一种动力电池防爆片激光精雕夹具装置的制作方法
1.本发明涉及动力电池防爆片加工领域,尤其是涉及一种动力电池防爆片激光精雕夹具装置。
背景技术:
2.在动力电池加工过程中,一般需要在动力电池上装配防爆片,根据动力电池的使用环境要求,需要配备不同材质的防爆片,其中以不锈钢材质的防爆片居多,通常需要在防爆片的表面雕刻一条泄压槽,以在电池内部压力过大时起到泄压作用。
3.目前,在防爆片上雕刻泄压槽时,一般需要通过人工的方式将防爆片放置在工作台上预先准备好的夹具里,然后再通过激光雕刻机对防爆片进行雕刻,待完成后,再通过人工将雕刻好的防爆片取下,同时放上新的待加工防爆片,这种传统的作业方式显然比较费时费力,效率低下,对此有待进一步改进。
技术实现要素:
4.本技术的目的在于提供一种动力电池防爆片激光精雕夹具装置,不仅可以降低工作人员的工作量,提高工作效率,同时,还可以提高防爆片加工质量。
5.本技术提供的一种动力电池防爆片激光精雕夹具装置,采用如下的技术方案:一种动力电池防爆片激光精雕夹具装置,包括:安装在工作台上且承载面开设有与料带相适配的输送槽的输送板;安装在输送板一侧且位于输送槽两侧的安装座;设置在安装座之间用于输送料带的输送组件;设置在输送板远离安装座一侧相对称的竖板;以及设置在竖板上用于抵压料带的抵压组件,所述工作台上安装有用于对料带上的防爆片进行激光雕刻的雕刻机构。
6.通过采用上述技术方案,在料带的防爆片加工过程中,工作台上设置的输送槽可以对料带起到初步的限制作用,在输送组件的开启下,可以使得料带沿着预定方向输送,从而达到省时省力的作用,而设置的抵压组件,可以在需要的时候对料带进行抵压,使得料带上的防爆片处于预定位置,减少防爆片出现滑动的情况,以方便雕刻机构对防爆片进行精准的雕刻加工,此方案可以有效的提高工作效率,进而提高产品的加工质量。
7.本技术进一步设置: 所述抵压组件包括:转动安装在竖板之间的转杆;垂直安装在转杆上的抵压杆;安装在抵压杆端部且呈工字型的抵压架;安装在抵压架之间的压辊;以及安装在竖板上用于驱动转杆旋转的第一驱动件。
8.通过采用上述技术方案,当需要对料带进行抵压时,可以开启第一驱动件带动转杆旋转,转杆在转动时会带动抵压架上的压辊对料带进行抵压,以减少料带出现滑动的情况,从而提高防爆片加工的精准度。
9.本技术进一步设置: 所述抵压杆上活动套设有压缩弹簧,所述抵压杆活动穿过抵压架且在抵压杆的端部螺纹连接有调节螺母。
10.通过采用上述技术方案,设置的压缩弹簧对压辊起到一定的缓冲作用,以对料带
进行保护,而设置的调节螺母,既可以方便对抵压架进行拆卸,同时,还可以对压缩弹簧的弹性强度进行调节,以调节对压辊的缓冲效果。
11.本技术进一步设置: 所述压辊的两端安装有凸杆,所述凸杆转动安装在抵压架的两侧且在凸杆的端部螺纹连接有锁定螺母。
12.通过采用上述技术方案,旋转锁定螺母,既可以方便压辊的拆卸,同时,在需要的时候,还可以通过扭松锁定螺母,增加压辊对料带的输送效果。
13.本技术进一步设置: 所述转杆上转动安装有与抵压杆呈预定夹角的延伸杆,所述延伸杆的端部安装有安装架,所述安装架之间安装有压筒,所述延伸杆与抵压杆之间设置有用于限定两者夹角的限位件。
14.通过采用上述技术方案,设置的延伸杆与压筒,可以通过第一驱动件驱动转杆旋转,转杆在转动时,可以来回切换压辊与压筒对料带的抵压,使得压筒可以起到备用的作用。
15.本技术进一步设置: 所述限位件包括:固定在抵压杆上且开设有弧形通口的弧形条板,所述延伸杆上固定有穿过弧形通口的限位杆,所述限位杆上螺纹连接有限位螺母。
16.通过采用上述技术方案,当需要调节延伸杆与抵压杆之间的夹角时,可以通过旋转限位螺母,使得限位杆在弧形条板的弧形通口内滑动,待调节好位置后,反向转动限位螺母即可。
17.本技术进一步设置: 所述竖板沿竖直方向均开设有滑槽,所述滑槽之间活动穿插有用于抵压延伸杆以调节延伸杆与抵压杆之间夹角的移动杆,所述输送板上设置有驱动移动杆升降的升降件,所述弧形条板的弧形通口内安装有与限位杆抵接的抵接弹簧。
18.通过采用上述技术方案,在第一驱动件驱动压辊抵压料带后,还可以通过设置的升降件来驱动移动杆向下移动,移动杆在向下移动过程中,会对延伸杆进行抵压,使得延伸杆带动压筒也对料带进行抵压,从而可以进一步提高对料带的抵压效果,提高料带上防爆片加工的稳定性。
19.本技术进一步设置: 所述输送组件包括:安装在安装座之间的转轴;垂直固定在转轴外侧的多个安装筒;滑动安装在安装筒上的安装杆;安装在安装杆端部且呈弧形设置的弧形板;以及设置在安装座上用于驱动转轴旋转的第二驱动件,所述弧形板围设在转轴周侧,且所述安装筒与安装杆之间螺纹连接有用于锁定两者的锁定螺钉。
20.通过采用上述技术方案,开启第二驱动件,可以驱动转轴旋转,转轴在旋转过程中,可以带动弧形板对料带进行抵压输送,既可以实现对料带的输送,又可以对料带进行限制,而设置的锁定螺钉,可以根据实际需要对安装杆的伸长度进行调节,以使弧形板可以更好的输送与抵压料带。
21.本技术进一步设置: 至少其中一个所述弧形板上贴附有橡胶片,另一个所述弧形板上贴附有毛绒层。
22.通过采用上述技术方案,在弧形板对料带进行输送过程中,设置的橡胶片可以增加对料带的抵压与输送效果,而毛绒层的设置,则可以对料带上的防爆片进行清扫,以除去防爆片表面粘附的杂质。
23.本技术进一步设置: 所述输送板位于输送组件与抵压组件的位置设置有夹持组件,所述夹持组件用于从两侧对料带进行夹持。
24.通过采用上述技术方案,设置的夹持组件,可以从两侧对料带进行夹持,以在抵压组件的基础上进一步增加对料带的限制,从而提高料带的稳定性,方便雕刻机构对料带上的防爆片进行精准的加工。
25.综上所述,本技术包括以下至少一种有益技术效果:通过设置压辊与压筒,压辊可以对料带进行输送与抵压,同时,两者既可以单独实现对料带的抵压作用,还可以通过调节延伸杆与抵压杆之间的夹角,从而达到同时对料带的抵压,此结构设计巧妙,效果明显;通过设置输送组件,可以在满足对料带输送的基础上,与压辊、压筒一起相互配合,对料带进行抵压,以增加料带的稳定性,提高防爆片加工的精准度,同时,还可以调节弧形板与转轴之间的间距,以适配不同厚度的料带,增加输送组件的适用范围。
附图说明
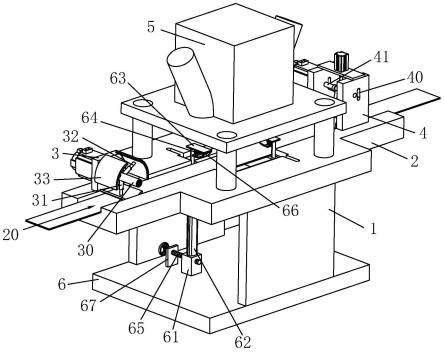
26.图1是本技术实施例的整体结构示意图;图2是本技术实施例中抵压组件的结构示意图。
27.附图标记说明:1、工作台;2、输送板;20、输送槽;3、安装座;30、转轴;31、安装筒;32、安装杆;33、弧形板;4、竖板;40、滑槽;41、转杆;42、抵压杆;43、抵压架;44、压辊;440、凸杆;441、锁定螺母;45、压缩弹簧;46、调节螺母;47、延伸杆;471、安装架;472、压筒;473、延伸块;48、弧形条板;481、限位杆;482、限位螺母;483、抵接弹簧;49、移动杆;5、雕刻机构;6、垫板;61、滑座;62、微型气缸;63、夹持块;64、缓冲弹簧;65、螺纹杆;66、抵压片;67、固定块。
具体实施方式
28.以下结合附图对本技术作进一步详细说明。
29.本技术实施例公开一种动力电池防爆片激光精雕夹具装置,如图1和图2所示,包括:工作台1,在工作台1上安装有输送板2,在输送板2的承载面上开设有输送槽20,输送槽20与料带相适配,需要说明的是,本实施例的料带指的是将防爆片制作成连续状态的带状料带,在工作台1上还安装有雕刻机构5,雕刻机构5用于对输送过来的料带上的防爆片进行逐个雕刻。
30.在输送板2的一侧安装有两安装座3,两安装座3分别位于输送槽20的两侧,在安装座3上设置有输送组件,输送组件可以输送输送槽20内的料带,本实施例中,也可以通过增加牵引装置的方式,来对料带进行牵引,以增加料带的输送效果。
31.其中,输送组件包括:安装在安装座3之间的转轴30,转轴30的延伸方向与输送槽20的延伸方向相垂直,在转轴30的外侧垂直安装有多个安装筒31,在安装筒31内滑动穿插有安装杆32,在安装筒31与安装杆32之间螺纹连接有锁定螺钉,同时,在安装杆32端部还固定有弧形板33,多个弧形板33环绕在转轴30周侧,且在安装座3上还安装有第二驱动件,第二驱动件用于驱动转轴30旋转。
32.当需要输送料带时,可以开启第二驱动件驱动转轴30进行旋转,转轴30会带动弧形板33也旋转,弧形板33由于与料带表面相接触,即可对料带进行输送,当料带的厚度发生变化时,也可以通过旋转锁定螺钉来调节安装杆32的伸长度,继而调节弧形板33到转轴30之间的距离,以适配不同厚度的料带。
33.此外,在其中一个弧形板33上贴附有橡胶片,在另一个弧形板33上贴附有毛绒层,本实施例中,橡胶片本身较柔软,可以增加对料带的抵压与输送效果,而毛绒层的设置,则可以对料带上的防爆片表面进行清扫,以除去防爆片表面粘附的杂质。
34.为了提高料带在输送过程中的稳定性,使得雕刻机构5可以在防爆片上雕刻的更加精准,本实施例中,在输送板2远离输送组件的一侧安装有相对称的竖板4,竖板4位于输送槽20的两侧,在竖板4上设置有抵压组件,当雕刻机构5需要对料带上的防爆片进行加工时,可以利用抵压组件对料带进行抵压固定。
35.其中,抵压组件包括:转动安装在竖板4之间的转杆41,在转杆41上垂直固定有抵压杆42,在抵压杆42远离转杆41的一端安装有抵压架43,本实施例的抵压架43整体设计成工字型,在抵压架43之间安装有压辊44,同时,在竖板4上还安装有第一驱动件,第一驱动件用于驱动转杆41进行旋转。
36.当需要对料带进行抵压固定时,可以开启第一驱动件带动转杆41旋转,转杆41可以带动抵压架43旋转,使得抵压架43内的压辊44实现对料带的抵压。
37.为了增加缓冲效果,更好的抵压料带,在抵压杆42上活动套设有压缩弹簧45,压缩弹簧45的一端固定在抵压杆42的中间外侧上、另一端抵接在抵压架43上,另外,需要说明的是,本实施例的抵压杆42端部活动穿插在抵压架43上,且在抵压杆42远离转杆41的一端还螺纹连接有调节螺母46,通过旋转调节螺母46,既可以实现对压辊44的拆卸,同时,还可以对压缩弹簧45的弹性力进行调节,使得压缩弹簧45对料带的弹性缓冲力调整到合适状态。
38.此外,在压辊44的两端还安装有凸杆440,凸杆440转动安装在抵压架43的两侧,且凸杆440穿过抵压架43并在凸杆440的端部螺纹连接有锁定螺母441,通过旋转锁定螺母441,即可以锁定压辊44,使得压辊44充当抵压料带的作用,同时,还可以通过扭松锁定螺母441解除对压辊44的限制,使得压辊44在与料带接触时,可以对料带起到一定的输送作用。
39.其中,在转杆41上转动安装有延伸杆47,延伸杆47与抵压杆42呈预定的锐角,在延伸杆47的端部安装有安装架471,安装架471的形状与抵压架43的形状相一致,在此不在赘述,在安装架471上安装有压筒472,压筒472的延伸方向与料带的输送方向相垂直,同时,在延伸杆47与抵压杆42之间还设置有限位件,限位件用于固定延伸杆47的位置。
40.本实施例中,限位件包括:固定在抵压杆42靠近转杆41一段上的弧形条板48,在弧形条板48上开设有弧形通口,在延伸杆47上固定有穿过弧形通口的限位杆481,在限位杆481的端部螺纹连接有限位螺母482,当需要调节延伸杆47与抵压杆42之间的夹角时,可以通过旋转限位螺母482,解除限位螺母482对延伸杆47的限制即可。
41.另外,在竖板4上沿竖直方向均开设有滑槽40,在滑槽40之间滑动穿插有与转杆41相互平行的移动杆49,在延伸杆47上固定有延伸块473,在输送板2上还安装有升降件,升降件用于驱动移动杆49进行升降以对延伸杆47进行抵压,在解除限位螺母482对延伸杆47的限制后,延伸杆47可以在移动杆49的抵压下绕转杆41进行转动,以调节延伸杆47与抵压杆42之间的夹角,同时,为了方便延伸杆47进行复位,在弧形通口内还安装有抵接弹簧483,抵接弹簧483的一端固定在弧形通口端部内壁上、另一端抵接在限位杆481上。
42.当需要压辊44与压筒472同时抵压料带,以进一步减少料带滑动的情况,本实施例中,可以通过第一驱动件带动转杆41旋转到预定位置,使得压辊44先抵压在料带上,此时,再解除限位螺母482对限位杆481的限制,开启升降件驱动移动杆49向下移动,移动杆49向
下移动时,会逐步的抵压延伸杆47上的延伸块473,,使得延伸杆47绕转杆41进行旋转,直至限位杆481上的压筒472也抵压在料带上,压辊44与压筒472的相互配合,可以有效的实现对料带的抵压,以提高防爆片加工的精准度。
43.本实施例中,在输送板2位于输送组件与抵压组件的位置设置有夹持组件,夹持组件可以从两侧对料带进行夹持固定,以进一步降低料带滑动的情况。
44.其中,夹持组件包括:设置在工作台1底部的垫板6,在垫板6的承载面上滑动连接有滑座61,在滑座61上竖直安装有微型气缸62,在工作台1上开设有供微型气缸62输出端伸出的条形孔,在微型气缸62的活塞杆端部安装有夹持块63,夹持块63与输送槽20的底壁相平行,在夹持块63远离微型气缸62的一端上铰接有抵压片66,抵压片66朝向地面的一侧,且抵压片66与夹持块63之间还安装有缓冲弹簧64。
45.另外,在垫板6上还安装有固定块67,在滑座61上水平螺纹穿插有螺纹杆65,且螺纹杆65远离滑座61的端部螺纹穿出固定块67,需要说明的是,本实施例的两个夹持组件斜对称设置在料带两侧。
46.当需要对料带进行夹持时,直接开启微型气缸62带动夹持块63下降即可,夹持块63在下降时,会带动抵压片66预先与料带相接触,抵压片66利用缓冲弹簧64可以对料带起到缓冲减震作用,减少夹持块63压坏料带的情况,当料带的宽度发生改变时,还可以通过旋转螺纹杆65来调节滑座61的位置,使得夹持块63始终可以夹持到料带边缘的合适位置。
47.需要说明的是,本实施例的第一驱动件和第二驱动件均采用伺服马达,而升降件可以是气缸,在此不做过多的赘述。
48.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1