一种改进的轮胎用钢丝圈生产线的制作方法
1.本发明涉及一种适用于轮胎用的由横截面为多边形的多根异形钢丝直接缠绕成圈的钢丝圈生产线。
背景技术:
2.申请人的202011129264.9号在先发明专利申请中公开了一种通过三工位布局的方式实现多根异形钢丝的缠绕、卡固和卸圈的轮胎用钢丝圈生产线。具体的原理不再赘述。
3.但申请人在持续优化、持续降低生产成本等产业化过程中,发现现有的三工位布局方式存在以下可改进之处:1.现有的三工位布局结构相对复杂,占地面积相对大;2.同一钢丝装配盘在进行缠绕和卡固作业时,由于钢丝装配盘需要有不同的旋转速度,所以需设置两个不同的驱动分别控制钢丝装配盘在缠绕时的旋转速度和卡固时的旋转速度。而通过两套驱动分别控制,整体结构与操作相对复杂且成本较高。
技术实现要素:
4.为解决上述技术问题,本发明提供一种改进的轮胎用钢丝圈生产线,包括钢丝供应装置,用于将多个钢丝料卷中的多根异形钢丝同时拉出;预定型装置,用于将从钢丝供应装置输出的异形钢丝按照预定形状排布定型;输送裁切装置,用于将从预定型装置输出的钢丝输送至待缠绕位置并切断;其还包括缠绕主机、缠绕装置、卡固装置与卸圈装置;其中,所述缠绕主机设置有底座与机箱,所述机箱可旋转地设置于底座上,所述机箱设置有钢丝装配盘,所述钢丝装配盘与所述卡固装置、卸圈装置可相对移动。
5.较佳地,还包括设置于所述缠绕主机一侧的第一滑轨,所述卡固装置与卸圈装置均可移动地设置于所述第一滑轨上。
6.较佳地,所述卡固装置与卸圈装置固定设置于所述缠绕主机的一侧,所述缠绕主机的下方设置有第二滑轨,且所述缠绕主机的底座可以动地设置于所述第二滑轨上。
7.较佳地,还包括用于驱动所述钢丝装配盘旋转的驱动器,所述钢丝装配盘包括第一钢丝装配盘与第二钢丝装配盘,且所述第一钢丝装配盘设置于所述机箱的一侧,所述第二钢丝装配盘设置于所述机箱的另一侧;所述驱动器包括第一钢丝装配盘驱动器与第二钢丝装配盘驱动器,所述第一钢丝装配盘驱动器与第一钢丝装配盘连接设置,所述第二钢丝装配盘驱动器与第二钢丝装配盘连接设置。
8.较佳地,所述第一钢丝装配盘驱动器驱动所述第一钢丝装配盘的转速可调,所述第二钢丝装配盘驱动器驱动所述第二钢丝装配盘的转速可调。
9.较佳地,还包括设置于底座内的旋转驱动器、第一传动件与第二传动件;其中,所述旋转驱动器与第一传动件连接设置,第一传动件与第二传动件联动设置,所述第二传动件与所述机箱的底板固定设置。
10.较佳地,所述缠绕装置包括缠绕机架,所述缠绕机架上设置有伸缩驱动器,以及设
置于所述伸缩驱动器的驱动端的滚轮。
11.较佳地,所述缠绕装置还包括设置于缠绕机架上的整形驱动器,以及设置于所述整形驱动器上的阶梯状精整块。
12.较佳地,所述卸圈装置包括卸圈机架,所述卸圈机架设置有卸圈盘与卸圈盘驱动器,所述卸圈盘驱动器驱动卸圈盘伸缩移动,所述卸圈盘的圆周上设有多个开口槽,所述开口槽设置有卸圈机构。
13.较佳地,所述卸圈机构包括卸圈驱动器与指形结构,所述卸圈驱动器固定在卸圈盘上开口槽的槽口处,卸圈驱动器驱动指形结构移动进行卸圈。
附图说明
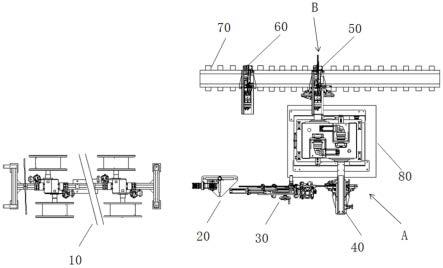
14.图1是本发明改进的轮胎用钢丝圈生产线的整体示意图。
15.图2是本发明改进的轮胎用钢丝圈生产线另一工作状态的整体示意图。
16.图3是本发明所述缠绕主机与卡固装置、卸圈装置的示意图。
17.图4是本发明所述缠绕主机与卡固装置、卸圈装置另一工作状态的示意图。
18.图5是本发明所述底座示意图。
19.图6是图5的部分示意图。
20.图7是本发明所述缠绕主机的立体示意图。
21.图8是本发明所述卸圈装置示意图。
22.图9是本发明所述卸圈装置另一视角的示意图。
23.图10是本发明所述缠绕装置的立体示意图。
24.图11是本发明所述缠绕装置的局部示意图。
25.图12是本发明所述卡固装置的示意图。
具体实施方式
26.以下将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
27.如附图1至附图12所示,本发明提供了一种改进的轮胎用钢丝圈生产线,其包括钢丝供应装置10,用于将多个钢丝料卷中的多根异形钢丝同时拉出;预定型装置20,用于将从钢丝供应装置拉出的多根异形钢丝按照所需的形状进行排布定型;输送裁切装置30,用于将从预定型装置输出的定型排布之后的钢丝输送至待缠绕位置并进行切断;缠绕主机80,所述缠绕主机包括底座81,可旋转地设置于底座81上的机箱82,所述机箱82的两侧设置包括第一钢丝装配盘831的第一钢丝装配盘机构83和包括第二钢丝装配盘841的第二钢丝装配盘机构84,以及第一钢丝装配盘驱动器833与第二钢丝装配盘驱动器843,所述第一钢丝装配盘驱动器833与第二钢丝装配盘驱动器843优选设置于所述机箱82上,也可以设置在其他位置或独立设置;第一钢丝装配机构83对应设置有一个缠绕装置40;所述缠绕装置40设置在第一工作位置a;与第一工作位置a相对应地设置有第二工作位置b;第二钢丝装配盘机构84对应设置有一个卡固装置50,卡固装置50设置在第二工作位置b;还包括一个卸圈装置60,且所述的第一钢丝装配盘831、第二钢丝装配盘841与所述卡固装置50、卸圈装置60可相对移动。其中,所述第一钢丝装配盘驱动器可驱动所述第一钢丝装配盘以不同的转速旋转,
所述第二钢丝装配盘驱动器可驱动所述第二钢丝装配盘以不同的转速旋转,也就是说,在上述第一钢丝装配盘831、第二钢丝装配盘841移动至缠绕装置位置时(即第一工作位置a),第一钢丝装配盘驱动器、第二钢丝装配盘驱动器输出缠绕钢丝所需的缠绕驱动转速;在上述第一钢丝装配盘831、第二钢丝装配盘841移动至卡固装置位置时(即第二工作位置b),第一钢丝装配盘驱动器、第二钢丝装配盘驱动器输出缠绕钢丝所需的卡固驱动所需的间歇性转动速度,以通过同一驱动器实现缠绕驱动作业与卡固驱动作业。
28.可选择地,本发明提所述改进的轮胎用钢丝圈生产线还包括设置于所述缠绕主机80一侧的第一滑轨70,所述卡固装置50与卸圈装置60均可移动地设置于所述第一滑轨70上,缠绕主机80固定设置,缠绕装置40固定设置于缠绕主机80的另一侧。所述机箱82相对于底座81旋转时可带动机带动第一钢丝装配盘机构83和第二钢丝装配盘机构84同步旋转;当钢丝装配盘机构旋转至第一工作位置a时,钢丝装配盘机构配合缠绕装置40将多根异形钢丝同步缠绕形成钢丝圈;当所述钢丝装配盘机构旋转至第二工作位置b时,卡固装置50沿第一滑轨70移动至第二工作位置b处,与钢丝装配盘机构配合对钢丝圈进行卡固工作。当卡固作业完成后,卡固装置50移出第二工作位置b,卸圈装置60移动至第二工作位置b处,卸圈装置60与钢丝装配盘机构配合对钢丝圈进行卸圈作业。
29.此外,本发明所述改进的轮胎用钢丝圈生产线中还可以将所述卡固装置50与卸圈装置60固定设置于所述缠绕主机80的一侧的第二工作位置b处,所述缠绕主机80的下方(即底座81的下方)设置有第二滑轨(未图示),且所述缠绕主机80的底座81可以动地设置于所述第二滑轨上。所述机箱82相对于底座81旋转时可带动机带动第一钢丝装配盘机构83和第二钢丝装配盘机构84同步旋转;当钢丝装配盘机构旋转至第一工作位置a时,钢丝装配盘机构配合缠绕装置40将多根异形钢丝同步缠绕形成钢丝圈;当所述钢丝装配盘机构旋转至第二工作位置b时,卡固装置50与钢丝装配盘机构配合对钢丝圈进行卡固工作。当卡固作业完成后,所述缠绕主机80带动第一钢丝装配盘831或第二钢丝装配盘841移至第二工作位置b,卸圈装置60与钢丝装配盘机构配合对钢丝圈进行卸圈作业。上述第一滑轨与第二滑轨优选水平设置的地轨或直线滑台。
30.本发明所述改进的轮胎用钢丝圈生产线,通过设置缠绕主机,以及在缠绕主机两侧设置两个工作位置并将钢丝装配盘与所述卡固装置、卸圈装置设置为可相对移动模式,实现可以根据生产车间的现场情况灵活进行布局,进一步的节省生产车间的占地面积。
31.附图5与附图6为本发明所述底座示意图。具体地,所述底座81包括底座壳体813,底座内设有一旋转驱动器811、第一传动件812与第二传动件814;其中,所述旋转驱动器811的动力输出端与第一传动件812连接设置,第一传动件812与第二传动件814联动设置,所述第二传动件814与所述机箱82的底板815固定设置。所述旋转驱动器811通过驱动第一传动件812旋转以实现驱动第二传动件814旋转,由于所述第二传动件814与所述机箱82的底板815固定设置,进而实现旋转驱动器811驱动机箱82整体旋转。其中,所述驱动方式可以为电动、液压或气动等模式;所述第一传动件812与第二传动件814传动装置可以为齿轮与齿轮、齿轮和齿条、齿轮和同步带或者蜗轮蜗杆等联动方式,本发明优选齿轮与齿轮联动方式。
32.图7为本发明所述缠绕主机的立体示意图。其中,第一钢丝装配盘机构83包括第一钢丝装配盘831,所述第一钢丝装配盘831连接有第一驱动轴832,所述第一驱动轴832另一端连接有第一钢丝装配盘驱动器833;第二钢丝装配盘机构84包括第二钢丝装配盘841,所
述第二钢丝装配盘机构841连接有第二驱动轴842,所述第二驱动轴842另一端连接有第二钢丝装配盘驱动器843。当第一钢丝装配盘831或第二钢丝装配盘841旋转至第一工作位置a时,第一钢丝装配盘驱动器833或第二钢丝装配盘驱动器843驱动第一驱动轴832或第二驱动轴842连续转动进而带动第一钢丝装配盘831或第二钢丝装配盘841旋转,并配合缠绕装置40将多根异形钢丝同步缠绕形成钢丝圈;当所述第一钢丝装配盘831或第二钢丝装配盘841旋转至第二工作位置b时,卡固装置50沿第一滑轨70移动至第二工作位置b处,第一钢丝装配盘驱动器833或第二钢丝装配盘驱动器843驱动第一驱动轴832或第二驱动轴842间歇性转动进而带动第一钢丝装配盘831或第二钢丝装配盘841间歇性旋转,并配合卡固装置50对钢丝圈进行卡固工作。
33.通过上述内容可知,本发明通过设置一套或者多套完全相同配置的钢丝装配盘机构,通过一个钢丝装配盘驱动器驱动钢丝装配盘在不同工位时输出不同的旋转速度,整体机构设置简单,实际使用操作便捷,且更加便于维修。
34.本发明所述的卡固装置50可通过第一滑轨70在第二工作位置b处进行水平往复移动。此时,所述的卡固装置50和卸圈装置60设置在所述第一滑轨70上;当卡固装置50完成卡固工作后,通过设置在第一滑轨70上的驱动电机(未示出)同时驱动卡固装置50和卸圈装置60在第一滑轨70上进行移动,卡固装置50移出第二工作位置b,卸圈装置60移动至原卡固装置50所在的第二工作位置b处进行卸圈;卸圈完成后,驱动电机同时驱动卡固装置50和卸圈装置60返回初始位置,准备下一次卡固与卸圈作业。
35.本发明所述缠绕主机与相对移动设置的卡固装置和卸圈装置可以根据现场情况进行灵活的设置,可以有效的节省布局空间。
36.如附图8与附图9所示。本发明所述卸圈装置60主要包括卸圈机架61,所述卸圈机架61上设置有固定板62,所述固定板62上固定连接多个伸缩件63,所述多个伸缩件63的另一端上固定连接有一卸圈盘64,卸圈盘64优选为圆形,卸圈盘64通过伸缩件63可以相对固定板62进行前后移动;所述卸圈装置60还包括卸圈盘驱动器65,用于驱动卸圈盘64相对固定板62进行伸缩移动;所述卸圈盘64的圆周上设有多个开口槽641,所述开口槽641的位置与上述钢丝装配盘上的卸圈槽/孔位置相对应设置,开口槽641内可拆卸的设置有卸圈机构66。工作时,卸圈盘驱动器65驱动卸圈盘64前移靠近钢丝装配盘,带动卸圈盘64上的卸圈机构66从钢丝装配盘卸圈槽/孔处伸进钢丝圈内进行卸圈。伸缩件63可以为导柱、导套结构或者直线导轨等任何可实现直线相对移动的结构,用于辅助支撑卸圈盘64。
37.进一步地,所述卸圈机构66主要包括卸圈驱动器661,所述卸圈驱动器661设置在卸圈盘上槽口641处;所述卸圈机构66还包括一指形结构662,指形结构662包括卡钩端6621、固定端6622和活动端6623,其中固定端6622通过轴连接固定于卸圈盘64上,活动端6623通过轴连接固定于卸圈驱动器661上。工作时,卸圈驱动器661推动指形结构的活动端6623前移,通过固定端6622带动卡钩端6621倾斜上移。卸圈装置上的卸圈盘驱动器65驱动卸圈盘64前移靠近钢丝装配盘,卡钩端6621通过钢丝装配盘卸圈槽/孔伸进钢丝圈内;卸圈驱动器661带动指形结构活动端6623后移,指形结构卡钩端6621回落,卸圈盘驱动器65驱动卸圈盘64往后移动,卸圈机构上的卡钩端6621从多个方向钩住钢丝圈继续往后移动直至钢丝圈从装配上脱落完成卸圈。
38.进一步地,为了更好的限定卸圈装置60和钢丝装配盘的位置,卸圈装置卸圈盘64
上设置有多个定位销67,配合钢丝装配盘上的定位孔进行对准定位,使得卸圈装置卸圈盘和钢丝装配盘对位更精准。
39.进一步地,所述卸圈装置卸圈盘64上可移动的设置多个限位柱68,限位柱68前端为橡胶垫/帽等缓冲部件,用于限定卸圈装置卸圈盘64和钢丝装配盘的距离,通过缓冲部件使得卸圈盘64和钢丝装配盘避免发生硬碰撞。
40.图10为本发明所述缠绕装置立体示意图,图11是本发明所述缠绕装置局部示意图。本发明所述的缠绕装置40主要包括缠绕机架41,缠绕机架41上可拆卸地设置有可上下移动的缠绕辅助机构42。具体地,所述缠绕辅助机构42包括固定在缠绕机架上的伸缩驱动器421,和连接于伸缩驱动器驱动端的滚轮422,在钢丝圈缠绕时多根异形钢丝同步输送至钢丝装配盘圆周表面上,伸缩驱动器421驱动滚轮422压在钢丝表面,钢丝装配盘驱动器驱动钢丝装配盘旋转,多根异形钢丝缠绕在钢丝装配盘表面形成钢丝圈。
41.此外,本发明所述缠绕装置40还包括固定于机架41上可上下移动的精整机构43,精整机构43主要包括整形驱动器431,和连接于整形驱动器上的阶梯状精整块432,阶梯状精整块432包括长侧面4321,钢丝缠绕时,整形驱动器431驱动阶梯状精整块432移动至异形钢丝表面,阶梯状精整块的长侧面4321用于挡住多根异形钢丝的侧面,使得多根异形钢丝缠绕时排列紧密。
42.进一步地,所述缠绕装置上还可固定设置检测元件44,用于检测钢丝缠绕时的对应位置和钢丝装配盘旋转的圈数,以实现精准的缠绕控制。
43.如附图12所示,本发明所述的卡固装置50包括卡固机架51,所述卡固机架51上设置有冲裁机构52和焊接机构53,当钢丝装配盘机构完成缠绕动作旋转至第二工作位置b处进行卡固作业时,冲裁机构52用于对钢丝圈进行卡固的薄钢带进行冲裁包覆钢丝圈,焊接机构53用于对薄钢带接口处进行焊接固定,进行钢丝圈的卡固。当一个位置的卡固完成后,钢丝装配盘驱动器驱动钢丝装配盘间歇式旋转,以在钢丝圈上的多个位置进行钢丝圈卡固作业。本发明所述的各类驱动器可根据实际需求选则伺服电机、气缸或者电动推杆等。
44.综上所述,本发明提供的一种改进的紧凑型的轮胎用钢丝圈生产线,其通过设计全新的缠绕主机与缠绕装置、卡固装置与卸圈装置结构及布局,以充分利用生产车间的空间,使生产线布局更紧凑,节省生产车间的占地面积;匹配上述布局结构,设置单一驱动器即可实现缠绕旋转和卡固旋转的驱动方式,优化结构设计并降低设备制造成本,利于产业化推广。
45.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围。凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1