台阶轴自动去料头设备及去料头方法与流程
1.本发明涉及台阶轴生产技术领域,尤其涉及台阶轴自动去料头设备及去料头方法。
背景技术:
2.楔横轧制工艺也是靠模具成型,是先用中频感应加热电炉将台阶轴加热到一定温度后,放到楔横轧机上,上、下两个水平布置的圆筒型模具作同向旋转,通过沿轴向向外压延,使加热的台阶轴在两个圆筒型模具之间滚动实现径向压缩、轴向延伸成型,由于所用模具只有向外压延的作用,所以在成型过程中台阶轴两端有废料头产生。
3.现有加工方式为自楔横轧输出的两端带有废料头的台阶轴由人工采用火钳夹到三辊矫直机上,通过三辊矫直机对台阶轴进行矫直处理,矫直处理结束后将台阶轴转移到单独的场地由工人手持切割锯将台阶轴两端带有的废料头切割掉。上述去料头方式自动化水平低,对人工操作的依赖性强,操作过程中工人劳动强度大,切割质量不好统一,各生产工序无法做到系统性衔接,加工效率低,且进行切割时台阶轴已经冷却至室温,增大切割难度。除了人工切割目前也有通过机械方式切割废料头的形式,但是轴件均是冷却后切割,切割后会留有毛刺,需要人工二次打磨处理。
4.上述问题是目前行业中普遍面临的棘手问题,申请人通过长时间探索总结,潜心研究,提出一种台阶轴自动去料头设备及去料头方法,目前已经做出成品并在厂区内投入使用,效果凸出,有效提升生产效率,降低对工人操作的依赖性。
技术实现要素:
5.本发明针对现有技术的不足,提供台阶轴自动去料头设备及去料头方法。
6.本发明第一方面,提供台阶轴自动去料头设备,包括位于楔横轧设备主体和三辊矫直机之间的台阶轴输送装置和废料头切割装置,楔横轧设备主体与台阶轴输送装置衔接,台阶轴输送装置与废料头切割装置衔接,废料头切割装置与三辊矫直机衔接;
7.所述台阶轴输送装置包括输送台,在输送台上设有用于放置台阶轴的移动放置座,移动放置座在楔横轧设备主体和废料头切割装置之间往返移动完成台阶轴的输送;在输送台上设有用于推动台阶轴使移动放置座上每次承接的台阶轴位置保持一致的纠正机构,位置纠正后的台阶轴通过转移机构送至废料头切割装置;
8.所述废料头切割装置包括用于放置台阶轴的固定式安放座,台阶轴通过链式机械手转移到固定式安放座上,安放于固定式安放座上的台阶轴通过顶紧机构限位并通过切割机构切掉两端的废料头,切掉的废料头通过回收机构承接并输送至回收箱;杠杆式挑出机构将台阶轴从固定式安放座中移出并送至三辊矫直机;
9.所述杠杆式挑出机构包括位于第二加工台和三辊矫直机之间的支撑柱,支撑柱与地面固定,转动板与支撑柱铰接,转动板位于两个顶紧气缸之间,在转动板的抬料端固接挡板,转动板通过转动将台阶轴从固定式安放座中移出自行滚动至三辊矫直机;在三辊矫直
机的机架上安装避免台阶轴滚落的限位板;旋转气缸用于驱动转动板旋转,在转动板上设有两条导向凸起,两条导向凸起沿转动板的延伸方向设置。
10.优选的,输送台靠近楔横轧设备主体的一端高于输送台靠近废料头切割装置的一端,移动放置座在链条传动机构的带动下移动并通过设置在输送台上的导轨导向;移动放置座与链条传动机构的链条固定;在移动放置座的两端分别固接一个带有v形槽的承接板,从楔横轧设备主体输出的台阶轴落到移动放置座上,并通过承接板约束位置。
11.优选的,所述纠正机构包括固接在输送台上的立杆,转臂与立杆铰接,转臂的其中一端固定推板,转臂的另外一端与纠正气缸的推杆铰接,纠正气缸的缸体与输送台铰接。在纠正气缸的带动下可以实现转臂的摆动,当台阶轴运动至纠正机构所在位置时,转臂旋转通过推板推动台阶轴,通过与承接板的配合将台阶轴推到位,使每次放置的台阶轴在移动放置座上位置保持一致,使得后期切割位置保持一致。
12.优选的,所述转移机构为拖链式机械手,拖链式机械手为现有结构,拖链式机械手的爪手可以完成前后移动和上下升降动作,位置纠正后的台阶轴通过爪手夹取送至废料头切割装置。
13.优选的,为了实现台阶轴输送装置生产自动化,在输送台上靠近楔横轧设备主体的位置安装接近开关,接近开关与可编程逻辑控制器的输入端电路连接,链条传动机构的电动机与可编程逻辑控制器的输出端电路连接;在纠正机构所在位置安装光电开关,光电开关与可编程逻辑控制器的输入端电路连接,纠正气缸与可编程逻辑控制器的输出端电路连接,可编程逻辑控制器与拖链式机械手的控制柜电路连接。其中可编程逻辑控制器的型号为欧姆龙cp1h系列plc,接近开关、光电开关、电动机、纠正气缸、拖链式机械手和可编程逻辑控制器相应的电路连接部分未做改进且沿用现有连接形式,而且其电路连接关系也是本领域技术人员所公知的,在相关的专利文件中也有明确记载,所以对于具体电路连接关系不再赘述。接料时,移动放置座紧邻楔横轧设备主体,从楔横轧设备主体输出的台阶轴落到移动放置座上,接近开关接收信号并将信号传递给可编程逻辑控制器,可编程逻辑控制器发出指令控制电动机启动,移动放置座携带台阶轴移动。当台阶轴运动至纠正机构所在位置时,光电开关接收信号并将信号传递给可编程逻辑控制器,可编程逻辑控制器发出指令控制电动机暂停,移动放置座暂时静止,可编程逻辑控制器发出指令控制纠正气缸动作,转臂旋转通过推板推动台阶轴,将台阶轴推到位,使每次放置的台阶轴在移动放置座上位置保持一致,使得后期切割位置保持一致。纠正气缸完成动作后,可编程逻辑控制器发出指令控制拖链式机械手工作,拖链式机械手将位置纠正后的台阶轴通过爪手夹取送至废料头切割装置。拖链式机械手完成动作后,移动放置座反向移动至初始接料位置,等待下一次接料。
14.优选的,所述固定式安放座包括水平设置的第一加工台,在第一加工台上沿其延伸方向设有第一t形滑槽,在第一加工台的两端分别设有用于托举台阶轴两端的两组托举组件,每组托举组件均包括底板,在底板上设有安装孔,位于第一t形滑槽内的t形螺栓穿过安装孔并通过螺母固定;通过第一t形滑槽和t形螺栓的配合使得底板可以位置调节,相应的托举组件位置可调,从而适应不同型号的台阶轴。第一立板与底板垂直固接,在第一立板的顶面上设有供台阶轴的轴肩嵌入的弧形凹槽,第二立板贴靠在第一立板上,在第二立板的顶面上设有供台阶轴的轴颈嵌入的“v”形凹槽;在第一立板上设有竖向设置的长条孔,在
第二立板上设有连接孔,螺栓依次穿过连接孔和长条孔并通过螺母固定。采用长条孔安装的方式,使得第二立板可以进行高度调节,“v”形凹槽和弧形凹槽高度落差可调,从而适应不同型号的台阶轴。通过“v”形凹槽和弧形凹槽的配合对台阶轴进行定位。
15.优选的,在第一加工台的一侧设有倾斜设置的第二加工台,第二加工台的延长线与第一加工台的夹角为30度;顶紧机构和切割机构均安装在第二加工台上。第二加工台与第一加工台成30度夹角,相应的,顶紧机构和切割机构均与台阶轴成30度夹角,有利于对顶紧台阶轴并降低切割难度。
16.优选的,在第二加工台上沿其延伸方向设有第二t形滑槽;所述顶紧机构包括两个顶紧气缸,每个顶紧气缸的缸体固定安装在第一移动板上,每个顶紧气缸的推杆通过滑动块与v形卡座连接,滑动块沿第一移动板上设有的轨道滑动;位于第二t形滑槽内的t形螺栓穿过第一移动板并通过螺母固定,通过t形螺栓和第二t形滑槽配合使得第一移动板可以位置调节,相应的顶紧机构位置可调,从而适应不同型号的台阶轴。
17.优选的,所述切割机构包括两个切割气缸,每个切割气缸的缸体固定安装在第二移动板上,每个切割气缸的推杆与切刀连接;位于第二t形滑槽内的t形螺栓穿过第二移动板并通过螺母固定;通过t形螺栓和第二t形滑槽配合使得第二移动板可以位置调节,相应的切割机构位置可调,从而适应不同型号的台阶轴。
18.本发明第二方面,提供利用上述设备去料头的方法,所述台阶轴在矫直之前去料头,此时台阶轴温度为800-850℃,便于切割,具体包括以下切割步骤,
19.(1)从楔横轧设备主体输出的台阶轴落到移动放置座上,移动放置座携带台阶轴移动,当台阶轴运动至纠正机构所在位置时,转臂旋转通过推板推动台阶轴,将台阶轴推到位,使每次放置的台阶轴在移动放置座上位置保持一致;
20.(2)拖链式机械手将位置纠正后的台阶轴通过爪手夹取送至废料头切割装置的两组托举组件上,拖链式机械手完成动作后,移动放置座反向移动至初始接料位置;
21.(3)通过顶紧机构的斜向下推力将台阶轴顶紧,借助切割机构的两个切割气缸将台阶轴两端的废料头切掉,切掉的废料头落到接料盘上,从接料盘上滚落的废料头通过链条输送机送至回收箱;
22.(4)完成切割后顶紧机构和切割机构均复位,台阶轴解除限位;
23.(5)旋转气缸驱动转动板转动,将台阶轴从固定式安放座中移出自行滚动至三辊矫直机,两条导向凸起对滚动的台阶轴起到导向约束作用,使台阶轴准确进入三辊矫直机。
24.本发明的有益效果为:
25.1、通过台阶轴输送装置和废料头切割装置的配合使用,使台阶轴在矫直之前去料头,此时台阶轴温度为800-850℃,便于切割,通过精准定位和轴件高温切割,切割难度小,且切掉废料头后切割位置不会留有毛刺,省去二次打磨过程,切割一次完成。切割工序自动化水平高,对人工操作的依赖性低,操作过程中工人劳动强度低,各生产工序实现系统性衔接,加工效率高。
26.2、在纠正气缸的带动下可以实现转臂的摆动,当台阶轴运动至纠正机构所在位置时,转臂旋转通过推板推动台阶轴,通过与承接板的配合将台阶轴推到位,使每次放置的台阶轴在移动放置座上位置保持一致,使得后期切割位置保持一致。
附图说明
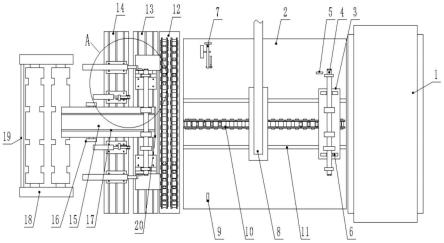
27.图1为本发明整体结构俯视结构示意图;
28.图2为本发明移动放置座正视结构示意图;
29.图3为本发明纠正机构正视结构示意图;
30.图4为本发明第一立板和第二立板连接关系正视结构示意图;
31.图5为本发明台阶轴未挑起时工作状态示意图;
32.图6为本发明台阶轴挑起时工作状态示意图;
33.图7是图1中a处局部放大结构示意图;
34.图8为本发明台阶轴输送装置实物图;
35.图9为本发明废料头切割装置实物图;
36.图10为本发明台阶轴两端废料头未切割状态的实物图;
37.图11为本发明台阶轴切割掉两端废料头后的实物图;
38.图12为本发明台阶轴切割掉废料头后的端面图;
39.图中所示:
40.1、楔横轧设备主体,2、输送台,3、移动放置座,4、台阶轴,5、接近开关,6、承接板,7、纠正机构,8、拖链式机械手,9、光电开关,10、链条传动机构,11、导轨,12、链条输送机,13、第一加工台,14、第二加工台,15、转动板,16、支撑柱,17、导向凸起,18、三辊矫直机,19、限位板,20、挡板,21、立杆,22、纠正气缸,23、转臂,24、推板,25、第一立板,26、第二立板,27、长条孔,28、弧形凹槽,29、“v”形凹槽,30、旋转气缸,31、底板,32、第一t形滑槽,33、接料盘,34、第二移动板,35、切割气缸,36、切刀,37、第一移动板,38、顶紧气缸,39、滑动块,40、v形卡座,41、第二t形滑槽。
具体实施方式
41.为能清楚说明本方案的技术特点,下面通过具体实施方式,对本方案进行阐述。
42.如图1-12所示,本发明包括位于楔横轧设备主体1和三辊矫直机18之间的台阶轴输送装置和废料头切割装置,楔横轧设备主体1与台阶轴输送装置衔接,台阶轴输送装置与废料头切割装置衔接,废料头切割装置与三辊矫直机18衔接。楔横轧设备主体1和三辊矫直机18均为现有结构。
43.所述台阶轴输送装置包括输送台2,在输送台2上设有用于放置台阶轴4的移动放置座3,移动放置座3在楔横轧设备主体1和废料头切割装置之间往返移动完成台阶轴的输送。在输送台2上设有用于推动台阶轴使移动放置座3上每次承接的台阶轴位置保持一致的纠正机构7,位置纠正后的台阶轴4通过转移机构送至废料头切割装置。
44.输送台2靠近楔横轧设备主体1的一端高于输送台2靠近废料头切割装置的一端,移动放置座3在链条传动机构10的带动下移动并通过设置在输送台2上的导轨11导向。链条传动机构10为现有结构,由电动机提供动力实现链条传动,移动放置座3与链条传动机构10的链条固定。如图2所示,在移动放置座3的两端分别固接一个带有v形槽的承接板6,从楔横轧设备主体1输出的台阶轴落到移动放置座3上,并通过承接板6约束位置。
45.如图3所示,所述纠正机构7包括固接在输送台2上的立杆21,转臂23与立杆21铰接,转臂23的其中一端固定推板24,转臂23的另外一端与纠正气缸22的推杆铰接,纠正气缸
22的缸体与输送台2铰接。在纠正气缸22的带动下可以实现转臂23的摆动,当台阶轴运动至纠正机构7所在位置时,转臂23旋转通过推板24推动台阶轴,通过与承接板6的配合将台阶轴推到位,使每次放置的台阶轴在移动放置座3上位置保持一致,使得后期切割位置保持一致。
46.所述转移机构为拖链式机械手8,拖链式机械手8为现有结构,拖链式机械手8的爪手可以完成前后移动和上下升降动作,位置纠正后的台阶轴通过爪手夹取送至废料头切割装置。
47.为了实现台阶轴输送装置生产自动化,在输送台2上靠近楔横轧设备主体1的位置安装接近开关5,接近开关5与可编程逻辑控制器的输入端电路连接,链条传动机构10的电动机与可编程逻辑控制器的输出端电路连接。在纠正机构7所在位置安装光电开关9,光电开关9与可编程逻辑控制器的输入端电路连接,纠正气缸22与可编程逻辑控制器的输出端电路连接。可编程逻辑控制器与拖链式机械手8的控制柜电路连接。其中可编程逻辑控制器的型号为欧姆龙cp1h系列plc,接近开关5、光电开关9、电动机、纠正气缸22、拖链式机械手8和可编程逻辑控制器相应的电路连接部分未做改进且沿用现有连接形式,而且其电路连接关系也是本领域技术人员所公知的,在相关的专利文件中也有明确记载,所以对于具体电路连接关系不再赘述。接料时,移动放置座3紧邻楔横轧设备主体1,从楔横轧设备主体1输出的台阶轴落到移动放置座3上,接近开关5接收信号并将信号传递给可编程逻辑控制器,可编程逻辑控制器发出指令控制电动机启动,移动放置座3携带台阶轴移动。当台阶轴运动至纠正机构7所在位置时,光电开关9接收信号并将信号传递给可编程逻辑控制器,可编程逻辑控制器发出指令控制电动机暂停,移动放置座3暂时静止,可编程逻辑控制器发出指令控制纠正气缸22动作,转臂23旋转通过推板24推动台阶轴,将台阶轴推到位,使每次放置的台阶轴在移动放置座3上位置保持一致,使得后期切割位置保持一致。纠正气缸22完成动作后,可编程逻辑控制器发出指令控制拖链式机械手8工作,拖链式机械手8将位置纠正后的台阶轴通过爪手夹取送至废料头切割装置。拖链式机械手8完成动作后,移动放置座3反向移动至初始接料位置,等待下一次接料。
48.所述废料头切割装置包括用于放置台阶轴的固定式安放座,台阶轴通过链式机械手转移到固定式安放座上,安放于固定式安放座上的台阶轴通过顶紧机构限位并通过切割机构切掉两端的废料头,切掉的废料头通过回收机构承接并输送至回收箱。杠杆式挑出机构将台阶轴从固定式安放座中移出并送至三辊矫直机18。
49.如图1、7所示,所述固定式安放座包括水平设置的第一加工台13,在第一加工台13上沿其延伸方向设有第一t形滑槽32,在第一加工台13的两端分别设有用于托举台阶轴两端的两组托举组件,每组托举组件均包括底板31,在底板31上设有安装孔,位于第一t形滑槽32内的t形螺栓穿过安装孔并通过螺母固定,通过第一t形滑槽32和t形螺栓的配合使得底板31可以位置调节,相应的托举组件位置可调,从而适应不同型号的台阶轴。第一立板25与底板31垂直固接,如图4所示,在第一立板25的顶面上设有供台阶轴的轴肩嵌入的弧形凹槽28,第二立板26贴靠在第一立板25上,在第二立板26的顶面上设有供台阶轴的轴颈嵌入的“v”形凹槽29。在第一立板25上设有竖向设置的长条孔27,在第二立板26上设有连接孔,螺栓依次穿过连接孔和长条孔27并通过螺母固定,采用长条孔27安装的方式,使得第二立板26可以进行高度调节,“v”形凹槽29和弧形凹槽28高度落差可调,从而适应不同型号的台
阶轴。通过“v”形凹槽29和弧形凹槽28的配合对台阶轴进行定位。
50.在第一加工台13的一侧设有倾斜设置的第二加工台14,第二加工台14的延长线与第一加工台13的夹角为30度。顶紧机构和切割机构均安装在第二加工台14上。第二加工台14与第一加工台13成30度夹角,相应的,顶紧机构和切割机构均与台阶轴成30度夹角,有利于对顶紧台阶轴并降低切割难度。
51.如图7所示,在第二加工台14上沿其延伸方向设有第二t形滑槽41。所述顶紧机构包括两个顶紧气缸38,每个顶紧气缸38的缸体固定安装在第一移动板37上,每个顶紧气缸38的推杆通过滑动块39与v形卡座40连接,滑动块39沿第一移动板37上设有的轨道滑动,通过v形卡座40对台阶轴限位。位于第二t形滑槽41内的t形螺栓穿过第一移动板37并通过螺母固定,通过t形螺栓和第二t形滑槽41配合使得第一移动板37可以位置调节,相应的顶紧机构位置可调,从而适应不同型号的台阶轴。
52.所述切割机构包括两个切割气缸35,每个切割气缸35的缸体固定安装在第二移动板34上,每个切割气缸35的推杆与切刀36连接。位于第二t形滑槽41内的t形螺栓穿过第二移动板34并通过螺母固定,通过t形螺栓和第二t形滑槽41配合使得第二移动板34可以位置调节,相应的切割机构位置可调,从而适应不同型号的台阶轴。
53.如图5、6所示,所述杠杆式挑出机构包括位于第二加工台14和三辊矫直机18之间的支撑柱16,支撑柱16与地面固定,转动板15与支撑柱16铰接,转动板15位于两个顶紧气缸38之间,在转动板15的抬料端固接挡板20,转动板15通过转动将台阶轴从固定式安放座中移出自行滚动至三辊矫直机18。在三辊矫直机18的机架上安装避免台阶轴滚落的限位板19。旋转气缸30用于驱动转动板15旋转,旋转气缸30的缸体与地面铰接,旋转气缸30的推杆与转动板15的落料段铰接。在转动板15上设有两条导向凸起17,两条导向凸起沿转动板15的延伸方向设置,通过两条导向凸起对滚动的台阶轴起到导向约束作用。
54.所述回收机构包括与每个第二立板26固接且倾斜设置的接料盘33,从接料盘33上滚落的废料头通过链条输送机12送至回收箱。
55.利用上述设备去料头的方法,所述台阶轴在矫直之前去料头,此时台阶轴温度为800-850℃,便于切割,具体包括以下切割步骤,
56.(1)从楔横轧设备主体1输出的台阶轴落到移动放置座3上,移动放置座3携带台阶轴移动,当台阶轴运动至纠正机构7所在位置时,转臂23旋转通过推板24推动台阶轴,将台阶轴推到位,使每次放置的台阶轴在移动放置座3上位置保持一致;
57.(2)拖链式机械手8将位置纠正后的台阶轴通过爪手夹取送至废料头切割装置的两组托举组件上,拖链式机械手8完成动作后,移动放置座3反向移动至初始接料位置;
58.(3)通过顶紧机构的斜向下推力将台阶轴顶紧,借助切割机构的两个切割气缸35将台阶轴两端的废料头切掉,切掉的废料头落到接料盘33上,从接料盘33上滚落的废料头通过链条输送机12送至回收箱;
59.(4)完成切割后顶紧机构和切割机构均复位,台阶轴解除限位;
60.(5)旋转气缸30驱动转动板15转动,将台阶轴从固定式安放座中移出自行滚动至三辊矫直机18,两条导向凸起对滚动的台阶轴起到导向约束作用,使台阶轴准确进入三辊矫直机18。
61.当然,上述说明也并不仅限于上述举例,本发明未经描述的技术特征可以通过或
采用现有技术实现,在此不再赘述;以上实施例及附图仅用于说明本发明的技术方案并非是对本发明的限制,参照优选的实施方式对本发明进行了详细说明,本领域的普通技术人员应当理解,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换都不脱离本发明的宗旨,也应属于本发明的权利要求保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1