感应器a2,堆料上料盘1右侧设置有机械手8,机械手8与外界电源连接,两个小型上料盘3相互靠近的一端分别连接有输送带4,两个输送带4相互靠近的一端分别安装有位置感应器b6,两个输送带4的中间位置分别设置有装配机5,装配机5与外界电源连接,位置感应器a2、位置感应器b6、机械手8分别与外界控制终端连接,工作台7上端设置有成品盒9。
11.实施例2
12.本实用新型在使用时,将活塞杆堆放在堆料上料盘1内,左右两端的小型上料盘3内分别放置o型圈,在装配时,首先将堆料上料盘1与小型上料盘3分别与外界电源连接,通过震动分别将o型圈与活塞杆输送,当o型圈输送到位置感应器b6的位置时,此时位置感应器b6向外界控制终端发送信号,外界控制终端收到信号后,传递给机械手8,机械手8得到信号命令后开启工作,将o型圈从输送带4上抓取,摆放到距离其最近的装配机5上,此时,活塞杆通过堆料上料盘1输送到位置感应器a2的位置后,位置感应器a2向外界控制终端发送信号,外界控制终端收到信号后,传递给机械手8,机械手8得到信号命令后开启工作,将活塞杆抓取,再进行一次复位运动,回到原来摆放o型圈的位置,进行活塞杆的o型圈装配,经过几秒钟的装配后,机械手8再将装配好的o型圈放置到成品盒9内,不断重复上述过程,便可完成大批量的o型圈装配,过程中无需人力,方便精准。
13.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本实用新型提到的各个部件为现有领域常见技术,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
技术特征:
1.o型圈自动装配设备,其特征在于包括堆料上料盘、位置感应器a、小型上料盘、输送带、装配机、位置感应器b、工作台、机械手、成品盒,所述工作台顶部的左右两端分别设置有小型上料盘,所述工作台前侧设置有堆料上料盘,所述堆料上料盘后端连接有位置感应器a,所述堆料上料盘右侧设置有机械手,两个所述小型上料盘相互靠近的一端分别连接有输送带,两个所述输送带相互靠近的一端分别安装有位置感应器b,两个所述输送带的中间位置分别设置有装配机,所述装配机与外界电源连接,所述工作台上端设置有成品盒。2.按照权利要求1所述的o型圈自动装配设备,其特征在于所述位置感应器a、位置感应器b、机械手分别与外界控制终端连接。3.按照权利要求1所述的o型圈自动装配设备,其特征在于所述小型上料盘与外界电源连接。4.按照权利要求1所述的o型圈自动装配设备,其特征在于所述堆料上料盘与外界电源连接。5.按照权利要求1所述的o型圈自动装配设备,其特征在于所述机械手与外界电源连接。
技术总结
本实用新型提供O型圈自动装配设备,其特征在于包括堆料上料盘、位置感应器A、小型上料盘、输送带、装配机、位置感应器B、工作台、机械手、成品盒,所述工作台顶部的左右两端分别设置有小型上料盘,所述工作台前侧设置有堆料上料盘,所述堆料上料盘后端连接有位置感应器A,所述堆料上料盘右侧设置有机械手,两个所述小型上料盘相互靠近的一端分别连接有输送带,两个所述输送带相互靠近的一端分别安装有位置感应器B,此设计通过机械进行装配较为精准,避免人工进行大批量装填时出现的漏装、少装的现象,且实现了降本增效的宗旨目标。且实现了降本增效的宗旨目标。且实现了降本增效的宗旨目标。
技术研发人员:孟芳华
受保护的技术使用者:天津智乐迪科技有限公司
技术研发日:2021.12.07
技术公布日:2022/5/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1