切换机半成品组装机的制作方法
1.本发明涉及镜头切换机技术领域,具体的说是一种切换机半成品组装机。
背景技术:
2.切换机是镜头切换镜头模块的重要部件,在生产组装切换机时,目前缺乏专门的组装设备,需要工作人员对各零部件进行手动组装,这种处理方式需要工作人员对各种小尺寸部件进行拼装组合,不仅影响组装效率,也会导致组装误差增大,影响良品率。因此有必要设计一种切换机半成品组装机,以提高切换机的组装效率,提高产出良品率。
技术实现要素:
3.针对现有技术中存在的上述不足之处,本发明目的是提供一种切换机半成品组装机,能够实现镜头切换机中底壳、u铁、线包治具的快速组装,能够有效提高半成品组件的组装效率,并且能够提高产出良品率。
4.本发明为实现上述目的所采用的技术方案是:切换机半成品组装机,包括工作台以及安装于工作台上的八工位切换机构,还包括安装于工作台上并布置在八工位切换机构外围的底壳上料机构、u铁线包组装机构、点胶模组、下料机构;
5.八工位切换机构包括同心布置固定盘、转动盘,转动盘外缘处配套安装有八组等分分布的安装座,固定盘设置于转动盘上方并保持固定安装;
6.底壳上料机构包括第一振动盘上料机、第一双轴夹具,第一振动盘上料机直线段料道沿转动盘的半径方向布置,第一双轴夹具安装于固定盘上并布置在第一振动盘上料机直线段料道的延伸方向上;
7.u铁线包组装机构包括组装座、皮带上料模组、第二震动盘上料机、第一行进模组、第一行进模组、第二双轴夹具、第三双轴夹具,组装座安装于转动盘外围,皮带上料模组、第二震动盘上料机的直线段料道均朝向组装座布置,第一行进模组安装于组装座一侧,第二双轴夹具安装于第一行进模组的活动端上,第三双轴夹具安装于固定顶盘上并布置在组装座一侧;
8.下料机构包括皮带下料模组、第二行进模组、单轴夹具,第二行进模组布置在转动盘与皮带下料模组之间,单轴夹具安装于第二行进模组的活动端上。
9.在其中一些实施中,为保证对输入至转动盘安装座上半成品组装件的是否合格、是否安装精确,提供有如下技术方案。所述固定盘的外缘处配套安装有第一检测模块、第二检测模块、第三检测模块、第四检测模块,且底壳上料机构、第一检测模块、u铁线包组装机构、第二检测模块、第三检测模块、点胶模组、第四检测模块、下料机构呈八等分的姿态围绕八工位切换机构布置。
10.在上述提供的底壳上料机构的技术方案基础上,为保证上料机构能够将第一振动盘上料机上输送的底壳输送至转动盘上的安装座上,以方便后续对底壳进行组装工作,提供如下关于第一双轴夹具的技术方案。第一双轴夹具包括第一行进组件、第一升降组件、第
一夹头,第一行进组件固定安装于固定盘上并沿第一振动盘上料机的直线段料道方向行进,第一升降组件固定安装于第一行进组件的活动端并沿竖直方向升降运动,第一夹头固定安装于第一升降组件活动端的底部。
11.在其中一些实施中,为实现将线包治具运输至组装座上,提供如下技术方案以对u铁线包组装机构做进一步说明。所述第二双轴夹具包括第二行进组件、第二升降组件、第二夹头,第二行进组件固定安装于第一行进模组的活动端上并沿垂直于第一行进模组的方形运动,第二升降组件固定安装于第二行进组件的活动端并沿竖直方向升降运动,第二夹头固定安装于第二升降组件活动端的底部。
12.在其中一些实施中,为实现将u铁由第二振动盘上料机上转运至组装座上实现与线包治具的组合,并将组合有线包治具的u铁转运至安装座上与对应底壳组装,提供如下技术方案以对u铁线包组装机构做进一步说明。所述第三双轴夹具包括第三行进组件、第三升降组件、第三夹头,第三行进组件固定安装于固定盘上并沿第二振动盘上料机的直线段料道方向行进,第三升降组件固定安装于第三行进组件的活动端并沿竖直方向升降运动,第三夹头固定安装于第三升降组件的活动端。
13.在其中一些实施中,为保证下料机构能够将对应安装座上组装完成的半成品组件输出,提供如下技术方案以对下料机构作进一步的说明。所述第二行进模组的路径处设置有ng料箱,所述单轴夹具包括第四升降组件、第四夹头,第四升降组件固定安装在第二行进模组的活动端上并沿竖直方向升降,第四夹头固定安装在第四升降组件活动端底部。
14.在其中一些实施中,为保证点胶模组能够将组合后的u铁、线包治具、底壳进行精准点胶,提供如下技术方案,以对点胶模组进行说明。所述点胶模组包括第三行进模组、第五升降组件、点胶机,第三行进模组的活动端上固定安装有第五升降组件,第五升降组件沿竖直方向升降运动,点胶机的固定安装在第五升降组件的活动端。
15.本发明的有益效果:底壳上料机构用于传输底壳并安装于对应位置的转动盘安装座上,u铁线包组装机构用于将传输的u铁线包治具插接组合后安装于底壳之上,点胶模组用于对组合的u铁、线包治具、底壳进行点胶实现彼此的粘接组合,下料机构用于将组装完成的半成品组件输出,综上,本技术通过全自动的装配组装方式,能够实现镜头切换机中底壳、u铁、线包治具的快速组装,能够有效提高半成品组件的组装效率,由于是自动化的完成组装过程,能够提高产出的良品率。
附图说明
16.图1为本发明的结构示意图;
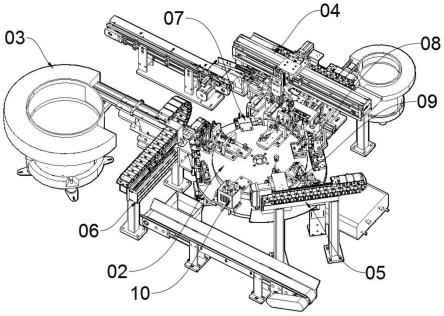
17.图2为以图1为基础去除工作台、控制箱后的结构示意图;
18.图3为底壳上料机构的结构示意图;
19.图4为u铁线包组装机构的结构示意图;
20.图5为点胶模组的结构示意图;
21.图6为下料机构的结构示意图;
22.图7为八工位切换机构以及其上安装部件的结构示意图。
23.图中:01工作台、02八工位切换机构、21固定盘、22转动盘、23安装座、03底壳上料机构、31第一振动盘上料机、321第一行进组件、322第一升降组件、323第一夹头、04u铁线包
组装机构、41组装座、42皮带上料模组、43第二振动盘上料机、44第一行进模组、451第二行进组件、452第二升降组件、453第二夹头、461第三行进组件、462第三升降组件、463第三夹头、05点胶模组、51第三行进模组、52第五升降组件、53点胶机、54点胶控制器、06下料机构、61皮带下料模组、62第二行进模组、631第四升降组件、632第四夹头、64ng料箱、07第一检测模块、08第二检测模块、09第三检测模块、10第四检测模块、11控制箱。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.请参阅图1-7,切换机半成品组装机,包括工作台01以及安装于工作台01上的八工位切换机构02,还包括安装于工作台01上并布置在八工位切换机构02外围的底壳上料机构03、u铁线包组装机构04、点胶模组05、下料机构06;
26.八工位切换机构02包括同心布置固定盘21、转动盘22,转动盘22外缘处配套安装有八组等分分布的安装座23,固定盘21设置于转动盘22上方并保持固定安装;
27.底壳上料机构03包括第一振动盘上料机31、第一双轴夹具,第一振动盘上料机31直线段料道沿转动盘22的半径方向布置,第一双轴夹具安装于固定盘21上并布置在第一振动盘上料机31直线段料道的延伸方向上;
28.u铁线包组装机构04包括组装座41、皮带上料模组42、第二震动盘上料机、第一行进模组44、第一行进模组44、第二双轴夹具、第三双轴夹具,组装座41安装于转动盘22外围,皮带上料模组42、第二震动盘上料机的直线段料道均朝向组装座41布置,第一行进模组44安装于组装座41一侧,第二双轴夹具安装于第一行进模组44的活动端上,第三双轴夹具安装于固定顶盘上并布置在组装座41一侧;
29.下料机构06包括皮带下料模组61、第二行进模组62、单轴夹具,第二行进模组62布置在转动盘22与皮带下料模组61之间,单轴夹具安装于第二行进模组62的活动端上。
30.为控制转动盘22稳定转动的同时固定盘21始终处于静止状态,提供如下技术方案,工作台01上固接有竖直布置的安装柱,固定盘21轴心处与安装柱顶端固接,安装柱外围转动安装有转动筒,转动盘22轴心处固接在转动盘22顶端并布置在固定盘21下方,驱动电机固定安装在工作台01上并与转动筒动力连接,驱动电机工作能够带动转动盘22自由转动且与固定盘21不发生空间干涉,而固定盘21始终处于静止状态。
31.底壳上料机构03用于传输底壳并安装于对应位置的转动盘22安装座23上,u铁线包组装机构04用于将传输的u铁线包治具插接组合后安装于底壳之上,点胶模组05用于对组合的u铁、线包治具、底壳进行点胶实现彼此的粘接组合,下料机构06用于将组装完成的半成品组件输出。
32.在其中一些实施中,为保证对输入至转动盘22安装座23上半成品组装件的是否合格、是否安装精确,提供有如下技术方案。固定盘21的外缘处配套安装有第一检测模块07、第二检测模块08、第三检测模块09、第四检测模块10,且底壳上料机构03、第一检测模块07、u铁线包组装机构04、第二检测模块08、第三检测模块09、点胶模组05、第四检测模块10、下
料机构06呈八等分的姿态围绕八工位切换机构02布置。
33.在底壳上料机构03将底壳安装于转动盘22的安装座23上后,第一检测模块07用于检测底壳是否与安装座23嵌套吻合,以保证后续工序稳定进行,因此第一检测模块07通过激光位移传感器竖直向下对底壳与安装座23的组合状态进行监测,判断是否满足标准要求;在u铁线包组装机构04将插接组合后的u铁线包治具安装于底壳之上后,第二检测模块08用于检测各部件组合后的状态是否吻合,因此第二检测模块08由伸缩气缸带动顶座下行与u铁、线包治具相抵,以判断其是否稳定插接于底壳上;第三检测模块09用于判断组合后的u铁、线包组合姿态是否正确,因此通过激光位移传感器斜向对其组合状态进行监测,以保证点胶模组05能够将u铁、线包治具、底壳进行点胶;经过点胶模组05处理后的半成品部件通过第四检测模块10进行检测,以判断组合完成后的部件是否为良品,进而由下料机构06控制组合后的成品的输出状态。
34.在上述提供的底壳上料机构03的技术方案基础上,为保证上料机构能够将第一振动盘上料机31上输送的底壳输送至转动盘22上的安装座23上,以方便后续对底壳进行组装工作,提供如下关于第一双轴夹具的技术方案。第一双轴夹具包括第一行进组件321、第一升降组件322、第一夹头323,第一行进组件321固定安装于固定盘21上并沿第一振动盘上料机31的直线段料道方向行进,第一升降组件322固定安装于第一行进组件321的活动端并沿竖直方向升降运动,第一夹头323固定安装于第一升降组件322活动端的底部。
35.第一行进组件321由伸缩气缸作为行进动力源,该伸缩气缸伸长时带动第一升降组件322、第一夹具运行至第一振动盘上料机31直线段料到的末端,第一升降组件322同样由伸缩气缸作为动力源,该伸缩气缸生常识带动第一夹具下行,并由第一夹具作用将直线段料到上的底壳夹起,通过控制第一双轴夹具中的伸缩气缸收缩以使夹取的底壳处于转动盘22中安装座23的正上方,控制第一升降机构带动第一夹具以及所夹取的底壳下行至安装座23上,取消第一夹取对底壳的夹紧效果使底壳嵌套安装于安装座23上。
36.在其中一些实施中,为实现将线包治具运输至组装座41上,提供如下技术方案以对u铁线包组装机构04做进一步说明。第二双轴夹具包括第二行进组件451、第二升降组件452、第二夹头453,第二行进组件451固定安装于第一行进模组44的活动端上并沿垂直于第一行进模组44的方形运动,第二升降组件452固定安装于第二行进组件451的活动端并沿竖直方向升降运动,第二夹头453固定安装于第二升降组件452活动端的底部。
37.皮带上料模组42用于传输线包治具,第二振动盘上料机43用于传输u铁。第一行进模组44控制第二夹头453运动至夹第二振动盘上料机43直线段料道的末端,并通过第二行进组件451、第二升降组件452的配合作用驱动第二夹头453运动以将线包治具夹起,并输送至组装座41上。第二双轴夹具的第二行进组件451、第二升降组件452均由伸缩气缸作为动力源。
38.在其中一些实施中,为实现将u铁由第二振动盘上料机43上转运至组装座41上实现与线包治具的组合,并将组合有线包治具的u铁转运至安装座23上与对应底壳组装,提供如下技术方案以对u铁线包组装机构04做进一步说明。第三双轴夹具包括第三行进组件461、第三升降组件462、第三夹头463,第三行进组件461固定安装于固定盘21上并沿第二振动盘上料机43的直线段料道方向行进,第三升降组件462固定安装于第三行进组件461的活动端并沿竖直方向升降运动,第三夹头463固定安装于第三升降组件462的活动端。
39.第三行进组件461、第三升降组件462均由伸缩气缸充当动力源,在第三行进组件461与第三升降组件462的配合工作,将第三夹头463运行至第二振动盘上料机43的直线段料道中,将其中u铁夹起并运输至组装座41处,控制u铁与线包治具组合后将其整体转运至对应安装座23上与底壳完成组装。
40.在其中一些实施中,为保证下料机构06能够将对应安装座23上组装完成的半成品组件输出,提供如下技术方案以对下料机构06作进一步的说明。第二行进模组62的路径处设置有ng料箱64,单轴夹具包括第四升降组件631、第四夹头632,第四升降组件631固定安装在第二行进模组62的活动端上并沿竖直方向升降,第四夹头632固定安装在第四升降组件631活动端底部。
41.当第四检测模块10判断半成品件为ok品时,第二行进模组62与单轴夹具配合运行,将对应安装座23上的成品夹取并输送至皮带下料模组61的上游端,由皮带下料模组61输出;当第四监测模块判断半成品件为ng品时,第二行进模组62与单轴夹具配合运行,将对应安装座23上的成品夹取并输送至ng料箱64中。
42.在其中一些实施中,为保证点胶模组05能够将组合后的u铁、线包治具、底壳进行精准点胶,提供如下技术方案,以对点胶模组05进行说明。点胶模组05包括第三行进模组51、第五升降组件52、点胶机53,第三行进模组51的活动端上固定安装有第五升降组件52,第五升降组件52沿竖直方向升降运动,点胶机53的固定安装在第五升降组件52的活动端。
43.通过第三行进模组51、第五升降组件52的配合作业,带动点胶机53运行,以对半成品组件的多个点位进行精准点胶,第五升降组件52由伸缩气缸作为动力源。
44.在工作台01上还设置有点胶控制器54,点胶控制器54与第三行进模组51、第五升降组件52、点胶机53信号连接,以对各部件的运行、工作状态进行控制,保证对半成品组件精准点胶。
45.为保证上述技术方案中各功能机构、设备能够稳定安装并彼此统筹组合,使其稳定安装于工作台01上,各功能机构、设备均配套连接有安装支架、安装支座。
46.为统筹控制各功能机构、设备按照设定程序稳定运行,还设置有控制箱11,控制箱11中安装有工控电脑主机,工控电脑主机与以上涉及的各功能机构、设备实现信号连接。
47.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
48.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1