一种游丝与内圈固定座自动组装机的制作方法
1.本发明涉及游丝与内圈固定座拼装领域,尤其涉及一种游丝与内圈固定座自动组装机。
背景技术:
2.游丝是一种很细的弹簧,盘绕在摆轮周围,可用于各种测量仪表,如压力表、百分表、千分表以及计时器机芯等仪表机构。
3.在使用过程中,游丝通常与内圈固定座组成游丝部件,游丝部件通过内圈固定座固定在测量仪表、中标以及百分表或千分表等仪表机构上;游丝与内圈固定座通常采用铆接法、粘接法或激光点焊法固定在内圈固定座上。其中铆接法由于工艺比较成熟且连接效果好,因此操作更为广泛。
4.但是现有的游丝与内圈固定座组合过程都是通过人工手工完成,操作人员将游丝套置在内圈固定座外部并通过手动压合机构实现压合及铆压工作;这种加工方式工作效率低下,耗费劳动力,需要投入较高的人工成本,且对操作人员的经验要求比较高,很难满足现有的加工需求。
技术实现要素:
5.本发明所要解决的技术问题是,提供一种能够节省劳动力,提高加工效率,降低生产成本的游丝与内圈固定座自动组装机。
6.为了解决上述技术问题,本发明是通过以下技术方案实现的:一种游丝与内圈固定座自动组装机,具有机架,所述机架顶部靠近左侧的部位设置有用于游丝上料的上料工作台,位于机架顶部中心的部位设置有用于游丝和内圈固定座组装的组装台,所述组装台与上料工作台之间设置有方便游丝从上料工作台上被夹取并被放置在组装台上的视觉定位抓取机器人;所述机架顶部位于组装台的外圈四周顺时针方向依次设置有用于内圈固定座上料的供料振动盘、固定座上料机构、导位柱转移机构、游丝预压机构、游丝压机、压铆机构以及下料机构,所述供料振动盘的出料口与所述固定座上料机构连接,供料振动盘可以向所述固定座上料机构进行内圈固定座的循序供料,所述导位柱转移机构架设在组装台的顶部上方,其一端固定设置在固定座上料机构与游丝预压机构之间,另一端固定设置在游丝压机与压铆机构之间,所述下料机构设置在机架顶部靠近右侧的部位。
7.进一步地,所述上料工作台包括顶面呈圆形结构的上料转盘,所述上料转盘表面呈暗黑色,所述游丝不规则地放置在转盘的表面,所述上料转盘的底部中心设置有能够驱动其水平转动的第一分割器,所述第一分割器固定设置在所述机架上;所述上料转盘外部设置有遮光罩,所述遮光罩固定设置在机架顶部,其对应组装台的一侧开口,正面铰接有能够开闭的遮光门,所述遮光罩内腔顶部靠近开口处的部位设置有与所述上料转盘顶面上下对应的照射灯。
8.进一步地,所述组装台包括顶面呈圆形结构的分割转盘,所述分割转盘底部中心
设置有能够驱动其顺时针方向水平转动的第二分割器,所述第二分割器固定设置在机架上;所述分割转盘顶部靠近其边缘的部位设置有上下连通的衔接孔,所述衔接孔具有多个,其以分割转盘的顶面中心为圆心圆形阵列分布,每个所述衔接孔内固定设置有一组基台,所述基台顶部用于放置内圈固定座和游丝,其可以随着分割转盘顺时针分度转动。
9.进一步地,所述基台包括圆柱状结构的基座,所述基座顶部中心以及底部中心分别设置有开口向上的上导向孔以及开口向下的下导向孔,所述上导向孔和下导向孔之间具有隔断层,所述隔断层的中心设置有连通上导向孔和下导向孔的导向衔接孔;所述基座底部固定设置有用于封闭下导向孔的下封板,正面对应下导向孔的部位设置有与该下导向孔前后连通的下导槽,背面对应上导向孔的部位设置有与该上导向孔前后连通的上导槽,所述下导槽内设置有与其上下滑动配合的前顶块,上导槽内设置有与其上下滑动配合的后顶块,所述前顶块和后顶块的端部均延伸在基座的外侧;所述上导向孔内设置有能够与其上下滑动配合的上滑块,所述后顶块与所述上滑块固定连接在一起,上滑块的底部设置有上复位簧,所述下导向孔内设置有能够与其上下滑动配合的下滑块,所述前顶块与所述下滑块固定连接在一起,下滑块的底部设置有下复位簧;所述基座顶部中心固定设置有衔接座,衔接座的中心设置有上下连通的柱孔,所述上滑块的顶面中心设置有与所述柱孔上下对应且大小吻合的插接孔,所述插接孔内固定设置有竖向向上的中心柱,该中心柱的顶部穿过柱孔并向上延伸,且所述中心柱与所述柱孔间隙配合;所述中心柱的顶部中心设置有上下连通的引出孔,顶部一侧位于衔接座上方的部位设置有衔接槽,所述衔接槽内间隙配合有下铆压柱,所述下铆压座的底部固定设置在所述衔接座上;所述上滑块的中心设置有与其底部以及插接孔底部中心上下连通的销孔,所述销孔与所述导向衔接孔上下对应且相互连通,所述下滑块的顶部中心固定设置有竖向向上的销杆,所述销杆的顶部自下而上依次穿过导向衔接孔、上复位簧、销孔以及引出孔并凸出在中心柱的顶部外侧,且所述销杆与所述导向衔接孔、上复位簧、销孔以及引出孔间隙配合,所述销杆上凸出在中心柱顶部外侧的部位套置有导位柱;所述衔接座顶部上方设置有操作台,所述操作台底部与衔接座之间设置有缓压弹簧,操作台与所述衔接座之间通过所述缓压弹簧弹性连接,其顶部中心设置有上下连通的过渡孔,所述中心柱和下铆压柱的顶部穿过所述过渡孔并向上凸出在操作台的顶面外侧,所述中心柱和下铆压柱与所述过渡孔间隙配合,操作台的外侧设置有能够限定其上下弹性高度的限位套,所述限位套固定连接在衔接座上,其顶部中心设置有与所述操作台外周上下滑动配合的套孔,所述操作台通过套孔可以相对于所述限位套进行高度位置的上下活动。
10.进一步地,所述固定座上料机构包括上料底座,所述上料底座正面靠近底部的位置滑动设置有能够左右移动的第一驱动座,所述第一驱动座的左端与固定设置在上料底座上的第一驱动气缸传动连接,第一驱动座的正面滑动设置有能够左右移动的第二驱动座,所述第二驱动座的右端与固定设置在第一驱动座上的第二驱动气缸传动连接;所述第一驱动座正面靠近底部的位置设置有顶面水平且与其一体成型的托座,所述托座顶部设置有上下连通且便于内圈固定座下落的落料孔,托座顶面设置有与其左右滑动配合的送料滑板,所述送料滑板上设置有上下连通且便于内圈固定座下落的过渡孔,送料滑板左右移动时能够带动过渡孔与所述落料孔上下重叠对应;所述送料滑板固定连接在所述第二驱动座上,其顶部上方设置有能够与其顶面左右滑动配合的导座,所述导座顶部设置有上下连通且便
于内圈固定座的下料孔和导向压孔,所述下料孔和导向压孔左右并列设置,所述送料滑板左右移动时能够带动过渡孔分别与下料孔和导向压孔上下重叠对应,所述导座上对应下料孔的前后两侧部位对称设置有两块位置传感器,两块所述位置传感器均贴近导座的底面;所述下料孔的顶部固定设置有便于内圈固定座导引的导杆,该导杆的顶部与供料振动盘上的出料口衔接在一起,所述导向压孔内竖向穿设有与其间隙配合的压料杆,所述压料杆的顶部固定连接有能够与所述上料底座上下滑动配合的顶压板,所述顶压板顶部设置有与其上下传动连接的顶压气缸,所述顶压气缸固定设置在所述上料底座上。
11.进一步地,所述导位柱转移机构包括架设在组装台顶部上方的转移底座,所述转移底座固定设置在所述机架上,转移底座上固定设置有第一直线模组,所述第一直线模组的一端介于固定座上料机构与游丝预压机构之间,另一端介于游丝压机与压铆机构之间,第一直线模组上具有能够随其往复直线运动的滑台,所述滑台上固定设置有升降气缸,升降气缸下方连接有与所述滑台上下滑动配合的导位柱夹爪气缸,夹爪气缸通过升降气缸可以上下升降活动,所述导位柱夹爪气缸的底部设置有能够对导位柱进行取放的导位柱夹爪;所述机架顶部介于游丝压机与压铆机构之间的部位固定设置有与导位柱转移机构上下对应的下压机构,所述下压机构位于组装台的底部下方,其由下压座、下压气缸、下压板和下压块组成,所述下压气缸固定设置在下压座的正面,所述下压板活动设置在下压气缸的正面外侧,下压气缸能够驱动下压板进行上下活动,所述下压块固定设置在下压板的正面,其能够随下压板上下同步活动。
12.进一步地,所述游丝预压机构包括预压座,所述预压座正面靠近顶部的位置固定设置有预压气缸,所述预压气缸的底部下方设置有与所述预压座正面上下滑动配合的预压衔接座,所述预压衔接座的顶部与所述预压气缸上下传动连接,其正面靠近底部的位置设置有预压头,所述预压头的底部中心设置有上下连通的压孔;所述预压衔接座的一侧固定设置有向后延伸的衔接座活动块,所述衔接座活动块的上下两侧对称设置有两块预压限位块,两块预压限位块均固定设置在所述预压座上,其用于限制衔接座活动块的上下活动高度。
13.进一步地,所述游丝压机包括压机底座,压机底座正面靠近顶部的位置固定设置有顶针气缸,所述顶针气缸的底部固定设置有竖向向下的顶针,顶针通过顶针气缸能够上下升降活动;所述压机底座正面位于顶针气缸正下方的部位活动设置有稳压座,所述稳压座与所述压机底座上下滑动连接,其顶部对应顶针的部位设置有上下连通的顶孔,所述顶针穿设在所述顶孔内,其与所述顶孔间隙配合;所述稳压座的一侧与固定设置在压机底座侧面的压合气缸上下传动连接,另一侧固定设置有稳压活动块,所述稳压活动块的上下两侧对称设置有两块稳压限位块,两块稳压限位块均固定设置在所述压机底座上,其用于限制稳压活动块的上下活动高度。
14.进一步地,所述压铆机构包括压铆座,所述压铆座顶部固定设置有压铆气缸,正面设置有与其上下滑动连接的压铆衔接板,所述压铆衔接板顶部与所述压铆气缸上下传动连接,底部中心固定设置有限位压块,限位压块底部边侧固定设置有向下凸出的半圆形压铆凸起;所述压铆衔接板的一侧固定设置有压铆活动块,压铆活动块的上下两侧对称设置有两块用于限制其上下活动高度的稳压限位块,两块所述稳压限位块均固定连接在所述压铆座上。
15.进一步地,所述下料机构包括横向设置在机架顶部的第二直线模组以及纵向设置在机架顶部的载台;所述第二直线模组通过模组支架架设在所述载台顶部上方,其左端悬置于组装台的顶部上方;所述第二直线模组上固定设置有能够随其左右往复直线运动的下料气缸,下料气缸的底部设置有下料吸嘴,所述下料气缸可以驱动所述下料吸嘴上下升降活动;所述载台由下料底座、丝杆传动机构和下料载板组成,所述下料底座固定设置在机架上,所述丝杆传动机构纵向设置在所述下料底座上,其位于第二直线模组的正下方,呈“十”字形交叉设计,所述下料载板固定设置在所述丝杆传动机构上,其可以随丝杆传动机构在第二直线模组的正下方进行前后直线活动,所述下料载板的顶面设置有便于游丝与内圈固定座组合件摆放的料盘。
16.与现有技术相比,本发明的有益之处在于:这种游丝与内圈固定座自动组装机可以实现游丝与内圈固定座的自动组装及压铆工作,替代了人工操作,大大节省了劳动力,提高了工作效率,降低了生产成本,且产品加工质量能够得到有效保障,便于行业推广普及。
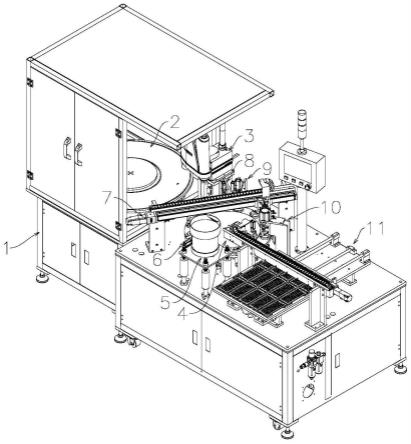
17.附图说明:图1是本发明一种游丝与内圈固定座自动组装机立体结构示意图;图2是本发明一种游丝与内圈固定座自动组装机中上料工作台侧面结构示意图;图3是本发明一种游丝与内圈固定座自动组装机中上料工作台立体结构示意图;图4是本发明一种游丝与内圈固定座自动组装机中组装台俯视结构示意图;图5是本发明一种游丝与内圈固定座自动组装机中组装台底部结构示意图;图6是本发明一种游丝与内圈固定座自动组装机中基台背面结构示意图;图7是本发明一种游丝与内圈固定座自动组装机中基台正面结构示意图;图8是本发明一种游丝与内圈固定座自动组装机中基台俯视结构示意图;图9是图8中a-a的结构剖视图;图10是图8中b-b的结构剖视图;图11和图12是本发明一种游丝与内圈固定座自动组装机中固定座上料机构立体结构示意图;图13是本发明一种游丝与内圈固定座自动组装机中固定座上料机构俯视结构示意图;图14是图13中c-c的结构剖视图;图15是本发明一种游丝与内圈固定座自动组装机中导位柱转移机构立体结构示意图;图16是本发明一种游丝与内圈固定座自动组装机中游丝预压机构立体结构示意图;图17是本发明一种游丝与内圈固定座自动组装机中游丝压机立体结构示意图;图18是本发明一种游丝与内圈固定座自动组装机中压铆机构立体结构示意图;图19是本发明一种游丝与内圈固定座自动组装机中下料机构立体结构示意图;图20是本发明一种游丝与内圈固定座自动组装机中支撑机构立体结构示意图;图21是本发明一种游丝与内圈固定座自动组装机中限位机构立体结构示意图;图22是游丝立体结构示意图;图23是内圈固定座立体结构示意图;
图24是本发明一种游丝与内圈固定座自动组装机中下压机构立体结构示意图;图25是本发明一种游丝与内圈固定座自动组装机中导位柱立体结构示意图。
18.图中:1、机架;101、遮光罩;2、上料工作台;201、上料转盘;202、第一分割器;203、照射灯;3、视觉定位抓取机器人;4、组装台;401、分割转盘;402、第二分割器;403、基台;4031、基座;4032、衔接座;4033、限位套;4034、操作台;4035、销杆;4036、前顶块;4037、后顶块;4038、中心柱;4039、下铆压柱;4130、上滑块;4230、下滑块;4330、缓压弹簧;4430、上复位簧;4530、下复位簧;5、供料震动盘;6、固定座上料机构;601、上料底座;602、第一驱动座;6021、第一驱动气缸;6022、落料孔;603、第二驱动座;6031、第二驱动气缸;6032、送料滑板;6033、过渡孔;604、导座;6041、导杆;6042、下料孔;6043、导向压孔;605、顶压板;6051、顶压气缸;6052、压料杆;606、位置传感器;7、导位柱转移机构;701、转移底座;702、第一直线模组;703、导位柱夹爪气缸;704、导位柱夹爪;8、游丝预压机构;801、预压座;802、预压气缸;803、预压衔接座;8031、衔接座活动块;804、预压头;805、预压限位块;9、游丝压机;900、压机底座;901、顶针气缸;9011、顶针;902、压合气缸;9021、稳压座;9022、顶孔;9023、稳压活动块;903、稳压限位块;10、压铆机构;1001、压铆座;1002、压铆气缸;1003、压铆衔接板;1004、限位压块;1005、压铆凸起;1006、压铆活动块;1007、压铆限位块;11、下料机构;1101、第二直线模组;1102、下料载板;1103、下料底座;1104、丝杆传动机构;1105、模组支架;1106、下料吸嘴;1107、下料气缸;1108、料盘;12、支撑机构;1201、支撑座;1202、防阻平衡轮;13、游丝;14、限位机构;1401、前限位柱;1402、后限位柱;1403、防阻支撑轮;15、内圈固定座;16、下压机构;1601、下压座;1602、下压气缸;1603、下压板;1604、下压块;17、导位柱;1701、导向槽。
19.具体实施方式:下面结合附图和具体实施方式对本发明进行详细描述。
20.图1所示一种游丝与内圈固定座自动组装机,具有机架1,所述机架1顶部靠近左侧的部位设置有用于游丝13上料的上料工作台2,位于机架1顶部中心的部位设置有用于游丝13和内圈固定座15组装的组装台4,所述游丝13和内圈固定座15的结构分别如图22和图23所示;所述组装台4与上料工作台2之间设置有方便游丝13从上料工作台2上被夹取并被放置在组装台4上的视觉定位抓取机器人3;所述机架1顶部位于组装台4的外圈四周顺时针方向依次设置有用于内圈固定座15上料的供料振动盘5、固定座上料机构6、导位柱转移机构7、游丝预压机构8、游丝压机9、压铆机构10以及下料机构11,所述供料振动盘5的出料口与所述固定座上料机构6连接,供料振动盘5可以向所述固定座上料机构6进行内圈固定座15的循序供料,所述导位柱转移机构7架设在组装台4的顶部上方,其一端固定设置在固定座上料机构6与游丝预压机构8之间,另一端固定设置在游丝压机9与压铆机构10之间,所述下料机构11设置在机架1顶部靠近右侧的部位。
21.如图2和图3所示,为了便于游丝13上料,同时便于上料工作台2上的游丝13被视觉定位抓取机器人3取放,所述上料工作台2包括顶面呈圆形结构的上料转盘201,所述上料转盘201表面呈暗黑色,与游丝13本身的颜色产生反差,便于视觉定位抓取机器人3抓取,所述游丝13不规则地放置在转盘201的表面,所述上料转盘201的底部中心设置有能够驱动其水平转动的第一分割器202,所述第一分割器202固定设置在所述机架1上;所述上料转盘201外部设置有遮光罩101,所述遮光罩101固定设置在机架1顶部,其对应组装台4的一侧开口,
正面铰接有能够开闭的遮光门,所述遮光罩101内腔顶部靠近开口处的部位设置有与所述上料转盘201顶面上下对应的照射灯203。
22.如图4和图5所示,为了保证游丝13与内圈固定座15组装工作的连续性,所述组装台4包括顶面呈圆形结构的分割转盘401,所述分割转盘401底部中心设置有能够驱动其顺时针方向水平转动的第二分割器402,所述第二分割器402固定设置在机架1上;所述分割转盘401顶部靠近其边缘的部位设置有上下连通的衔接孔,所述衔接孔具有多个,其以分割转盘401的顶面中心为圆心圆形阵列分布,每个所述衔接孔内固定设置有一组基台403,所述基台403顶部用于放置内圈固定座15和游丝13,其可以随着分割转盘401顺时针分度转动。
23.如图6至图10所示,所述基台403包括圆柱状结构的基座4031,所述基座4031顶部中心以及底部中心分别设置有开口向上的上导向孔以及开口向下的下导向孔,所述上导向孔和下导向孔之间具有隔断层,所述隔断层的中心设置有连通上导向孔和下导向孔的导向衔接孔;所述基座4031底部固定设置有用于封闭下导向孔的下封板,正面对应下导向孔的部位设置有与该下导向孔前后连通的下导槽,背面对应上导向孔的部位设置有与该上导向孔前后连通的上导槽,所述下导槽内设置有与其上下滑动配合的前顶块4036,上导槽内设置有与其上下滑动配合的后顶块4037,所述前顶块4036和后顶块4037的端部均延伸在基座4031的外侧;所述上导向孔内设置有能够与其上下滑动配合的上滑块4130,所述后顶块4037与所述上滑块4130固定连接在一起,上滑块4130的底部设置有上复位簧4430,所述下导向孔内设置有能够与其上下滑动配合的下滑块4230,所述前顶块4036与所述下滑块4230固定连接在一起,下滑块4230的底部设置有下复位簧4530;所述基座4031顶部中心固定设置有衔接座4032,衔接座4032的中心设置有上下连通的柱孔,所述上滑块4130的顶面中心设置有与所述柱孔上下对应且大小吻合的插接孔,所述插接孔内固定设置有竖向向上的中心柱4038,该中心柱4038的顶部穿过柱孔并向上延伸,且所述中心柱4038与所述柱孔间隙配合;所述中心柱4038的顶部中心设置有上下连通的引出孔,顶部一侧位于衔接座4032上方的部位设置有衔接槽,所述衔接槽内间隙配合有下铆压柱4039,所述下铆压座4039的底部固定设置在所述衔接座4032上;所述上滑块4130的中心设置有与其底部以及插接孔底部中心上下连通的销孔,所述销孔与所述导向衔接孔上下对应且相互连通,所述下滑块4230的顶部中心固定设置有竖向向上的销杆4035,所述销杆4035的顶部自下而上依次穿过导向衔接孔、上复位簧4430、销孔以及引出孔并凸出在中心柱4038的顶部外侧,且所述销杆4035与所述导向衔接孔、上复位簧4430、销孔以及引出孔间隙配合,所述销杆4035上凸出在中心柱4038顶部外侧的部位套置有导位柱17;所述衔接座4032顶部上方设置有操作台4034,所述操作台4034底部与衔接座4032之间设置有缓压弹簧4330,操作台4034与所述衔接座4032之间通过所述缓压弹簧4330弹性连接,其顶部中心设置有上下连通的过渡孔,所述中心柱4038和下铆压柱4039的顶部穿过所述过渡孔并向上凸出在操作台4034的顶面外侧,所述中心柱4038和下铆压柱4039与所述过渡孔间隙配合,操作台4034的外侧设置有能够限定其上下弹性高度的限位套4033,所述限位套4033固定连接在衔接座4032上,其顶部中心设置有与所述操作台4034外周上下滑动配合的套孔,所述操作台4033通过套孔可以相对于所述限位套4033进行高度位置的上下活动。
24.为了能够将内圈固定座15自动装入空置的基台403顶部,如图11至图14所示,所述固定座上料机构6包括上料底座601,所述上料底座601正面靠近底部的位置滑动设置有能
够左右移动的第一驱动座602,所述第一驱动座602的左端与固定设置在上料底座601上的第一驱动气缸6021传动连接,第一驱动座602的正面滑动设置有能够左右移动的第二驱动座603,所述第二驱动座603的右端与固定设置在第一驱动座602上的第二驱动气缸6031传动连接;所述第一驱动座602正面靠近底部的位置设置有顶面水平且与其一体成型的托座,所述托座顶部设置有上下连通且便于内圈固定座15下落的落料孔6022,托座顶面设置有与其左右滑动配合的送料滑板6032,所述送料滑板6032上设置有上下连通且便于内圈固定座15下落的过渡孔6033,送料滑板6032左右移动时能够带动过渡孔6033与所述落料孔6022上下重叠对应;所述送料滑板6032固定连接在所述第二驱动座603上,其顶部上方设置有能够与其顶面左右滑动配合的导座604,所述导座604顶部设置有上下连通且便于内圈固定座15的下料孔6042和导向压孔6043,所述下料孔6042和导向压孔6043左右并列设置,所述送料滑板6032左右移动时能够带动过渡孔6033分别与下料孔6042和导向压孔6043上下重叠对应,所述导座604上对应下料孔6042的前后两侧部位对称设置有两块位置传感器606,两块所述位置传感器606均贴近导座604的底面;所述下料孔6042的顶部固定设置有便于内圈固定座15导引的导杆6041,该导杆6041的顶部与供料振动盘5上的出料口衔接在一起,所述导向压孔6043内竖向穿设有与其间隙配合的压料杆6052,所述压料杆6052的顶部固定连接有能够与所述上料底座601上下滑动配合的顶压板605,所述顶压板605顶部设置有与其上下传动连接的顶压气缸6051,所述顶压气缸6051固定设置在所述上料底座601上。
25.为了能够将导位柱17从装配好后的游丝部件上取下并重新插接到新的基台403顶部,如图15所示,所述导位柱转移机构7包括架设在组装台4顶部上方的转移底座701,所述转移底座701固定设置在所述机架1上,转移底座701上固定设置有第一直线模组702,所述第一直线模组702的一端介于固定座上料机构6与游丝预压机构8之间,另一端介于游丝压机9与压铆机构10之间,第一直线模组702上具有能够随其往复直线运动的滑台,所述滑台上固定设置有升降气缸,升降气缸下方连接有与所述滑台上下滑动配合的导位柱夹爪气缸703,夹爪气缸703通过升降气缸可以上下升降活动,所述导位柱夹爪气缸703的底部设置有能够对导位柱27进行取放的导位柱夹爪704;所述机架1顶部介于游丝压机9与压铆机构10之间的部位固定设置有与导位柱转移机构7上下对应的下压机构16,如图24所示,所述下压机构16位于组装台4的底部下方,其由下压座1601、下压气缸1602、下压板1603和下压块1604组成,所述下压气缸1602固定设置在下压座1601的正面,所述下压板1603活动设置在下压气缸1602的正面外侧,下压气缸1602能够驱动下压板1603进行上下活动,所述下压块1604固定设置在下压板1603的正面,其能够随下压板1603上下同步活动。
26.为了能够对套置在导位柱17外部的游丝13沿着导位柱17向靠近内圈固定座15的位置预压,如图16所示,所述游丝预压机构8包括预压座801,所述预压座801正面靠近顶部的位置固定设置有预压气缸802,所述预压气缸802的底部下方设置有与所述预压座801正面上下滑动配合的预压衔接座803,所述预压衔接座803的顶部与所述预压气缸802上下传动连接,其正面靠近底部的位置设置有预压头804,所述预压头804的底部中心设置有上下连通的压孔,该压孔能够与所述导位柱17套接配合;所述预压衔接座803的一侧固定设置有向后延伸的衔接座活动块8031,所述衔接座活动块8031的上下两侧对称设置有两块预压限位块805,两块预压限位块805均固定设置在所述预压座801上,其用于限制衔接座活动块8031的上下活动高度。
27.为了能够将导位柱17外部的游丝13压合在内圈固定座15外,且保证压合过程中导位柱17位置的稳定性,防止导位柱17受力偏移影响游丝13与内圈固定座15之间压合的精准性,如图17所示,所述游丝压机9包括压机底座900,压机底座900正面靠近顶部的位置固定设置有顶针气缸901,所述顶针气缸901的底部固定设置有竖向向下的顶针9011,顶针9011通过顶针气缸901能够上下升降活动;所述压机底座900正面位于顶针气缸901正下方的部位活动设置有稳压座9021,所述稳压座9021与所述压机底座900上下滑动连接,其顶部对应顶针9011的部位设置有上下连通的顶孔9022,所述顶针9011穿设在所述顶孔9022内,其与所述顶孔9022间隙配合,为了方便顶孔9022能够套置在导位柱17外部,便于顶针9011顶住导位柱17顶部,所述顶孔9022的结构与所述导位柱17的结构相吻合,导位柱17能够套接在所述顶孔9022内;所述稳压座9021的一侧与固定设置在压机底座900侧面的压合气缸902上下传动连接,另一侧固定设置有稳压活动块9023,所述稳压活动块9023的上下两侧对称设置有两块稳压限位块903,两块稳压限位块903均固定设置在所述压机底座900上,其用于限制稳压活动块9023的上下活动高度。
28.为了对压合在一起的游丝13与内圈固定座15上下铆接在一起,如图18所示,所述压铆机构10包括压铆座1001,所述压铆座1001顶部固定设置有压铆气缸1002,正面设置有与其上下滑动连接的压铆衔接板1003,所述压铆衔接板1003顶部与所述压铆气缸1002上下传动连接,底部中心固定设置有限位压块1004,限位压块1004底部边侧固定设置有向下凸出的半圆形压铆凸起1005,该压铆凸起1005与基台403上的下铆压柱4039能够上下对应;所述压铆衔接板1003的一侧固定设置有压铆活动块1006,压铆活动块1006的上下两侧对称设置有两块用于限制其上下活动高度的稳压限位块1007,两块所述稳压限位块1007均固定连接在所述压铆座1001上。
29.为了将组合在一起的游丝13和内圈固定座15从基台403顶部取下码放,如图19所示,所述下料机构11包括横向设置在机架1顶部的第二直线模组1101以及纵向设置在机架1顶部的载台;所述第二直线模组1101通过模组支架1105架设在所述载台顶部上方,其左端悬置于组装台4的顶部上方;所述第二直线模组1101上固定设置有能够随其左右往复直线运动的下料气缸1107,下料气缸1107的底部设置有下料吸嘴1106,所述下料气缸1107可以驱动所述下料吸嘴1106上下升降活动;所述载台由下料底座1103、丝杆传动机构1104和下料载板1102组成,所述下料底座1103固定设置在机架1上,所述丝杆传动机构1104纵向设置在所述下料底座1103上,其位于第二直线模组1101的正下方,呈“十”字形交叉设计,所述下料载板1102固定设置在所述丝杆传动机构1104上,其可以随丝杆传动机构1104在第二直线模组1101的正下方进行前后直线活动,所述下料载板1102的顶面设置有便于游丝13与内圈固定座15组合件摆放的料盘1108。
30.为了便于第一分割器202和第二分割器402的独立转动,所述第一分割器202和第二分割器402上均设置有与其传动连接的伺服电机。
31.为了能够对上料转盘201和分割转盘401起到平衡及支撑作用,且不干涉上料转盘201和分割转盘401的转动,如图20所示,所述机架1顶部对应上料转盘201以及分割转盘401底面的位置均设置有多个支撑机构12,所述支撑机构12由支撑座1201和竖向设置在支撑座1201顶部的防阻平衡轮1202组成,所述上料转盘201和分割转盘401底部的多个支撑机构12分别以上料转盘201和分割转盘401的底面中心为圆心圆形阵列分布,其中位于上料转盘
201底部的支撑机构12其防阻平衡轮1202顶部与上料转盘201的底面接触,位于分割转盘401底部的支撑机构12其防阻平衡轮1202顶部与经过其顶部的基台403底面接触。
32.为了方便游丝13能够套接在内圈固定座15,如图25所示,所述导位柱17呈尖锥状,其外侧四周均设由若干上下连通的导向槽1701,游丝13内圈端头通常具有折边,通过折边可以顺着导向槽13下落,通过导向槽13可以保证游丝13顺着导位柱17落下时位置的固定性,所述预压头804底部的压孔能够与所述导位柱17上下套接配合,方便预压头804通过压孔顺着导位柱17外侧将其外套的游丝13向下推送至内圈固定座15外。
33.为了方便基台403上游丝13与内圈固定座15组合时销杆4035和中心柱4038位置的稳定性,所述机架1顶部对应导位柱转移机构7左端底部的部位以及上下对应游丝预压机构8和游丝压机9的位置均设置有一组限位机构14,如图21所示,所述限位机构14均位于分割转盘401的底部下方,分割转盘401上基台403的转动轨迹经过所述限位机构14的正上方;所述限位机构14由前限位柱1401和后限位柱1402组成,所述前限位柱1401和后限位柱1402前后对应,之间具有便于基台403底部通过的间隙,所述前限位柱1401的高度低于后限位柱1402的高度,前限位柱1401和后限位柱1402的对应面上分别活动设置有一组防阻支撑轮1403,所述基台403上的前顶块4036其底面至机架1顶部的高度距离与前限位柱1401上防阻支撑轮1403顶部至机架1顶部的距离相吻合,所述基台403上的后顶块4037其底面至机架1顶部的高度距离与后限位柱1401上防阻支撑轮1403顶部至机架1顶部的距离相吻合。
34.其具体工作方式如下:供料震动盘5将倒置在其内部的内圈固定座15向固定座上料机构6震动推送,进入固定座上料机构6上的内圈固定座15沿着导杆6041进入导座604的下料孔6042内,此时送料滑板6032上的过渡孔6033余所述下料孔6042上下对应,进入下料孔6042内的内圈固定座15顺势落入过渡孔6033内,同时第一驱动气缸6021驱动第一驱动座602及设置在第一驱动座602上的第二驱动座603和第二驱动气缸6031同步移动,第一驱动座602上的落料孔6022移动到组装台4上位于固定座上料机构6下方的基台403正上方,待落料孔6022与压料杆6052上下对应,且位置传感器606感测到过渡孔6033内进入内圈固定座15时,第二驱动气缸6031驱动第二驱动座603向右移动,第二驱动座603带动与其连接的送料滑板6032向右同步移动,待过渡孔6033与压料杆6052以及落料孔6022上下对应时停止,接着定压气缸6051驱动顶压板605向下,顶压板605带动压料杆6052同步向下,压料杆6052驱动过渡孔6033内的内圈固定座15顺着落料孔6022落在其底部的基台403顶部,通过压料杆6052将内圈固定座15抵压在基台403上中心柱4038的顶部外侧;内圈固定座15安装在基台403上后,该基台403在分割转盘401的驱动下顺时针方向转动到导位柱转移机构7的左端下方,此时,与该基台403上下对应的限位机构14其前限位柱1401和后限位柱1402分别与基台403上的钱顶块4036和后顶块4037上下抵触在一起;导位柱转移机构7上的导位柱夹爪704将位于其右端下方基台403顶部的导位柱17抓起,通过第一直线模组702向左移动到导位柱转移机构7左端下方的基台403上方,通过升降气缸向下驱动导位柱夹爪气缸703,并将导位柱17向下套置在销杆4035顶部位于中心柱4038顶部外侧的部位,导位柱17套置在销杆4035上时,由于限位机构14对该基台403上前顶块4036和后顶块4037的顶触,因此销杆4035不会向下收缩,方便导位柱17的套置安装;装配有导位柱17的基台403继续顺时针转到对应上料工作台2右侧的部位,上料转盘201将顶部具有游丝13的部位转到照射灯203的正下方,照射灯对该部位进行照明,同时视觉定位抓取机器人3随机抓取一个上料转盘201上的游丝
13并转向套置在对应基台403顶部的导位柱17上,放置有游丝13的基台403继续顺时针转动到游丝预压机构8的正下方,与游丝预压机构8上下对应的限位机构14与转至该处基台403上的前顶块4036和后顶块4037上下抵触在一起,预压气缸802启动,并驱动预压衔接座803向下,预压衔接座803带动预压头804向下运动,所述预压头804底部的压孔套接在所述导位柱17的外部,并沿着导位柱17向下,预压头804顺着导位柱17向下时会将导位柱17外侧的游丝13向下推送至靠近内圈固定座15的顶部之处,由于限位机构14的反向作用力,与其相抵触的前顶块4036和后顶块4037高度位置不变,从而保证了销杆4035和中心柱4038的位置高度,方便导位柱17向下受力时位置高度不收干扰,便于游丝13的下降;游丝13预压结束后对应的基台403顺时针转动到游丝压机9的底部下方,位于游丝压机9底部下方的限位机构14向上顶住对应基台403上的前顶块4036和后顶块4037,限定住前顶块4036和后顶块4037后,对应基台403中的销杆4035和中心柱4038的高度位置不受外力干扰和上下浮动;此时顶针气缸901驱动顶针9011向下并顶住与其上下对应的导位柱17顶部,保证导位柱17的稳定性,接着压合气缸902驱动稳压座9021向下,稳压座9021顺着顶针9011向下,其底部的顶孔9022向下套置在导位柱17外部并随着压力顺着导位柱17向下运动,将导位柱17外部的游丝13压合在下方的内圈固定座15外部;游丝13与内圈固定座15压合后,承托游丝13和内圈固定座15的基台403顺时针转动至导位柱转移机构7右端的底部下方,位于导位柱转移机构7底部下方的下压机构16通过下压气缸1602驱动下压板1603向下,下压板1603带动下压块1604同步向下,下压块1604将对应基台403上的前顶块4036同步下压,前顶块4036带动与其连接的下滑块4230同步下降,下滑块4230带动销杆4035向下,销杆4035向下,其顶部的导位柱17与所述销杆4035相互脱离,接着导位柱转移机构7上的升降气缸驱动导位柱夹爪气缸703向下,并通过导位柱夹爪气缸703驱动导位柱夹爪704夹住导位柱17,通过第一直线模组702送到预要安装导位柱17的基台403处;取出导位柱17后的基台403随着分割转盘401继续顺时针转动至压铆机构10处,基台403上的下铆压柱4039余压铆机构10上的压铆凸起1005上下对应,压铆气缸1002驱动压铆衔接板1003下降,压铆衔接板1003带动限位压块1004同步下降,限位压块1004带动压铆凸起1005向下,限位压块1004底面和基台403上操作台4034顶面将压合在一起的游丝13和内圈固定座15抵压固定住,操作台4034、中心柱4038和销杆4035受到限位压块1004的压力向下收缩,操作台4034下降一定高度后受到衔接座4032的限制停止下降,而销杆4035和中心柱4038受压继续向下,由于下铆压柱4039固定设置在衔接座4032上,因此,操作台4034、销杆4035以及中心柱4038向下时,其顶部相对于向上凸出,通过上下对应的铆压凸起1005和下铆压柱4039将压合在一起的游丝和内圈固定座15其套接部位部分铆压在一起,固定连接,形成游丝部件,游丝部件加工完成后基台403承载游丝部件顺时针方向转到下料机构11延伸在组装台4顶部上方的部位下方,接着第二直线模组1101驱动下料吸嘴1106移动到载有游丝部件的基台403正上方,下料气缸1107驱动下料吸嘴1106向下并吸附住游丝部件,然后通过第二直线模组1101带动游丝部件移动至料盘1108的上方,并放置在料盘1108内,料盘1108通过丝杆传动机构1104可以前后运动,第二支线模组1101可以驱动下料吸嘴1106左右直线运动,便于下料吸嘴1106吸取的游丝部件放置在指定的料盘1108,料盘1108放满后通过丝杆传动机构1104向右驱动,方便料盘1108卸取。
35.这种游丝与内圈固定座自动组装机可以实现游丝与内圈固定座的自动组装及压铆工作,替代了人工操作,大大节省了劳动力,提高了工作效率,降低了生产成本,且产品加
工质量能够得到有效保障,便于行业推广普及。
36.需要强调的是:以上仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1