一种扬克烘缸沟槽的快速成型机床的制作方法
1.本发明涉及扬克烘缸加工技术领域,尤其涉及一种扬克烘缸沟槽的快速成型机床。
背景技术:
2.作为高速纸机生产的关键技术之一,扬克烘缸通常由铸铁制成,该类型烘缸具有较大的直径,其直径一般在3000-7500mm,其幅宽一般在2400mm-6500mm,其质量可从几吨达至数十吨。高速纸机运行中,通过向扬克烘缸内部通入高温蒸汽,从而干燥外部的纸张。目前,扬克烘缸为了增加缸体的传热面积,其内部会开有沟槽。
3.针对扬克烘缸特有的沟槽结构,专利公告号为cn113714522a的中国专利,提出了一种钢制扬克烘缸沟槽的加工方法,包括以下步骤:第一步,将钢制扬克烘缸安装在轴承座上,然后利用驱动装置通过万向轴与钢制扬克烘缸的转动轴连接;第二步,将切削钢制扬克烘缸沟槽的刀架安装在钢制扬克烘缸的侧壁处;第三步,根据所要求的沟槽尺度对刀具进行调节;第四步,将刀具移动至钢制扬克烘缸侧壁的合适位置后;第五步,调节刀具的进给量为0.5mm/每次,调节加工钢制扬克烘缸旋转线速度为200m/min,从而对钢制扬克烘缸进行开沟槽处理。
4.目前,现有技术中对烘缸内部加工沟槽所采用的设备一般为大型数控车床,当烘缸安放在车床的工作台中心位置并且刀具定位后,工作台带动烘缸转动从而通过刀具实现对烘缸内壁的开沟槽处理,但由于烘缸自身具有较大的质量,其转移的不便导致难以快速实现在工作台上的精准落位,同时由于设备本身的大质量,车床需要消耗极大的动能才能满足加工过程的平稳运行。
技术实现要素:
5.本发明的目的是提供一种扬克烘缸沟槽的快速成型机床,具有节省动能,快速定位,上下料快捷方便的优点。
6.本发明是通过以下技术方案得以实现的:一种扬克烘缸沟槽的快速成型机床,包括基座、旋转于基座中心处的转盘和架设于转盘外侧的卡盘,卡盘呈环状并固定于基座上;转盘的顶面设置有中心立柱且中心立柱内部可升降设置有支撑座,支撑座内采用伸缩机构推动其端部的铣槽机构靠近烘缸内壁并在烘缸内壁铣出沟槽;卡盘顶面设置有至少三个定位机构,定位机构包括沿卡盘径向方向移动的定位卡具以抵紧在烘缸外壁。
7.进一步设置为:卡盘顶面设置有至少三个移动机构以用于联合调节烘缸加工前位置,移动机构和定位机构呈交错分布;移动机构包括升降于基座上表面的基板,基板的上表面沿卡盘径向方向滑动有固定台,固定台上旋转设置有圆架且圆架内架设有多个相互平行的支撑辊。
8.进一步设置为:移动机构还包括开设于卡盘顶面的安置槽,基板和固定台都位于
安置槽内,圆架上于支撑辊的两端均设置有分隔端板,基座内设置有推动基板升降的动力油缸;当基板上升后,支撑辊的最高点高于卡盘的顶面;当基板下降后,分隔端板的最高点低于卡盘的顶面。
9.进一步设置为:固定台上设置有复位拉簧,复位拉簧连接固定台和圆架,固定台的一端延伸至卡盘外侧并且该端部安装有把手。
10.进一步设置为:定位机构还包括调节丝杠,调节丝杠位于卡盘内且螺纹穿过定位卡具,调节丝杠的一端通过限扭矩联轴器传动连接有调节电机。
11.进一步设置为:伸缩机构包括多个上下重叠的横座、径向丝杠和径向电机;其中,与支撑座直接接触的横座和支撑座之间通过径向丝杠和径向电机的传动方式从而推动横座在支撑座上滑动;其中,相互接触的两个横座之间也通过径向丝杠和径向电机的传动方式从而推动两个横座相对滑动。
12.进一步设置为:中心立柱的内部设置有轴向丝杠、顶端设置有轴向电机,轴向丝杠螺纹穿过支撑座,轴向电机通过轴向丝杠带动横座升降。
13.进一步设置为:支撑座背离铣槽机构的一端设置有平衡台,平衡台上设置有多个沿中心立柱外壁滑动的辅轮。
14.进一步设置为:铣槽机构包括刀具座,刀具座一侧设置铣刀、另一侧设置有动力电机和变速箱,动力电机可通过变速箱带动铣刀旋转。
15.进一步设置为:基座内设置有驱动转盘转动的伺服电机。
16.综上所述,本发明的有益技术效果为:(1)通过转盘带动铣刀绕圈旋转,通过定位卡具对烘缸外壁实现夹紧,从而改变了传统加工中烘缸转刀具不转的方式,推动质量更轻的铣刀等结构转动可节省机床大量的动能,不仅节约了能源,而且还缩短了准备时长,提高了加工效率;(2)采用平面内可自由移动和转动的支撑辊,配合多个定位卡具的同步移动压紧,从而实现对烘缸的快速定位,推动烘缸快速移动至卡盘的中心位置,方便后续加工;(3)伸缩式的铣槽机构,可完全收纳在转盘所占据的圆柱体空间中从而便于烘缸的上下料;(4)烘缸在卡盘上的位置定位精准后,铣刀可快速对刀,从而快速进入开沟槽处理,进一步提升了烘缸的加工效率;(5)通过支撑辊的升降推动烘缸在卡盘实现抬起,使其与卡盘表面产生间距,上述间距的存在方便了操作人员操作天车对烘缸实施卸料和上料。
附图说明
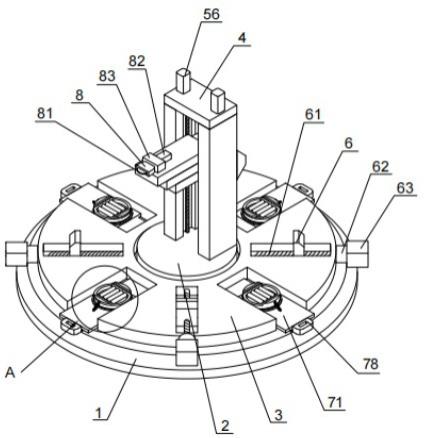
17.图1是本发明的整体结构示意图;图2是图1中a部局部放大图;图3是本发明的剖面示意图;图4是图3中b部局部放大图。
18.附图标记:1、基座;2、转盘;3、卡盘;4、中心立柱;5、支撑座;51、横座;53、径向丝杠;54、径向电机;55、轴向丝杠;56、轴向电机;57、平衡台;58、辅轮;6、定位卡具;61、调节丝杠;62、限扭矩联轴器;63、调节电机;7、基板;71、固定台;72、圆架;73、支撑辊;74、安置槽;
75、分隔端板;76、动力油缸;77、复位拉簧;78、把手;8、刀具座;81、铣刀;82、动力电机;83、变速箱;9、伺服电机。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
20.参照图1和图3,为本发明公开的一种扬克烘缸沟槽的快速成型机床,包括呈圆盘状的基座1,基座1顶面的中心处绕其轴线旋转设置有转盘2。基座1内固定有伺服电机9,伺服电机9采用锥齿轮啮合的传动方式驱动转盘2旋转。基座1顶面还固定有卡盘3,卡盘3呈圆环状,卡盘3位于转盘2的外侧且与转盘2同圆心设置。
21.转盘2的顶面固定有中心立柱4,中心立柱4的中间处为贯通结构且该位置处升降设置有支撑座5。为了实现支撑座5的升降,中心立柱4的内部竖直设置有可转动的两个轴向丝杠55,两个轴向丝杠55分别从支撑座5的两侧螺纹穿过。中心立柱4的顶端固定有两个轴向电机56,两个轴向电机56分别与对应的轴向丝杠55通过联轴器实现传动连接。两个轴向电机56采用同步启停的方式,从而通过轴向丝杠55带动横座51实现平稳升降。
22.参照图3和图4,支撑座5上设置有伸缩机构,伸缩机构包括多个上下重叠的横座51、径向丝杠53和径向电机54。横座51可根据实际扬克烘缸(下文简称“烘缸”)所需加工直径进行数量选择,在本实施例中,横座51优选为两个。两个横座51均位于支撑座5上方位置,从上至下分别标记为第一个横座51和第二个横座51。本实施例中,第二个横座51与支撑座5直接接触,第二个横座51可在支撑座5上沿其长度方向滑动,因而在支撑座5内部转动设置有径向丝杠53和固定有驱动径向丝杠53旋转的径向电机54。第一个横座51可在第二个横座51上沿其长度方向滑动,因而第二个横座51内部同样转动设置有径向丝杠53和固定有驱动径向丝杠53旋转的径向电机54。两个横座51和支撑座5均与卡盘3表面保持平行状态。
23.结合图1,第一个横座51的端部还设置有铣槽机构,铣槽机构包括固定在第一个横座51上的刀具座8,第一个横座51上还固定有动力电机82和变速箱83,刀具座8内旋转设置有铣刀81,动力电机82启动后,可通过变速箱83带动刀具座8内的铣刀81旋转。支撑座5上的伸缩机构可带动铣槽机构实现伸缩,停机时,伸缩机构合拢,铣槽机构收纳在靠近中心立柱4的位置,从而方便烘缸上料或者下料;工作时,伸缩机构展开从而推动铣槽机构靠近烘缸内壁,从而方便在烘缸内壁铣出沟槽。铣槽过程中,转盘2会带动铣刀81沿着烘缸内壁旋转,从而完成开沟槽处理。每开一圈完整的沟槽,支撑座5带动铣刀81下降继续开下一圈沟槽。在此过程中,烘缸不转动,而刀具座8带动铣刀81转动。
24.参照图4,为了保持铣刀81的平衡,在支撑座5背离铣槽机构的一端固定有平衡台57,平衡台57上设置有多个辅轮58,辅轮58外壁可抵接在中心立柱4的侧面,当支撑座5上下滑动时,辅轮58可辅助平衡台57在中心立柱4一侧滑动,并且通过平衡台57的重力和辅轮58的支撑力有效保持铣槽机构运行时整体的平稳。
25.卡盘3顶面设置有至少三个定位机构和至少三个移动机构,通过移动机构的联动可有效调节烘缸加工前的位置,通过定位机构的联动可有效固定烘缸加工中的位置。定位机构和移动机构采用交错分布。在本实施例中,定位机构和移动机构都优选为四个。
26.参照图1,定位机构包括定位卡具6、调节丝杠61、限扭矩联轴器62和调节电机63,
卡盘3的上表面沿其径向方向开设有凹槽,定位卡具6底端位于卡盘3的凹槽内且沿着卡盘3的径向方向移动,定位卡具6的顶端位于卡盘3外部以抵紧在烘缸外壁。凹槽内转动设置有调节丝杠61且调节丝杠61螺纹贯穿定位卡具6的底部。卡盘3外壁固定有调节电机63,调节电机63通过限扭矩联轴器62与调节丝杠61传动连接。调节电机63启动后,可带动定位卡具6向卡盘3中心处靠拢,从而抵紧在烘缸外壁,四个定位卡具6同步移动中可实现烘缸的快速定位,当抵紧力大于限扭矩联轴器62的上限后,调节电机63停机并保持静止状态。
27.参照图1、图2和图3,移动机构包括开设在卡盘3上的安置槽74,基座1上表面升降设置有基板7,基板7活动于与其对应的安置槽74内,基座1内安装有推动基板7升降的动力油缸76,每一个基板7下方共有两个动力油缸76。由于动力油缸76的推动力更为强劲,这才能实现烘缸的平稳升降。基板7的上表面滑动有固定台71,固定台71沿卡盘3径向方向滑动,固定台71上端面旋转设置有圆架72,圆架72内转动设置有多个相互平行的支撑辊73。支撑辊73不仅可以自身旋转,还能跟随圆架72转动,具备较大的自由度,支撑辊73用于在调节烘缸位置时辅助烘缸移动,通过转动的方式减小摩擦力,方便烘缸的转移。圆架72上于支撑辊73的两端均固定有分隔端板75,分隔端板75的高度高于支撑辊73的高度。分隔端板75可避免烘缸从支撑辊73上脱离。固定台71上安装有复位拉簧77,复位拉簧77连接固定台71和圆架72,固定台71的一端延伸至卡盘3外侧并且该端部安装有把手78,把手78方便手动调节固定台71在卡盘3上的位置。当基板7下降烘缸离开支撑辊73后,复位拉簧77可以使得圆架72复位。
28.烘缸通过厂房内天车吊装并准备转移到卡盘3上时,基板7上升,此时支撑辊73的最高点高于卡盘3的顶面,通过手动调节固定台71的位置从而使得支撑辊73可以精准支撑在烘缸底部。但此时由于烘缸的位置并不与转盘2同轴线,因而可通过多个定位卡具6的推力可使得烘缸逐步移位到转盘2中心位置。然后基板7下降,此时分隔端板75的最高点低于卡盘3的顶面,准备工作结束,等待后续对刀。与传统车床中需要在三维空间对刀相比,上述方式在铣刀81的对刀过程中只需要确定其与烘缸内壁之间的间距是否合适,从而缩短了对刀流程。
29.本发明完整的工作原理为:烘缸采用天车转移到卡盘3上时,烘缸底部先通过多个支撑辊73对其实现支撑,当多个定位卡具6同时靠拢烘缸并抵接在烘缸外壁时,烘缸会逐步移动至卡盘3的中心位置,从而实现快速定位,支撑辊73下落并离开烘缸,此时烘缸由卡盘3进行底部支撑;伸缩机构带动铣刀81伸出至预设的距离,转盘2带动铣刀81沿着烘缸周向旋转,铣刀81从而直接对烘缸内部实现开沟槽,每一圈沟槽加工结束后,支撑座5带动铣刀81下降,重复上述步骤,直至开沟槽结束;最后,通过支撑辊73再次抬起烘缸,方便工作人员将天车上的卡勾安装在烘缸底部,从而将加工好的烘缸再次转移。
30.以上所述,仅为本发明较佳的具体实施方式,并非依此限制本发明的保护范围,故:凡依本发明的结构、形状、原理所做的等效变化,均应涵盖于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1