工件螺钉安装、工件热处理并抛丸后检测的自动化设备的制作方法
1.本发明涉及工件螺钉拆装技术领域,涉及工件螺钉拆装自动化设备,尤其涉及工件螺钉安装、工件热处理并抛丸后检测的自动化设备。
背景技术:
2.因制造业的发展,大多工件间的连接通过螺丝与螺纹孔配合固定,现有高硬度工件上螺纹孔加工时,通常对工件预先进行热处理,提高工件的硬度,再加工螺纹孔,但因工件硬度增加,加工工件螺纹孔的加工刀具材质要求提高,实际加工时加工刀具属于消耗品,材质要求高的加工刀具成本高,导致加工成本增加。
3.而现有加工时工件的热处理及抛丸处理均在工件所有加工完成后进行,但热处理是将金属材料放在一定的介质内加热、保温、冷却,工件加工完成的螺纹孔极易热胀冷缩而导致形变,且抛丸就是利用高速运动的弹丸流连续冲击被强化工件表面,弹丸的高速冲击也容易导致工件加工完成的螺纹孔形变,影响使用。
4.为节省加工成本,以及为避免热处理及抛丸处理时工件螺纹孔形变,通常将工件的螺纹孔中装上螺钉再进行热处理及抛丸处理,但螺钉的拆装及工件螺纹孔的检测现下采用人工手动一个个的装卸螺钉,劳动强度大,油污多,在卸除螺钉后的螺纹检测也是人工一个个的用螺纹检具检查,十分繁琐,效率极低。
技术实现要素:
5.本发明针对带有螺纹孔工件螺钉拆装及螺纹孔检测人工操作效率低、劳动强度大的问题,本发明所要解决的技术问题是提供一种集螺钉安装、拆卸、螺纹孔检测一体,提高工作效率、降低劳动强度的工件螺钉安装、工件热处理并抛丸后检测的自动化设备。
6.本发明解决上述技术问题所采用的技术方案为:工件螺钉安装、工件热处理并抛丸后检测的自动化设备,包括:
7.螺钉拆装机,螺钉拆装机由螺钉枪、振动盘送料机、定板、升降板、工件安装台、输送管及去螺钉组件组成;
8.所述螺钉枪固定在升降板上,升降板设于所述定板上方并能相对定板纵向升降,螺钉枪的驱动端能驱动螺钉正转或反转;
9.所述工件安装台设于定板下方,工件安装台能相对定板水平位移;
10.所述振动盘送料机通过输送管与螺钉枪的驱动端连通,振动盘送料机为螺钉枪输送螺钉;
11.所述去螺钉组件安装在升降板下方,螺钉拆装机用于拆卸螺钉时,去螺钉组件通电并对拆卸的螺钉进行推离,拆卸的螺钉从螺钉枪上掉落;
12.设有控制系统控制螺钉枪、振动盘送料机、升降板、工件安装台及去螺钉组件工作;
13.带有螺纹孔的工件通过螺钉拆装机螺钉安装、拆卸及检测一体加工步骤如下:
14.步骤一:通过螺钉拆装机将螺钉安装至工件的螺纹孔中;
15.步骤二:安装有螺钉的工件进行热处理;
16.步骤三:对热处理后安装有螺钉的工件进行抛丸处理;
17.步骤四:通过螺钉拆装机将热处理后的螺钉拆离工件,且去螺钉组件将螺钉枪上拆离的螺钉推落;
18.步骤五:通过螺钉拆装机对工件的螺纹孔进行螺纹检测,螺钉枪驱动端扭力值为控制系统判定螺纹孔是否合格的依据,控制系统控制工件螺纹孔检测时螺钉的使用检测次数,去螺钉组件对达到检测次数的螺钉进行推落,振动盘送料机输送新的螺钉进行替换。
19.本发明进一步的优先方案为:所述控制系统依次驱动振动盘送料机送料、工件安装台移至定板正下方、升降板下降、螺钉枪工作、升降板上升及工件安装台远离定板位移,所述控制系统振动盘送料机送料及工件安装台水平位移至定板正下方同步。
20.本发明进一步的优先方案为:所述定板上设有上下贯穿的通孔,所述螺钉枪的驱动端能从定板的通孔处伸至定板下方。
21.本发明进一步的优先方案为:所述去螺钉组件包括安装在升降板下方的泵体和缸体,缸体中设有能通过泵体驱动伸缩的伸缩杆。
22.本发明进一步的优先方案为:所述定板上设有旋钮开关,旋钮开关电连接电源及泵体,且缸体绝缘连接在旋钮开关上,旋钮开关转动时,所述缸体随旋钮开关转动。
23.本发明进一步的优先方案为:所述旋钮开关旋转通电,泵体能驱动缸体中的伸缩杆伸缩活动途经螺钉枪驱动端的正下方;
24.所述旋钮开关旋转断电,缸体带动伸缩杆偏离螺钉枪驱动端的正下方。
25.本发明进一步的优先方案为:所述伸缩杆的伸缩方向与缸体的旋转方向垂直,且伸缩杆的伸缩方向平行于升降板。
26.与现有技术相比,本发明的优点在于,通过对螺钉枪正转或反转控制、去螺钉组件通断电驱动,以及螺钉枪扭力值变化,实现螺钉相对工件的安装、拆卸,及对工件螺纹孔检测一体化设置,替代人工拆装及检测,提高拆装及检测的工作效率,降低劳动强度。
附图说明
27.以下将结合附图和优选实施例来对本发明进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本发明范围的限制,此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
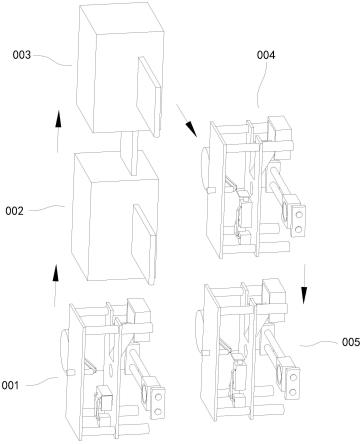
28.图1为本发明优选实施例螺钉安装、拆卸、热处理、抛丸及螺纹孔检测的设备示意图;
29.图2为本发明优选实施例螺钉拆装机去螺钉组件断电停用的结构示意图;
30.图3为本发明优选实施例螺钉拆装机去螺钉组件通电工作的结构示意图;
31.图4为本发明优选实施例螺钉拆装机去螺钉组件通电工作的正视图;
32.图5为本发明优选实施例螺钉安装、拆卸、热处理、抛丸及螺纹孔检测的操作流程图。
33.图中:001、螺钉安装装置;002、热处理装置;003、抛丸装置;004、螺钉拆卸装置;
005、螺纹孔检测装置;006、螺钉拆装机;1、螺钉枪;2、振动盘送料机;3、定板,31、通孔;4、升降板;5、工件安装台;6、输送管;7、去螺钉组件,71、泵体,72、缸体,73、伸缩杆,74、接管,75、旋钮开关;8、储料盒。
具体实施方式
34.以下将参考附图来详细描述本发明的优选实施例,本领域中的技术人员将领会的是,这些描述仅为描述性的、示例性的,并且不应被解释为限定了本发明的保护范围。
35.应注意到:相似的标号在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可能不再对其进行进一步定义和解释。
36.本实施例主要对集螺钉安装、拆卸、螺纹孔检测一体,提高工作效率、降低劳动强度的工件螺钉安装、工件热处理并抛丸后检测的自动化设备进行阐述,具体如下:
37.如图1~5所示,工件螺钉安装、工件热处理并抛丸后检测的自动化设备,根据加工顺序依次设有螺钉安装装置001、热处理装置002、抛丸装置003、螺钉拆卸装置004和螺纹孔检测装置005,螺钉安装装置001、螺钉拆卸装置004和螺纹孔检测装置005各配置有一组六轴机械手,六轴机械手用于工件的搬运,设有控制系统控制各装置及各六轴机械手工作。
38.其中螺钉安装装置001、螺钉拆卸装置004及螺纹孔检测装置005均设有螺钉拆装机006,螺钉拆装机006包括螺钉枪1、振动盘送料机2、定板2、升降板4、工件安装台5、输送管6及去螺钉组件7,定板2设有上下贯穿的通孔31,工件安装台5能水平位移,定板2设于安装台上方稳定不动,且升降板4设于定板2上方能竖直升降,螺钉枪1固定安装在升降板4上,输送管6连通振动盘送料机2及螺钉枪1的驱动端,去螺钉组件7安装在定板2上端面上,优选的,螺钉拆装机006初始状态时,工件安装台5远离定板2通孔31正下方,且升降板4及螺钉枪1偏离定板2。
39.振动盘送料机2中具有若干安装螺钉或检测螺钉,安装螺钉或检测螺钉通过输送管6输送至螺钉枪1的驱动端处,螺钉枪1的驱动端磁性吸附安装螺钉或检测螺钉,且去螺钉组件7能对螺钉枪1驱动端磁性吸附的检测螺钉推动落料。
40.去螺钉组件7包括泵体71、缸体72、伸缩杆73和接管74,接管74连接泵体71和缸体72,伸缩杆73局部设于杆体中,泵体71通过气压或液压作用驱动伸缩杆73相对缸体72伸出或回缩,泵体71固定在定板2上端面,定板2上固定有旋钮开关75,旋钮开关75能使得泵体71通电工作,缸体72固定连接旋钮开关75,即缸体72通过旋钮开关75带动能相对升降板4转动,优选的,伸缩杆73的伸缩方向与缸体72的旋转方向垂直,且伸缩杆73的伸缩方向平行于定板2。
41.实际加工时,螺钉安装装置001中的振动盘送料机2通电工作,且螺钉安装装置001的振动盘送料机2中具有若干安装螺钉,螺钉枪1正转驱动,去螺钉组件7断电停用,去螺钉组件7中的伸缩杆73偏离螺钉枪1设置;
42.螺钉拆卸装置004中的振动盘送料机2断电停用,去螺钉组件7通电工作,螺钉枪1反转驱动,且去螺钉组件7中的伸缩杆73能伸出并经过螺钉枪1下方;
43.螺纹孔检测装置005中的振动盘送料机2和去螺钉组件7均通电工作,螺纹孔检测装置005中的振动盘送料机2中具有若干检测螺钉,螺钉枪1正转驱动后在反转驱动,且去螺钉组件7中的伸缩杆73能伸出并经过螺钉枪1下方。
44.工件加工出螺纹孔后的具体加工步骤如下:
45.步骤一(螺钉安装):通过六轴机械手将待安装工件放置在螺钉安装装置001螺钉拆装机006的工件安装台5上,控制系统驱动工件安装台5带动待安装工件移动至定板2通孔31的正下方,同时振动盘送料机2通过输送管6输送安装螺钉至螺钉枪1的驱动端;
46.控制系统控制螺钉安装装置001螺钉拆装机006的升降板4带动螺钉枪1及安装螺钉下移,安装螺钉及螺钉枪1的驱动端穿过定板2的通孔31至待安装工件的螺纹孔正上方,螺钉枪1驱动安装螺钉正转,安装螺钉旋入待安装工件的螺纹孔中固定,待安装工件安装上安装螺钉后组成待热处理工件;
47.步骤二(热处理):通过人工或机械手将待热处理工件送入热处理装置002中,热处理装置002对待热处理工件进行热处理,得到待抛丸工件,提高待抛丸工件的硬度;
48.步骤三(抛丸):通过人工或机械手将热处理过的待抛丸工件送入抛丸装置003中,抛丸装置003对热处理过的待抛丸工件进行抛丸处理,得到待拆卸工件,来提高待拆卸工件疲劳断裂抗力,防止疲劳失效、塑性变形与脆断,提高待拆卸工件的疲劳寿命;
49.步骤四(螺钉拆卸):通过六轴机械手将抛丸后的待拆卸工件放置在螺钉拆卸装置004螺钉拆装机006的工件安装台5上,控制系统驱动工件安装台5带动待拆卸工件移动至定板2通孔31的正下方;
50.控制系统控制螺钉拆卸装置004螺钉拆装机006的升降板4带动螺钉枪1下移,螺钉枪1的驱动端穿过定板2的通孔31至待拆卸工件正上方并触接安装螺钉;
51.控制系统控制螺钉枪1驱动安装螺钉反转,并控制升降板4带动螺钉枪1上移,安装螺钉拆离后得到待检测工件,螺钉枪1通过磁性吸附安装螺钉,安装螺钉随螺钉枪1上移;
52.升降板4上移复位后,控制系统控制去螺钉组件7中的泵体71工作,伸缩杆73相对缸体72伸出,伸缩杆73推动磁性吸附在螺钉枪1驱动端的安装螺钉脱离,安装螺钉受伸缩杆73的推力作用掉出定板2,且安装螺钉掉落至预先备好的储料盒8中;
53.步骤五(螺纹孔检测):通过六轴机械手将拆离安装螺钉的待检测工件放置到螺纹孔检测装置005螺钉拆装机006的工件安装台5上,同时,螺纹孔检测装置005螺钉拆装机006中的振动盘送料机2通过输送管6输送检测螺钉至螺钉枪1的驱动端;
54.控制系统控制螺纹孔检测装置005螺钉拆装机006的升降板4带动螺钉枪1及检测螺钉下移,检测螺钉及螺钉枪1的驱动端穿过定板2的通孔31至待检测工件的螺纹孔正上方,螺钉枪1驱动检测螺钉正转旋入待检测工件的螺纹孔后,再反转旋出待检测工件的螺纹孔,检测螺钉对待检测工件上的螺纹孔进行螺纹检测。
55.优选的,控制系统控制同一检测螺钉的检测次数,检测次数达到后,通过去螺钉组件7中的伸缩杆73活动伸出,推落已完成检测次数的检测螺钉,并通过振动盘送料机2输送上新的未进行适配检测的检测螺钉,更换检测螺钉后,控制系统中的检测次数重新计数。
56.步骤五中的螺纹孔检测是基于步骤三中的抛丸处理,尽管都会对抛丸处理后的工件进行扫吹处理,减少待拆卸工件外表附着的抛沙,但部分细小抛沙不易掉落仍会附着在待拆卸工件外表,而在步骤四中拆离安装螺钉时,附着在安装螺钉外表上的抛沙极易掉落至工件的螺纹孔内,之所以要对同工件一起热处理及抛丸的安装螺钉进行拆卸,是因为工件要通过螺纹孔与其他产品螺纹连接,而应用于外接产品时,工件的螺纹孔容易因细小抛沙作用损坏螺纹孔内的螺纹,影响安装,因此在工件出厂时需预先对工件的螺纹孔进行检
测,减少出厂工件的次品率。
57.本实施例中,钉机带动检测螺钉正转及反转时,控制系统通过螺钉枪1反馈的扭力大小判定螺纹孔内的抛沙是否对螺纹孔内的螺纹造成损坏,当螺钉枪1的驱动端对检测螺钉施加的扭力值在允许变化范围内,工件的螺纹孔即为合格;而当螺钉枪1的驱动端对检测螺钉施加的扭力值超出允许变化范围,即认定为工件的螺纹孔不合格。
58.优选的,螺纹孔不合格的工件通过与螺纹孔检测装置005联动的六轴机械手取放至不合格区,而检测合格的工件亦通过与螺纹孔检测装置005联动的六轴机械手取放至合格区。
59.上述中控制系统可采用plc控制器,且工件安装台5可通过吸力将放置在工件安装台5上的工件吸附固定。
60.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
61.以上对本发明所提供的工件螺钉安装、工件热处理并抛丸后检测的自动化设备进行了详细介绍,本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明及核心思想,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1