一种利用激光熔凝修复不锈钢车体侧墙的工艺方法与流程
1.本发明涉及城市轨道交通装备领域,具体涉及一种利用激光熔凝修复不锈钢车体侧墙的工艺方法。
背景技术:
2.奥氏体不锈钢具有较高的耐腐蚀性、耐热性、较好的低温性能及良好的加工性能等优质性能,已经广泛应用在核武器、化工、石油和能源等工业领域。目前,轨道客车钢车体材料选用碳钢与301ln奥氏体不锈钢两种,后者较前者具有热导率低、线膨胀系数大的特点,所以当采用焊接热输入较大的电弧焊时,会产生较大的焊接变形。针对此现象,车体的焊接通常采用热输入较低的电阻点焊,车体的侧墙是对平面度与弧形精度要求较高的部件,电阻点焊技术在一定程度上已不能满足整车密封性、生产效率、美观性等方面的要求。
3.随着激光加工技术的不断发展,激光焊作为一种高能束焊接方法,具有焊接速度快、生产效率高、焊接成形较好、热影响区小、焊接接头强度高等优点,被广泛的应用在不锈钢车体侧墙的生产上。侧墙钢结构采用的是板、梁结构,外侧的不锈钢墙板与内侧的骨架结构采用搭接的形式进行连接,但是在不锈钢车体侧墙实际生产过程中,不可避免地出现组对精度不高及不锈钢板局部变形等问题,导致激光搭接焊上下两板出现间隙,对焊缝表面成型及力学性能产生不利影响。激光熔凝技术不同于以往的修复技术,该技术不需要添丝或添加金属粉末,可使激光直接作用于缺陷焊缝金属周围,该技术应用于不锈钢轨道车辆车体激光焊缝缺陷修复,对轨道客车行业具有重要的使用价值和广阔的应用前景。
技术实现要素:
4.本发明提供了一种利用激光熔凝修复不锈钢车体侧墙的工艺方法,在实际生产过程中,由于装夹不严和不锈钢板局部变形等原因,使得激光搭接焊上下两板间不可避免地出现装配间隙,装配间隙过大会使得焊缝表面出现下凹缺陷,严重影响侧墙的结构强度,在实际生产中亟需对缺陷接头进行修复。
5.一种利用激光熔凝修复不锈钢车体侧墙的工艺方法,该方法由以下步骤实现:
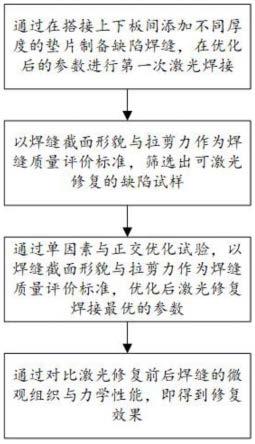
6.步骤一、将不锈钢上板和下板进行搭接,在所述上板和下板的搭接处添加不同厚度的不锈钢垫片制备激光缺陷焊缝,然后采用夹具将所述上板和下板夹紧固定;
7.步骤二、确定激光焊接参数,进行第一次激光焊接;
8.步骤三、以焊缝截面形貌与拉剪力作为焊缝质量评价标准,筛选出用于激光修复的缺陷试样;
9.步骤四、确定激光修复焊接参数,对步骤三筛选出的缺陷试样进行激光修复焊接;
10.步骤五、通过对比激光修复前后焊缝的微观组织与力学性能,获得修复后的焊缝使用要求。
11.本发明的有益效果:
12.1、采用激光修复工艺对缺陷焊缝进行激光重熔。由于激光焊的变形较小,能量集
中,而且在修复的过程时,不需要重新装夹,也不添加粉末或焊丝,只在原工位重新对中激光轴心,调节激光参数即可实现修补。
13.2、本发明不但可以修复表面缺陷,而且可以有效细化焊缝组织,根据目前轨道客车实际生产的强度标准,板厚组合为0.6+2mm(上板为0.6mm、下板厚度为2mm)的不锈钢激光焊缝的拉剪载荷为10kn。本发明的不锈钢激光修复焊缝的拉剪载荷为16.3kn,有利于提高不锈钢轨道客车的使用性能与安全性。
附图说明
14.图1为本发明所述的一种利用激光熔凝修复不锈钢车体侧墙的工艺方法的流程图;
15.图2为本发明所述的不锈钢激光修复焊接的原理图;
16.图3中(a)和(b)分别为不锈钢激光熔凝修复前后的焊缝表面效果图;
17.图4中(a)和(b)分别为不锈钢激光熔凝修复前后的焊缝横截面效果图;
18.图5中(a)和(b)分别为修复前后的焊缝高倍sem图像。
19.图中:1、激光束,2、缺陷焊缝,3、下板熔深,4、上下两板间界面宽度,5、装配间隙,6、上板厚度,7、下板厚度。
具体实施方式
20.结合图1至图5说明本实施方式,一种利用激光熔凝修复不锈钢车体侧墙的工艺方法,本实施方式主要针对不锈钢车体侧墙常用的两种板厚组合激光焊缝的缺陷进行激光熔凝修复,提供一种易实施,效率高,修复焊缝质量好的新工艺。
21.本实施方式的具体步骤如下:
22.一、第一次激光焊接;
23.1)焊前准备:焊前试样表面用砂纸打磨并用丙酮清洗,再烘干,去除试板表面氧化物及油污;
24.2)连接方式:不锈钢上下板之间采用搭接的形式,不锈钢板厚组合为0.6+2mm,即上板厚度0.6mm、下板厚度2mm。两者之间通过添加不同厚度的不锈钢垫片制备激光缺陷焊缝,其中不锈钢垫片厚度分别为0、0.1mm、0.2mm、0.3mm、0.4mm;随后用夹具将两者夹紧固定,上板相当于骨架结构,下板相当于不锈钢车体侧墙墙板;
25.3)焊接参数:第一次激光焊接采用优化的焊接参数:激光功率1.4kw,焊接速度3.81m/min,离焦量0mm;
26.4)激光聚焦:激光光斑聚焦在缺陷焊缝表面,使其局部熔化并与周围介质进行热传导,使得缺陷金属表面快速凝固,得到细小的铸态组织可以在基体结合处形成良好的冶金结合;
27.5)保护气体:焊接过程中采用干燥的压缩空气作为保护气体,防止h、n、o等有害气体对修复焊缝的影响,气体流量为30l/min;
28.二、确定间隙尺寸合理的缺陷修复试件;
29.根据《电子束及激光焊接接头、欠缺质量分级指南》b级标准规定,当焊缝表面凹陷量超过上板的10%即为不合格,超标的缺陷接头需要补焊修复。通过研究发现,当两板间装
配间隙达到0.2mm时,激光焊接头的表面下凹量就已经超过国家标准,需要对焊缝进行修复。对于0.6+2板厚组合的奥氏体不锈钢激光修复焊缝,其拉剪力大小不得小于10kn。选取修复后焊缝表面质量和拉剪力作为焊缝修复质量的主要评价标准,因此,本发明主要针对0.2mm间隙的缺陷焊缝进行激光修复研究。
30.三、单因素及正交优化试验设计;
31.在进行激光熔凝修复工艺优化研究时,在一次焊接时最优的工艺参数基础上,在一定范围内调整激光熔凝修复工艺的激光功率、焊接速度、离焦量。确定激光修复焊焊接参数:激光功率:1.2-1.6kw,焊接速度:3.61m/min-3.91m/min,离焦量:0-10mm。通过调节焊接参数控制激光搭接接头上下两板间界面宽度4、下板熔深3和限制焊缝表面下凹量,提高不锈钢激光修复焊缝的力学性能,改善焊缝表面成型质量。
32.本实施方式中,单因素试验参数的选取分别为:
33.上述激光修复参数的激光功率为1.2kw、焊接速度3.81m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
34.上述激光修复参数的激光功率为1.3kw、焊接速度3.81m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
35.上述激光修复参数的激光功率为1.4kw、焊接速度3.81m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
36.上述激光修复参数的激光功率为1.5kw、焊接速度3.81m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
37.上述激光修复参数的激光功率为1.6kw、焊接速度3.81m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
38.上述激光修复参数的激光功率为1.4kw、焊接速度3.61m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
39.上述激光修复参数的激光功率为1.4kw、焊接速度3.71m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
40.上述激光修复参数的激光功率为1.4kw、焊接速度3.91m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
41.上述激光修复参数的激光功率为1.4kw、焊接速度3.81m/min、离焦量为+5mm,上下两板搭接部分装配间隙为0.2mm;
42.上述激光修复参数的激光功率为1.4kw、焊接速度3.81m/min、离焦量为+10mm,上下两板搭接部分装配间隙为0.2mm分别进行试验。
43.本实施方式中,正交优化试验参数分别选取为:
44.上述激光修复参数的激光功率为1.4kw、焊接速度3.71m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
45.上述激光修复参数的激光功率为1.4kw、焊接速度3.81m/min、离焦量为+5mm,上下两板搭接部分装配间隙为0.2mm;
46.上述激光修复参数的激光功率为1.4kw、焊接速度3.91m/min、离焦量为+10mm,上下两板搭接部分装配间隙为0.2mm;
47.上述激光修复参数的激光功率为1.5kw、焊接速度3.71m/min、离焦量为+5mm,上下
两板搭接部分装配间隙为0.2mm;
48.上述激光修复参数的激光功率为1.5kw、焊接速度3.81m/min、离焦量为+10mm,上下两板搭接部分装配间隙为0.2mm;
49.上述激光修复参数的激光功率为1.5kw、焊接速度3.91m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
50.上述激光修复参数的激光功率为1.6kw、焊接速度3.71m/min、离焦量为+10mm,上下两板搭接部分装配间隙为0.2mm;
51.上述激光修复参数的激光功率为1.6kw、焊接速度3.81m/min、离焦量为0,上下两板搭接部分装配间隙为0.2mm;
52.上述激光修复参数的激光功率为1.6kw、焊接速度3.91m/min、离焦量为+5mm,上下两板搭接部分装配间隙为0.2mm。
53.四、激光熔凝修复前后对比;
54.针对0.6mm+2mm板厚组合的不锈钢激光焊缺陷试样,采用优化后的工艺参数进行激光熔凝修复研究。通过对激光熔凝修复前后焊缝的微观组织形貌、力学性能的对比分析研究,比较修复后的焊缝成型与性能能否达到修复前的水平,为激光熔凝技术修复不锈钢激光焊缺陷焊缝的应用提供理论基础和技术参考。
55.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
56.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1