智能轮毂柔性碟刹孔加工工装板的制作方法
1.本发明涉及智能轮毂柔性碟刹孔加工工装板,属于轮毂加工技术领域。
背景技术:
2.在摩托车铝车轮的碟刹孔加工过程中,针对不同的尺寸轮毂需要更换不同的工装夹具。传统的加工设备柔性较低,缺乏对不同型号轮毂的适应性,需要花费大量的人力和时间用来更换工装夹具,以适应不同尺寸的轮毂加工,效率低,产能低,已经不适应目前市场越来越大的需求量。
3.公开于该背景技术部分的信息仅仅旨在增加对本发明的总体背景的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域普通技术人员所公知的现有技术。
技术实现要素:
4.本发明的目的在于克服现有技术中的不足,提供智能轮毂柔性碟刹孔加工工装板,控制单元通过控制伺服移动组件,从而控制第一移动支撑台和第二移动支撑台的相对位置,使得加工工装板整体能够适应不同英寸的轮毂,提高了加工的灵活性。
5.为达到上述目的,本发明是采用下述技术方案实现的:本发明提供了一种智能轮毂柔性碟刹孔加工工装板,包括伺服移动组件、第一移动支撑台、第二移动支撑台与控制单元,所述第一移动支撑台上设置有第一转角液压缸,所述第二移动支撑台上设置有第二转角液压缸;所述伺服移动组件分别连接第一移动支撑台和第二移动支撑台;所述伺服移动组件、第一转角液压缸和第二转角液压缸的控制端分别连接控制单元;所述控制单元用于获取轮毂型号信息,根据所述轮毂型号信息,发出第一控制指令以控制伺服移动组件的运行,带动第一移动支撑台和第二移动支撑台移动,实现第一转角液压缸和第二转角液压缸的同步移动;用于发出第二控制指令以控制第一转角液压缸和第二转角液压缸的运行,实现对轮毂的固定。
6.进一步的,所述伺服移动组件包括伺服电机、传动齿轮、传动齿条、第一滑动齿条、第二滑动齿条和定心齿轮,所述伺服电机的控制端连接控制单元所述伺服电机的输出轴连接传动齿轮,所述传动齿轮啮合连接传动齿条,所述传动齿条连接第一滑动齿条,所述定心齿轮分别啮合连接第一滑动齿条和第二滑动齿条;所述第一滑动齿条固接第一移动支撑台,所述第二滑动齿条固接第二移动支撑台。
7.进一步的,还包括工装底板,所述传动齿条、第一滑动齿条、第二滑动齿条的底端分别通过第一滑动装置连接工装底板。
8.进一步的,所述工装底板上还安装有第一支撑体、第二支撑体、第三支撑体与第四支撑体,
所述第一移动支撑台两端的底部分别通过第二滑动装置连接于第一支撑体和第二支撑体;所述第二移动支撑台两端的底部分别通过第二滑动装置连接于第三支撑体与第四支撑体。
9.进一步的,还包括工装围板和工装上板,所述工装围板的上端连接工装上板,工装围板的下端连接工装底板;所述传动齿条、第一滑动齿条、第二滑动齿条和定心齿轮均设置于工装上板的下方。
10.进一步的,所述工装上板上还安装有第一固定支撑台和第二固定支撑台。
11.进一步的,所述工装上板上还安装有第三转角液压缸和第四转角液压缸,所述第三转角液压缸的压臂活动连接第一移动支撑台,所述第四转角液压缸的压臂活动连接第二移动支撑台;所述第三转角液压缸和第四转角液压缸的控制端分别连接控制单元;所述控制单元用于发出第三控制指令以控制第三转角液压缸和第四转角液压缸的运行,实现对第一移动支撑台和第二移动支撑台的固定。
12.进一步的,所述第一移动支撑台和第二移动支撑台上分别设有用于检测轮毂位置的传感器,所述传感器的信号输出端连接控制单元;所述控制单元用于根据传感器的输出信号,发出第二控制指令以控制第一转角液压缸和第二转角液压缸的运行,实现对轮毂的固定。
13.与现有技术相比,本发明所达到的有益效果:本发明提供的智能轮毂柔性碟刹孔加工工装板,先通过控制单元控制伺服移动组件,从而控制第一移动支撑台和第二移动支撑台的相对位置,使得加工工装板整体能够适应不同英寸的轮毂,提高了加工的灵活性。当轮毂被放置于第一移动支撑台和第二移动支撑台上,再通过控制单元控制第一转角液压缸和第二转角液压缸的运行,实现对轮毂的固定,提高了加工的稳定性。
14.工装板整体结构采用控制单元配合柔性加工的方式,降低了人力换装的时间成本和人力成本,提高了生产效率,适用于加工大批量产品;同时控制单元能够与外部其他设备或产线数据通讯接口,实现了物联网及智能生产。
附图说明
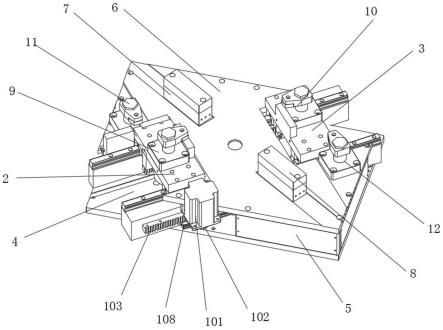
15.图1是智能轮毂柔性碟刹孔加工工装板的三维结构图;图2是智能轮毂柔性碟刹孔加工工装板的内部结构图;图3是智能轮毂柔性碟刹孔加工工装板的俯视图;图4是智能轮毂柔性碟刹孔加工工装板固定轮毂时的侧视图。
16.图中: 1、伺服移动组件;101、伺服电机;102、传动齿轮;103、传动齿条;104、第一滑动齿条;105、第二滑动齿条;106、定心齿轮;107、连接块;108、第一滑动装置;2、第一移动支撑台;3、第二移动支撑台;4、工装底板;401、第一支撑体;402、第二支撑体;403、第三支撑体;404、第四支撑体;405、第二滑动装置;5、工装围板;6、工装上板;7、第一固定支撑台;8、第二固定支撑台;9、第一转角液压缸;10、第二转角液压缸;11、第三转角液压缸;12、第四转角液压缸;13、传感器;14、压块;15、轮毂。
具体实施方式
17.下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
实施例
18.本实施例提供了一种智能轮毂柔性碟刹孔加工工装板,包括伺服移动组件1、第一移动支撑台2、第二移动支撑台3与控制单元,第一移动支撑台2上设置有第一转角液压缸9,第二移动支撑台3上设置有第二转角液压缸10;伺服移动组件1分别连接第一移动支撑台2和第二移动支撑台3;伺服移动组件1、第一转角液压缸9和第二转角液压缸10的控制端分别连接控制单元;控制单元用于获取轮毂15型号信息,根据轮毂15型号信息,发出第一控制指令以控制伺服移动组件1的运行,带动第一移动支撑台2和第二移动支撑台3移动,实现第一转角液压缸9和第二转角液压缸10的同步移动;用于发出第二控制指令以控制第一转角液压缸9和第二转角液压缸10的运行,实现对轮毂15的固定。
19.本发明的技术构思为,在固定轮毂15前,先通过控制单元获取轮毂15型号信息,根据轮毂15型号信息控制伺服移动组件1,从而控制第一移动支撑台2和第二移动支撑台3的相对位置,使得加工工装板整体能够适应不同英寸的轮毂15;当轮毂15被放置于第一移动支撑台2和第二移动支撑台3上,再通过控制单元控制第一转角液压缸9和第二转角液压缸10的运行,实现对轮毂15的固定。
20.具体的,如图1-图4所示,伺服移动组件1包括伺服电机101、传动齿轮102、传动齿条103、第一滑动齿条104、第二滑动齿条105和定心齿轮106,伺服电机101的控制端连接控制单元。
21.伺服电机101的输出轴连接传动齿轮102,传动齿轮102啮合连接传动齿条103,传动齿条103通过连接块107连接第一滑动齿条104,定心齿轮106分别啮合连接第一滑动齿条104和第二滑动齿条105;第一滑动齿条104固接第一移动支撑台2,第二滑动齿条105固接第二移动支撑台3。
22.伺服电机101动作时,通过输出轴带动传动齿轮102转动,进而带动传动齿条103和第一滑动齿条104一并移动,由于定心齿轮106的设计,使得第二滑动齿条105与第一滑动齿条104相向或相背移动。通过输出轴的正反转,能够实现第一移动支撑台2与第二移动支撑台3之间距离的改变,从而满足不同尺寸的轮毂15需求。
23.还包括工装底板4、工装围板5和工装上板6,工装围板5的上端连接工装上板6,工装围板5的下端连接工装底板4。传动齿条103、第一滑动齿条104、第二滑动齿条105和定心齿轮106均设置于工装上板6的下方,以防止加工轮毂15时的铝屑进入工装板内,影响工作效率。
24.传动齿条103、第一滑动齿条104、第二滑动齿条105的底端分别通过第一滑动装置108连接工装底板4。第一滑动装置108可以采用滑块滑轨结构,使得传动齿条103、第一滑动齿条104与第二滑动齿条105的移动更加顺滑。
25.工装底板4上还安装有第一支撑体401、第二支撑体402、第三支撑体403与第四支
撑体404,第一移动支撑台2两端的底部分别通过第二滑动装置405连接于第一支撑体401和第二支撑体402;第二移动支撑台3两端的底部分别通过第二滑动装置405连接于第三支撑体403与第四支撑体404。
26.第二滑动装置405可以采用滑块滑轨结构。当伺服电机101通过输出轴带动第二滑动齿条105与第一滑动齿条104在工装底板4上滑动时,第一滑动齿条104带动第一移动支撑台2在第一支撑体401和第二支撑体402上滑动,第二滑动齿条105带动第二移动支撑台3在第三支撑体403和第四支撑体404上滑动。整体结构顺滑省力,提供了工作效率。
27.工装上板6上还安装有第一固定支撑台7和第二固定支撑台8,用于支撑轮毂15,提高了工装板的稳定性。
28.工装上板6上还安装有第三转角液压缸11和第四转角液压缸12,第三转角液压缸11的压臂活动连接第一移动支撑台2,第四转角液压缸12的压臂活动连接第二移动支撑台3;第三转角液压缸11和第四转角液压缸12的控制端分别连接控制单元;控制单元用于发出第三控制指令以控制第三转角液压缸11和第四转角液压缸12的运行,实现对第一移动支撑台2和第二移动支撑台3的固定。
29.第一移动支撑台2和第二移动支撑台3上分别设有用于检测轮毂15位置的传感器13,传感器13的信号输出端连接控制单元。
30.其中,本实施例中的第一转角液压缸9、第二转角液压缸10、第三转角液压缸11与第四转角液压缸12的压臂下端设有压块14,进一步提高了稳固性。
31.本实施例的加工工装板的具体操作步骤如下,首先,控制单元获取轮毂15型号信息,根据轮毂15型号信息控制伺服电机101的动作,伺服电机101通过输出轴带动传动齿轮102转动,进而带动传动齿条103和第一滑动齿条104一并移动,由于定心齿轮106的设计,第二滑动齿条105与第一滑动齿条104相向或相背移动,使得第一移动支撑台2与第二移动支撑台3之间的距离与轮毂15型号相配合。
32.其次,当外部的搬运装置将轮毂15搬到工装板上,传感器13检测到轮毂15到达指定位置,输出信号至控制单元,控制单元根据传感器13输出的信号,发出第二控制指令以控制第一转角液压缸9和第二转角液压缸10旋转90
°
并下压,压紧轮毂15的边沿,实现对轮毂15的固定,便于后面轮毂碟刹孔的打孔加工工序的完成工作。
33.当轮毂15加工完毕后,控制单元控制第一转角液压缸9和第二转角液压缸10反向旋转90
°
并上升,以便于后续外部的搬运装置取走轮毂15。搬运装置可以选用搬运机械手。
34.需要强调的是,当第一移动支撑台2与第二移动支撑台3移动到指定位置,或轮毂15被搬运到指定位置时,控制单元发出第三控制指令以控制第三转角液压缸11旋转90
°
并下压,压紧第一移动支撑台2的边沿,实现对第一移动支撑台2的固定;同时控制第四转角液压缸12旋转90
°
并下压,压紧第二移动支撑台3的边沿,实现对第二移动支撑台3的固定。有利于加工工装板整体的稳定性。
35.控制单元能够与外部其他设备或产线数据通讯接口,实现了物联网及智能生产。
36.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1