一种用于加工中心主轴自锁换刀的凸轮装置
1.本发明主要涉及机械加工技术领域,特指一种用于加工中心主轴自锁换刀的凸轮装置。
背景技术:
2.加工中心对零件加工时通常需要进行不同的加工工序,从而需要更换不同的刀具。现有技术中,刀具更换时为了安全性需要主轴停止转动,即暂时停止工作电机然后进行刀具更换;此外,由于电机的静扭矩较小,从而使得电机停止转动后刀具主轴在外力作用下仍具有转动的可能。因此现有技术中刀具更换时仍然存在一定的缺点:工作电机寿命降低、刀具更换效率低以及刀具更换过程中安全性不高。因此,设计一种无需停机即可实现自锁换刀的凸轮装置具有一定的工程价值。
技术实现要素:
3.本发明需解决的技术问题是:针对现有技术存在的技术问题,本发明提供一种结构合理、无须停机即可锁死刀具输出主轴、具有换刀高效性和高安全性、适用于加工中心能够自锁换刀的凸轮装置。
4.为了解决上述问题,本发明提出的解决方案为:一种用于加工中心主轴自锁换刀的凸轮装置,包括凸轮箱体,转动装设在所述凸轮箱体上的主轴旋转机构,滑动装设在所述凸轮箱体上的主轴锁紧机构和主轴传动机构。
5.所述凸轮箱体中部的左右两侧壁分别开设有容纳主轴轴承a的轴承孔a和容纳主轴轴承b的轴承孔b,其上部的左右两侧壁同一高度沿铅垂方向开设有两个锁紧滑槽,其下部的左右两侧壁同一高度沿铅垂方向开设有两个传动滑槽;所述轴承孔a与轴承孔b同轴线。
6.所述主轴旋转机构包括沿水平方向转动装设在所述凸轮箱体上的输入主轴,固定装设在所述输入主轴上的盘式凸轮和不完全齿轮,转动套装在所述输入主轴上的输出主轴,固定装设在所述输出主轴上的输出齿轮,装设在所述凸轮箱体上、与所述输入主轴左端相连的驱动电机;所述盘式凸轮的切边部分与所述不完全齿轮的轮齿部分相对应,所述盘式凸轮的圆盘部分与所不完全齿轮的无齿部分相对应;所述输出主轴右端延伸到所述凸轮箱体的外部且装设有用于加工零件的刀具。
7.所述主轴锁紧机构包括两端分别穿过两个所述锁紧滑槽且沿水平方向装设的滑动锁紧轴,固定装设在所述滑动锁紧轴上与所述输出齿轮间歇啮合的锁紧齿轮,沿铅垂方向装设在所述滑动锁紧轴上的锁紧导向杆,套装在所述锁紧导向杆上且始终处于受压状态的换刀锁紧弹簧。
8.所述主轴传动机构包括两端分别穿过两个所述传动滑槽且沿水平方向装设的滑动传动轴,采用惰轮轴承转动装设在所述滑动传动轴上的复合惰轮,沿铅垂方向装设在所述滑动传动轴上的传动导向杆,套装在所述传动导向杆上且始终处于受压状态的传动锁紧
弹簧;所述复合惰轮由同轴同步转动装设的小齿轮和大齿轮组成,所述小齿轮与不完全齿轮啮合传动,所述大齿轮与所述输出齿轮啮合传动。
9.所述不完全齿轮中轮齿部分直径是所述复合惰轮中小齿轮直径的m倍,所述复合惰轮中的大齿轮直径是所述输出齿轮直径的n倍;所述m和n为大于1的自然数。
10.同一时刻,所述滑动锁紧轴和滑动传动轴中有且只有一个与所述盘式凸轮接触。
11.进一步地,所述输入主轴上还套装有滚动轴承a和滚动轴承b,所述滚动轴承a和滚动轴承b装设在所述输出主轴的内部。
12.进一步地,所述锁紧导向杆上端穿过装设在所述凸轮箱体上的锁紧直线轴承并延伸到所述凸轮箱体的外部;所述换刀锁紧弹簧位于所述凸轮箱体的内部。
13.进一步地,所述传动导向杆下端穿过装设在所述凸轮箱体上的传动直线轴承并延伸到所述凸轮箱体的外部,所述传动锁紧弹簧位于所述凸轮箱体的内部。
14.本发明与现有技术相比,具有如下优点和有益效果:本发明的一种用于加工中心主轴自锁换刀的凸轮装置设有盘式凸轮和不完全齿轮,且二者相配合工作,从而使得当输出齿轮与锁紧齿轮脱离啮合、而与复合惰轮啮合时,输出主轴和刀具可以在输入主轴的转动作用力下保持转动状态,实施对零件的加工;当输出齿轮与复合惰轮脱离啮合、而与锁紧齿轮啮合锁死时,输出主轴不会因输入主轴的转动而转动,确保刀具更换时输出主轴处于静止锁死状态。由于本发明无需停机就可更换刀具,这样既能延长电机使用寿命,又可以缩短刀具更换时间,同时还能提高刀具更换的安全性。由此可知,本发明是一种结构合理、无须停机即可锁死刀具输出主轴、具有换刀高效性和高安全性、适用于加工中心自锁换刀的凸轮装置。
附图说明
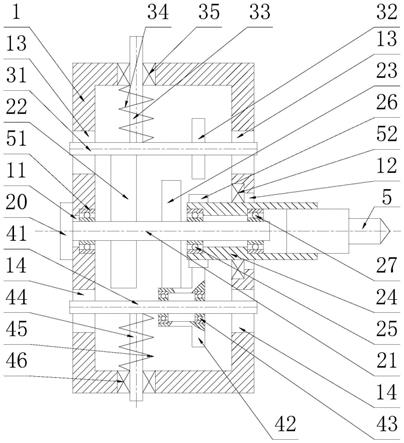
15.图1是本发明的一种用于加工中心主轴自锁换刀的凸轮装置的结构原理示意图。
16.图2是本发明中盘式凸轮和不完全齿轮同轴装设的结构原理示意图。
17.图中,1—凸轮箱体;11—轴承孔a;12—轴承孔b;13—锁紧滑槽;14—传动滑槽;20—驱动电机;21—输入主轴;22—盘式凸轮;221—切边部分;222—圆盘部分;23—不完全齿轮;231—轮齿部分;232—无齿部分;24—输出主轴;25—滚动轴承a;26—输出齿轮;27—滚动轴承b;31—滑动锁紧轴;32—锁紧齿轮;33—锁紧导向杆;34—换刀锁紧弹簧;35—锁紧直线轴承;41—滑动传动轴;42—复合惰轮;43—惰轮轴承;44—传动导向杆;45—传动锁紧弹簧;46—传动直线轴承;5—刀具;51—主轴轴承a;52—主轴轴承b。
具体实施方式
18.以下将结合附图和具体实施例对本发明作进一步详细说明。
19.参见图1,本发明的一种用于加工中心主轴自锁换刀的凸轮装置,它包括凸轮箱体1,转动装设在凸轮箱体1上的主轴旋转机构,滑动装设在凸轮箱体1上的主轴锁紧机构和主轴传动机构。主轴旋转机构用于带动刀具5加工零件;主轴锁紧机构用于非停机状态下锁紧刀具5的转动,以备刀具更换;主轴传动机构用于实现刀具5的转矩传递。
20.凸轮箱体1中部的左右两侧壁分别开设有容纳主轴轴承a51的轴承孔a11和容纳主轴轴承b52的轴承孔b12,其上部的左右两侧壁同一高度沿铅垂方向开设有两个锁紧滑槽
13,其下部的左右两侧壁同一高度沿铅垂方向开设有两个传动滑槽14;轴承孔a11与轴承孔b12同轴线。
21.参见图1和图2,主轴旋转机构包括沿水平方向转动装设在凸轮箱体1上的输入主轴21,固定装设在输入主轴21上的盘式凸轮22和不完全齿轮23,转动套装在输入主轴21上的输出主轴24,固定装设在输出主轴24上的输出齿轮26,以及装设在凸轮箱体1上、与输入主轴21左端相连的驱动电机20;盘式凸轮22由圆盘切除月牙形外边缘形成,盘式凸轮22的切边部分221与不完全齿轮23的轮齿部分231相对应,盘式凸轮22的圆盘部分222与不完全齿轮23的无齿部分232相对应;输出主轴24右端延伸到凸轮箱体1的外部且装设有用于加工零件的刀具5。驱动电机20转动带动输入主轴21转动,进而带动盘式凸轮22和不完全齿轮23转动;输出主轴24转动装设在输入主轴21上,从而使得输入主轴21转动的同时,输出主轴24既可以转动,也可以静止;当输出主轴21转动时,输出主轴24带动刀具5同步转动实施对零件的加工;当输出主轴21转动、输出主轴24静止时,刀具5与输出主轴24同步静止,从而方便刀具5的更换。
22.主轴锁紧机构包括两端分别穿过两个锁紧滑槽13且沿水平方向装设的滑动锁紧轴31,固定装设在滑动锁紧轴31上与输出齿轮26间歇啮合的锁紧齿轮32,沿铅垂方向装设在滑动锁紧轴31上的锁紧导向杆33,以及套装在锁紧导向杆33上且始终处于受压状态的换刀锁紧弹簧34。两个锁紧滑槽13为滑动锁紧轴31的升降提供了运动空间,换刀锁紧弹簧34使得锁紧导向杆33和滑动锁紧轴31具有向输出主轴21运动的运动趋势;由于滑动锁紧轴31只能上下滑动,不能转动,因此当盘式凸轮22与滑动锁紧轴31非接触时,滑动锁紧轴31在换刀锁紧弹簧34弹力的作用下向下运动,直至锁紧齿轮32与输出齿轮26啮合时,输出齿轮26在锁紧齿轮32的作用下停止转动,从而使得输出主轴24和刀具5停止转动。盘式凸轮22与滑动锁紧轴31接触时,即盘式凸轮22中的圆盘部分222与滑动锁紧轴31接触,此时滑动锁紧轴31在盘式凸轮22的推动作用下向上运动,锁紧齿轮32与输出齿轮26脱离啮合,输出齿轮26与输出主轴24、刀具5同步转动。
23.主轴传动机构包括两端分别穿过两个传动滑槽14且沿水平方向装设的滑动传动轴41,采用惰轮轴承43转动装设在滑动传动轴41上的复合惰轮42,沿铅垂方向装设在滑动传动轴41上的传动导向杆44,以及套装在传动导向杆44上且始终处于受压状态的传动锁紧弹簧45;复合惰轮42由同轴同步转动装设的小齿轮和大齿轮组成,小齿轮与不完全齿轮23啮合传动,大齿轮与输出齿轮26啮合传动。两个传动滑槽14为滑动传动轴41的升降提供了运动空间,传动锁紧弹簧45使得传动导向杆44和滑动传动轴41具有向输出主轴21运动的运动趋势,从而使得复合惰轮43可以与输出齿轮26和不完全齿轮23啮合或脱离;当盘式凸轮22与滑动传动轴41非接触时,即盘式凸轮22中的切边部分221靠近但不接触到滑动传动轴41,不完全齿轮23和输出齿轮26同时与复合惰轮43啮合传动;盘式凸轮22与滑动传动轴41接触时,即盘式凸轮22中的圆盘部分222与滑动传动轴41接触,由于圆盘部分22的半径大于切边部分221的半径,从而使得滑动传动轴41向下运动压缩传动锁紧弹簧45,进而使得不完全齿轮23和输出齿轮26均与复合惰轮43脱离啮合。
24.不完全齿轮23中轮齿部分231直径是复合惰轮42中小齿轮直径的m倍,复合惰轮42中的大齿轮直径是输出齿轮26直径的n倍;m和n均为大于1的自然数。从而使得输入主轴21转动一圈,输出主轴24带动刀具5转动m*n/2圈,从而可以完成一个简单的加工工序。实际应
用中,由于不同的加工工序所消耗的时间不完全相等,即不同的加工工序对应不同的加工周期,为了保证刀具加工的连续性,优选输出主轴24带动刀具5转动的一个周期等于最长加工工序周期,当小于最长加工工序周期的刀具需要换刀时,为了提高效率可以通过加快驱动电机20的转速使本发明的凸轮装置快速转动到换刀模式。优选驱动电机20为伺服电机。
25.同一时刻,滑动锁紧轴31和滑动传动轴41中有且只有一个与盘式凸轮22接触。当盘式凸轮22中圆盘部分222与滑动锁紧轴31接触时,盘式凸轮22推动滑动锁紧轴31向上运动使得锁紧齿轮32与输出齿轮26脱离啮合;于此同时,盘式凸轮22中的切边部分221靠近但非接触滑动传动轴41,此时滑动传动轴41在传动锁紧弹簧45弹力的作用下向上运动,从而使得复合惰轮42同时与输出齿轮26和不完全齿轮23啮合传动;当盘式凸轮22的切边部分221靠近但非接触滑动锁紧轴31时,滑动锁紧轴31在换刀锁紧弹簧34的作用下向下运动,从而使得锁紧齿轮32与输出齿轮26啮合锁死,于此同时,盘式凸轮22中圆盘部分222与滑动传动轴41接触,滑动传动轴41在盘式凸轮22的推动作用下向下运动,使得复合惰轮42远离不完全齿轮23和输出齿轮26。
26.作为优选地,输入主轴21上还套装有滚动轴承a25和滚动轴承b27,滚动轴承a25和滚动轴承b27装设在输出主轴24的内部。
27.作为优选地,锁紧导向杆33上端穿过装设在凸轮箱体1上的锁紧直线轴承35并延伸到凸轮箱体1的外部;锁紧弹簧34位于凸轮箱体1的内部。
28.作为优选地,传动导向杆44下端穿过装设在凸轮箱体1上的传动直线轴承46并延伸到凸轮箱体1的外部,传动锁紧弹簧45位于凸轮箱体1的内部。
29.本发明的工作原理如下:驱动电机20转动,带动输入主轴21转动,进而带动盘式凸轮22和不完全齿轮23同步转动;当盘式凸轮22与滑动传动轴41非接触时,复合惰轮42中小齿轮、大齿轮分别与不完全齿轮23、输出齿轮26啮合传动;此时由于盘式凸轮22与滑动锁紧轴31接触,锁紧齿轮32与输出齿轮26脱离啮合;因此输入主轴21的转动通过复合惰轮42带动输出齿轮26转动,进而带动输出主轴24和刀具5转动,对零件进行加工;随着盘式凸轮22和不完全齿轮23的转动,圆弧部分222和无齿部分232靠近滑动传动轴41的一侧,即盘式凸轮22与滑动传动轴41相接触,复合惰轮42与不完全齿轮23脱离啮合,此时输入主轴21的转动不会由复合惰轮42传动给输出主轴24;与此同时,盘式凸轮22与滑动锁紧轴31非接触,锁紧齿轮32与输出齿轮26相啮合从而锁死输出主轴24,即输出主轴24和刀具5停止转动,此时可以更换刀具5。更换刀具5的过程中输出主轴24被锁死而静止不转,但输入主轴21仍然持续转动,这样就避免了驱动电机20因更换刀具5而频繁停起。
30.以上,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应该属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1